You might also like
- Range Diagram and Lifting Capacity - AT-50Document4 pagesRange Diagram and Lifting Capacity - AT-50Raul Alberto AlvarezNo ratings yet
- Triangulation ForecastsDocument4 pagesTriangulation Forecastsramblingman50% (2)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Cape Chemistry Unit 2 - I.A. Calibration of PipetteDocument4 pagesCape Chemistry Unit 2 - I.A. Calibration of PipetteShante MorganNo ratings yet
- Lab Report: Faculty of Science & Mathematics Universiti Pendidikan Sultan IdrisDocument6 pagesLab Report: Faculty of Science & Mathematics Universiti Pendidikan Sultan IdrisNisha Lauren VishvanathNo ratings yet
- Purna Design Engineers Pvt. LTD., BangaloreDocument5 pagesPurna Design Engineers Pvt. LTD., BangaloreKumaranNo ratings yet
- Heat Dissipation Unigear ZS1 SS 8210Document1 pageHeat Dissipation Unigear ZS1 SS 8210Navneet Singh100% (1)
- All Pricelist March 2016Document8 pagesAll Pricelist March 2016Abhimanyu KumarNo ratings yet
- 32LN5400 Esquema Da FonteDocument73 pages32LN5400 Esquema Da Fonteerick100% (1)
- Tle-Epas: Quarter 1 - Module 3: Performing Mensuration and Calculation (PMC)Document34 pagesTle-Epas: Quarter 1 - Module 3: Performing Mensuration and Calculation (PMC)Riezl SocoNo ratings yet
- Median Drain BBS: Bar Bending ScheduleDocument5 pagesMedian Drain BBS: Bar Bending Schedulemahadev chilhateNo ratings yet
- 3 Design of I5 As RCDocument12 pages3 Design of I5 As RCRaphael KennethNo ratings yet
- Kaleshwaram Project-Skms - Reach-1: Name of The WorkDocument7 pagesKaleshwaram Project-Skms - Reach-1: Name of The Workbhagyaraju100% (1)
- 3 Yr Impot SummaryDocument11 pages3 Yr Impot SummaryAlemayehuNo ratings yet
- Aaac Conductor PDFDocument18 pagesAaac Conductor PDFJerin LeenusNo ratings yet
- DOP - OrgDocument12 pagesDOP - OrgAHMED HASSAN RAZANo ratings yet
- Bull 1144 - 620 626 Rope Gripper ManualDocument40 pagesBull 1144 - 620 626 Rope Gripper ManualCarlos EduardoNo ratings yet
- VOLTAGEDROPFFFFFDocument20 pagesVOLTAGEDROPFFFFFMikee AngelaNo ratings yet
- Terex RT780Document8 pagesTerex RT780michaelNo ratings yet
- Ragi and Ragi PDFDocument2 pagesRagi and Ragi PDFDileep ChintalapatiNo ratings yet
- Ragi and RagiDocument2 pagesRagi and RagiDileep ChintalapatiNo ratings yet
- R&R PDFDocument2 pagesR&R PDFDileep ChintalapatiNo ratings yet
- 2 PDFDocument2 pages2 PDFDileep ChintalapatiNo ratings yet
- Sector Group Sub - GroupDocument5 pagesSector Group Sub - GroupPradip KhatriNo ratings yet
- Bac 05 AaacDocument2 pagesBac 05 Aaacanthony riveraNo ratings yet
- PGAU - BOHC2018-05 - 20pg - Lowres - Leader Cable AAC Conductor Data PDFDocument20 pagesPGAU - BOHC2018-05 - 20pg - Lowres - Leader Cable AAC Conductor Data PDFKelly chatNo ratings yet
- Bdi 03-2 20220224Document206 pagesBdi 03-2 20220224Matema1 - Prof. Marcos José NovakoskiNo ratings yet
- 2023-09-19-0051 Final Draft Deprec ConDocument8 pages2023-09-19-0051 Final Draft Deprec ConZagy De Vega GuzmánNo ratings yet
- Rep8000 4 PDFDocument16 pagesRep8000 4 PDFjairoNo ratings yet
- Slab Schedule FinalDocument1 pageSlab Schedule FinalKolen LalongisipNo ratings yet
- Length of Steel Bar Reinforcement For CHBDocument3 pagesLength of Steel Bar Reinforcement For CHBRoland CepedaNo ratings yet
- 5.B Modal AnalysysisDocument4 pages5.B Modal Analysysisvijay kumar yadavNo ratings yet
- Sector Group Sub - GroupDocument5 pagesSector Group Sub - GroupPradip KhatriNo ratings yet
- Exec Summary ECONOMIC ANALYSISDocument7 pagesExec Summary ECONOMIC ANALYSISMohd AizatNo ratings yet
- Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument5 pagesGauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- Aac Astm B All Aluminium Conductor PDFDocument6 pagesAac Astm B All Aluminium Conductor PDFAlbert MartinezNo ratings yet
- VSP - EE Additional Works Due To JV Revision - SignedDocument5 pagesVSP - EE Additional Works Due To JV Revision - SignedPrecious EscarezNo ratings yet
- Ongole Bypass Cost Estimation 11.08.2017Document34 pagesOngole Bypass Cost Estimation 11.08.2017BhavaniPrasad100% (1)
- Maintenance Sehedule DEC - 2022Document6 pagesMaintenance Sehedule DEC - 2022sivaNo ratings yet
- Wheel Loaders DrivelinesDocument3 pagesWheel Loaders DrivelinesEric CNo ratings yet
- Tabla - y - Curvas de Trabajo de Motores Paso A PasoDocument5 pagesTabla - y - Curvas de Trabajo de Motores Paso A PasoJosé floresNo ratings yet
- BSNL Lease Line TariffDocument2 pagesBSNL Lease Line TariffPeerless Securities LimitedNo ratings yet
- Be Winter 2016Document3 pagesBe Winter 2016babaf79912No ratings yet
- Budget 2023hhhhDocument27 pagesBudget 2023hhhhMajid KhanNo ratings yet
- Punch Price ListDocument1 pagePunch Price ListRahul ShawNo ratings yet
- Beam Cut ListDocument12 pagesBeam Cut ListCyrilleNo ratings yet
- FIFI Installation - Estimation Cost RevisedDocument25 pagesFIFI Installation - Estimation Cost Revisedsujithprasads prasadNo ratings yet
- All aggregate blending。。。。Document18 pagesAll aggregate blending。。。。nuru ashebirNo ratings yet
- TL 3aplus Brochure 12 15 PDFDocument2 pagesTL 3aplus Brochure 12 15 PDFRasoolKhadibiNo ratings yet
- TL 3aplus Brochure 12 15Document2 pagesTL 3aplus Brochure 12 15RasoolKhadibiNo ratings yet
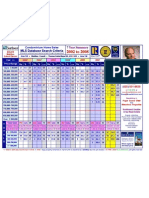
- 2002-2008 CONDOS SOLD-7 Year End Summaries-Mukilteo School Dist $50,000 Price Range 08-10-08Document1 page2002-2008 CONDOS SOLD-7 Year End Summaries-Mukilteo School Dist $50,000 Price Range 08-10-08Bruce W. McKinnon MBANo ratings yet
- Polycab Cables Pricelist NewDocument8 pagesPolycab Cables Pricelist NewChandan RayNo ratings yet
- Carrier Idler - Idler - JRC Co., LTD., The Top Brand of Belt Conveyor PartsDocument4 pagesCarrier Idler - Idler - JRC Co., LTD., The Top Brand of Belt Conveyor PartssharemwNo ratings yet
- 1 Set Kolom LicoDocument1 page1 Set Kolom LicoTokpedselNo ratings yet
- Cpi STD Eam 25Document24 pagesCpi STD Eam 25RajendraNo ratings yet
- AAC SpecificationDocument6 pagesAAC SpecificationAdhyartha KerafNo ratings yet
- STP Partition Wall (Wao) Top SheetDocument73 pagesSTP Partition Wall (Wao) Top SheetSimeon James Defeo VillacrusisNo ratings yet
- Slab Cost ReviewDocument1 pageSlab Cost Reviewhenry jobsNo ratings yet
- 37Document1 page37MikeCao1384No ratings yet
- Polycab-Cables-Pricelist-New WEF 1ST DECDocument8 pagesPolycab-Cables-Pricelist-New WEF 1ST DECPhaniNo ratings yet
- Rev3Document2 pagesRev3Deyvi Osmar Zegarra Villena0% (1)
- 560-1 Load ChartDocument12 pages560-1 Load Chartjmsmech0% (1)
- RT600 Capacity Chart-3Document1 pageRT600 Capacity Chart-3csalinas.bridaNo ratings yet
- Webcrche 2019Document2 pagesWebcrche 2019DANKOIRE HMNo ratings yet
- Gabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument5 pagesGabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- Gabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument6 pagesGabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument5 pagesGauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- Priyanka 25.04.2022Document11 pagesPriyanka 25.04.2022Amit YadavNo ratings yet
- Front Fork Specification Test Plan - 2021-2022: Gabriel India Limted SanandDocument4 pagesFront Fork Specification Test Plan - 2021-2022: Gabriel India Limted SanandAmit YadavNo ratings yet
- ME3026 Dynamics Chap1 2 Merged - RemovedDocument44 pagesME3026 Dynamics Chap1 2 Merged - RemovedNguyễn Nam AnhNo ratings yet
- Specification: F.V/Tim e 3min 5min 8min 10MIN 15MIN 20MIN 30MIN 60MIN 90MIN 1.60V 1.67V 1.70V 1.75V 1.80V 1.85VDocument2 pagesSpecification: F.V/Tim e 3min 5min 8min 10MIN 15MIN 20MIN 30MIN 60MIN 90MIN 1.60V 1.67V 1.70V 1.75V 1.80V 1.85VJavierNo ratings yet
- Astm D2892 23Document11 pagesAstm D2892 231965karanfil6No ratings yet
- Dual Nature of Matter and RadiationDocument6 pagesDual Nature of Matter and RadiationNakshatra SharmaNo ratings yet
- Assignment 2: Hirarc Ept442 Professional Engineer: 5 - Makmal MetrologyDocument10 pagesAssignment 2: Hirarc Ept442 Professional Engineer: 5 - Makmal MetrologySiti SarahNo ratings yet
- AP10005 - Physics I AP10008 - University Physics I: Angular MomentumDocument18 pagesAP10005 - Physics I AP10008 - University Physics I: Angular MomentumShibu AlexanderNo ratings yet
- Lab 2 Permeability PDFDocument13 pagesLab 2 Permeability PDFhoney arguellesNo ratings yet
- Surveying NotesDocument10 pagesSurveying NotesCarl NellasNo ratings yet
- Experiment Instructions: HM 150.13 Methods of Flow MeasurementDocument30 pagesExperiment Instructions: HM 150.13 Methods of Flow MeasurementSwetha PatelNo ratings yet
- Activity Sheet 1 - Length and TimeDocument12 pagesActivity Sheet 1 - Length and TimeFathima AliNo ratings yet
- Examiners' Report Principal Examiner Feedback January 2020Document7 pagesExaminers' Report Principal Examiner Feedback January 2020Abu Ostad NishanNo ratings yet
- A Level Physics Jun 18 Markscheme5Document12 pagesA Level Physics Jun 18 Markscheme5Rutba SafdarNo ratings yet
- NSM - m100 Generator - MergedDocument9 pagesNSM - m100 Generator - MergedJunior ArroyoNo ratings yet
- 4.6 EnergyDocument24 pages4.6 EnergyScytheNo ratings yet
- Converting VolumesDocument3 pagesConverting VolumesDevika TannaNo ratings yet
- 1959 Servicio Geodesico Interamericano - RED de TRIANGULACION REP. DOM.Document144 pages1959 Servicio Geodesico Interamericano - RED de TRIANGULACION REP. DOM.Manuel GuerreroNo ratings yet
- ContentDocument12 pagesContentHarishNo ratings yet
- RS IX Physics Nov Ex 2 Archidemes Principle 2020Document3 pagesRS IX Physics Nov Ex 2 Archidemes Principle 2020Aditya GadepalliNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological Universityfeyayel988No ratings yet
- Balluf - Datasheet - MP730102 - enDocument5 pagesBalluf - Datasheet - MP730102 - enOARIASCONo ratings yet
- Map ProjectionsDocument5 pagesMap Projectionssampath karriNo ratings yet
- Menilai Kualiti Konkrit Dengan Kaedah Gabungan Ujian Tidak Merosakkan (Utmr) Combined Non-Destructive Testing (NDT) Methods For Evaluating Concrete QualityDocument7 pagesMenilai Kualiti Konkrit Dengan Kaedah Gabungan Ujian Tidak Merosakkan (Utmr) Combined Non-Destructive Testing (NDT) Methods For Evaluating Concrete QualityShahrul Aidi IbrahimNo ratings yet
- CalculationsDocument2 pagesCalculationsAdelfa Mae BerdonNo ratings yet
- 2.7 Impulsive Force 2020 AnswerDocument5 pages2.7 Impulsive Force 2020 Answer黎珮琴No ratings yet
- C R Robertson Fundamental Electrical and ElectroBookZZ - Org 15Document10 pagesC R Robertson Fundamental Electrical and ElectroBookZZ - Org 15Salmarianto AntoNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/43Document24 pagesCambridge International AS & A Level: PHYSICS 9702/43Online TeachingNo ratings yet