You might also like
- 14 - Iso 17640 2018Document40 pages14 - Iso 17640 2018Md. Main UddinNo ratings yet
- E127 15 PDFDocument9 pagesE127 15 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- Inhoud Handbooks Paints & VarnishesDocument22 pagesInhoud Handbooks Paints & VarnishesLauraMilenaHernándezTorresNo ratings yet
- Calibration of Eddycon CL - ENGDocument36 pagesCalibration of Eddycon CL - ENGNathaniel LuraNo ratings yet
- Omniscan MX and Mx2: User'S ManualDocument228 pagesOmniscan MX and Mx2: User'S Manualgancho2010No ratings yet
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDocument10 pagesBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabNo ratings yet
- Astm E1065 E1065m 20Document10 pagesAstm E1065 E1065m 20Mohamed AboelkhierNo ratings yet
- 109428-BS en 583-4-2002Document18 pages109428-BS en 583-4-2002Nensha KagasawaNo ratings yet
- Fundamentals of Visual ExaminationDocument84 pagesFundamentals of Visual Examinationkevin desaiNo ratings yet
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDocument11 pagesInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014No ratings yet
- ANDTBF - 06 NDT Training SyllabusDocument34 pagesANDTBF - 06 NDT Training SyllabusHeidi CoxNo ratings yet
- Handbook 1 A29Document31 pagesHandbook 1 A29srgokuNo ratings yet
- NDT-Verify Steel WeldsDocument1 pageNDT-Verify Steel Weldskinglordofato100% (1)
- E 801 - 06 (2011)Document4 pagesE 801 - 06 (2011)ruben carcamoNo ratings yet
- Thickness Gauging Level 2 (Questions & Answers)Document3 pagesThickness Gauging Level 2 (Questions & Answers)kingston100% (2)
- Is 9902 2004 PDFDocument11 pagesIs 9902 2004 PDFAgniva DuttaNo ratings yet
- ASTM-E-1742-Radiographic - Examination-Eddy Current TestingDocument14 pagesASTM-E-1742-Radiographic - Examination-Eddy Current TestingVysakh Vasudevan100% (1)
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranNo ratings yet
- Ultrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesDocument8 pagesUltrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesSantyagoGPaquiNo ratings yet
- Application DIN 2303Document8 pagesApplication DIN 2303Marcelle Poll100% (1)
- Multifrequency Eddy Current Signal AnalysisDocument79 pagesMultifrequency Eddy Current Signal AnalysisVasyaNo ratings yet
- Ultrasonic Comparison SNR PDFDocument78 pagesUltrasonic Comparison SNR PDFsoledenseNo ratings yet
- Astm E1001Document10 pagesAstm E1001Jon DownNo ratings yet
- Iso TC 44 SC 5 N 490Document25 pagesIso TC 44 SC 5 N 490Satwant singhNo ratings yet
- EN ISO 11699-2 (2011) (E) CodifiedDocument3 pagesEN ISO 11699-2 (2011) (E) CodifiedIrfan RomansyahNo ratings yet
- Iso 3452 1 2021Document12 pagesIso 3452 1 2021thaneshkumar5No ratings yet
- Fitz's Atlas of Coating DefectsDocument16 pagesFitz's Atlas of Coating DefectsravichandraNo ratings yet
- En 462 1 PDFDocument12 pagesEn 462 1 PDFGabriele67% (3)
- Penetrant Testing 1Document21 pagesPenetrant Testing 1Prashant PuriNo ratings yet
- Requirements For Viewers Bsen25580 PDFDocument13 pagesRequirements For Viewers Bsen25580 PDFThe Normal HeartNo ratings yet
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Iso 23279 (En1713)Document24 pagesIso 23279 (En1713)SuNo ratings yet
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDocument9 pagesISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSNo ratings yet
- As 2168.2-2009 Non-Destructive Testing - Computerized Radiography Testing of Metallic Materials Using X-RaysDocument7 pagesAs 2168.2-2009 Non-Destructive Testing - Computerized Radiography Testing of Metallic Materials Using X-RaysSAI Global - APACNo ratings yet
- European Standard EN 14584 Norme Europeenne Europaische NormDocument15 pagesEuropean Standard EN 14584 Norme Europeenne Europaische Normvassili_iuNo ratings yet
- Astm A200 PDFDocument3 pagesAstm A200 PDFgaminNo ratings yet
- Tangential RadiographyDocument9 pagesTangential Radiographykirubha_karan2000No ratings yet
- Duplex IQI To en 462Document1 pageDuplex IQI To en 462Jhordy Moises Pinedo CàrdenasNo ratings yet
- National Step Tablet Vs Step Wedge Comparision FilmDocument4 pagesNational Step Tablet Vs Step Wedge Comparision FilmManivannanMudhaliarNo ratings yet
- E390-11 Standard Reference Radiographs For Steel Fusion WeldsDocument4 pagesE390-11 Standard Reference Radiographs For Steel Fusion WeldsAhmed Shaban KotbNo ratings yet
- RTD LoRUS (Long Range Ultrasonics)Document1 pageRTD LoRUS (Long Range Ultrasonics)fakmiloNo ratings yet
- Sound Velocity ChartDocument1 pageSound Velocity ChartNikolaos OrfanoudakisNo ratings yet
- Astm e 2446Document9 pagesAstm e 2446김경은No ratings yet
- Angle DACDocument1 pageAngle DACJeevanandam ShanmugasundaramNo ratings yet
- Liquid Penetrant Testing Theory and InterpretationDocument44 pagesLiquid Penetrant Testing Theory and InterpretationCRISTIAN SILVIU IANUCNo ratings yet
- En Iso 3452-1Document3 pagesEn Iso 3452-1dragan dimitrijevic0% (1)
- UTpp 4Document86 pagesUTpp 4Manoj Balla100% (2)
- PRR CalculationDocument4 pagesPRR CalculationnavitaNo ratings yet
- Mil STD 410 PDFDocument20 pagesMil STD 410 PDFomarcastellon100% (2)
- SEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTDocument2 pagesSEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTChandrashekhar ThiramdasuNo ratings yet
- Penetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingDocument12 pagesPenetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingQC HSDNo ratings yet
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document9 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)idanfriNo ratings yet
- STD-24. Iso-20567-3-2012Document9 pagesSTD-24. Iso-20567-3-2012Seda ErsoyNo ratings yet
- Iso 21940 21 2012Document15 pagesIso 21940 21 2012driciNo ratings yet
- Exercises-5 Workshops 9001 - WBP1Document1 pageExercises-5 Workshops 9001 - WBP1rameshqcNo ratings yet
- PVC-6907 Rev.3Document41 pagesPVC-6907 Rev.3rameshqcNo ratings yet
- 19311.6965 - 2 Rev.2Document1 page19311.6965 - 2 Rev.2rameshqcNo ratings yet
- Blind Flange With StiffenersDocument4 pagesBlind Flange With Stiffenersshahid khan100% (1)
- Pip Vefv1100-Jan. 2009 - Part1Document28 pagesPip Vefv1100-Jan. 2009 - Part1Ionut FloricaNo ratings yet
- ISO 9001 QMS Requirements SummaryDocument2 pagesISO 9001 QMS Requirements SummaryrameshqcNo ratings yet
- Exercises 6 Workshops 9001 - WBP1Document1 pageExercises 6 Workshops 9001 - WBP1rameshqcNo ratings yet
- Iso 18595 2021Document11 pagesIso 18595 2021rameshqcNo ratings yet
- Флюс OK Flux 10.62 25 kg BlockPac (1062800W00)Document2 pagesФлюс OK Flux 10.62 25 kg BlockPac (1062800W00)rameshqcNo ratings yet
- A3080 6040 Dat MC 142 eDocument11 pagesA3080 6040 Dat MC 142 erameshqcNo ratings yet
- C1 Advanced English Certificate for Алия АдиловаDocument1 pageC1 Advanced English Certificate for Алия АдиловаrameshqcNo ratings yet
- Stainless Steel Weld Deposit Demonstration Block DimensionsDocument1 pageStainless Steel Weld Deposit Demonstration Block DimensionsrameshqcNo ratings yet
- Duayen Anti CorrosionDocument8 pagesDuayen Anti CorrosionrameshqcNo ratings yet
- Corrosion and Welding of Other Stainless SteelsDocument60 pagesCorrosion and Welding of Other Stainless SteelsrameshqcNo ratings yet
- A3080 6060 DAT MC 126.3 - SignedDocument9 pagesA3080 6060 DAT MC 126.3 - SignedrameshqcNo ratings yet
- CE To ThicknessDocument2 pagesCE To ThicknessrameshqcNo ratings yet
- Kpo 00 Elt SPC 00029Document29 pagesKpo 00 Elt SPC 00029rameshqc100% (1)
- Welding of Piping & Fittings: Company Technical StandardDocument64 pagesWelding of Piping & Fittings: Company Technical StandardrameshqcNo ratings yet
- Kpo 00 Pip SPC 00019 eDocument24 pagesKpo 00 Pip SPC 00019 erameshqcNo ratings yet
- Attachment 8 - STN 00 Z20 V SP 0002 - A01 - ENDocument18 pagesAttachment 8 - STN 00 Z20 V SP 0002 - A01 - ENrameshqcNo ratings yet
- Attachment 13 - STN 00 Z22 V SP 0003 - A01 - ENDocument51 pagesAttachment 13 - STN 00 Z22 V SP 0003 - A01 - ENrameshqcNo ratings yet
- Attachment-18 KE01.00.000.KD.O.ST.0003.000 D02Document150 pagesAttachment-18 KE01.00.000.KD.O.ST.0003.000 D02rameshqcNo ratings yet
- Attachment-20 - STN-00-Z21-V-SP-0007 P01 - ENDocument36 pagesAttachment-20 - STN-00-Z21-V-SP-0007 P01 - ENrameshqcNo ratings yet
- Piping Valve Specifications: Company Technical StandardDocument27 pagesPiping Valve Specifications: Company Technical StandardrameshqcNo ratings yet
- Asme Pvho-1-2019Document196 pagesAsme Pvho-1-2019aecf_1396% (28)
- Welding of Piping & Fittings: Company Technical StandardDocument64 pagesWelding of Piping & Fittings: Company Technical StandardrameshqcNo ratings yet
- Ppe 2015Document39 pagesPpe 2015thusiyanthanpNo ratings yet
- Ug 22 Loading AnalysisDocument1 pageUg 22 Loading AnalysisBoulHich BoulHichNo ratings yet
- Material Comparision SA 194 GR 7M To GR 4Document1 pageMaterial Comparision SA 194 GR 7M To GR 4rameshqcNo ratings yet
- SCR10-20PM Compressor ManualDocument36 pagesSCR10-20PM Compressor ManualTrinnatee Chotimongkol100% (2)
- Specification for Child MUAC Tape Quality ChecksDocument4 pagesSpecification for Child MUAC Tape Quality ChecksM HussainNo ratings yet
- FT-IR Analysis of Hock ProcessDocument4 pagesFT-IR Analysis of Hock ProcessmohsengolestanzadehNo ratings yet
- Chapter 6Document2 pagesChapter 6Zhane CruzNo ratings yet
- MODULE 9: Personal Relationships: Albert Abarabar, Erica Soriano, Lloyd Sarandi, Julius Dela CruzDocument18 pagesMODULE 9: Personal Relationships: Albert Abarabar, Erica Soriano, Lloyd Sarandi, Julius Dela CruzMark Gil GuillermoNo ratings yet
- 2018 Federal Income Tax Return PDFDocument8 pages2018 Federal Income Tax Return PDFBrandon BachNo ratings yet
- 08 Ergonomics - 01Document35 pages08 Ergonomics - 01Cholan PillaiNo ratings yet
- Future Reference Craftsman Scroll Saw Serial and Model NumbersDocument22 pagesFuture Reference Craftsman Scroll Saw Serial and Model NumbersJL AlexanderNo ratings yet
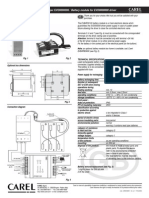
- EVBAT00100 Batterij ModuleDocument1 pageEVBAT00100 Batterij ModuleSaptCahbaguzNo ratings yet
- IB Student's Soil Systems GuideDocument7 pagesIB Student's Soil Systems GuideYohanes Sumantri RatnodiyantoNo ratings yet
- Crop RotationsDocument19 pagesCrop RotationsSarwar M. RasheedNo ratings yet
- Premium detergent market insights and Nirma case studyDocument32 pagesPremium detergent market insights and Nirma case studyBhavya ShahNo ratings yet
- Case Study in Competency Appraisal II - ABC and EDNDocument5 pagesCase Study in Competency Appraisal II - ABC and EDNRogelio Saupan Jr100% (1)
- Thesis Statement 1Document4 pagesThesis Statement 1Ieka SyafiqahNo ratings yet
- SOP - APS - PUR - 02A - Flow Chart For PurchaseDocument2 pagesSOP - APS - PUR - 02A - Flow Chart For Purchaseprakash patelNo ratings yet
- Devsecops Course Content: Module-1 Devops BasicsDocument3 pagesDevsecops Course Content: Module-1 Devops Basicshelo nameNo ratings yet
- Plastipak PresentationDocument28 pagesPlastipak Presentationapi-608970005No ratings yet
- Literature Review of ZnoDocument7 pagesLiterature Review of Znoea6mkqw2100% (1)
- G.V. Black's Classification and Class I Cavity PreparationDocument57 pagesG.V. Black's Classification and Class I Cavity PreparationPrakuz Harmony SubedifiedNo ratings yet
- Brachytherapy GYN Applicator CatalogDocument64 pagesBrachytherapy GYN Applicator CatalogJuan Lombardero100% (1)
- Inas Faiqah BT Mohd Helmi (An Infant Suing Through Her Father and Next Friend, Mohd Helmi Bin Abdul Aziz) V Kerajaan Malaysia & OrsDocument15 pagesInas Faiqah BT Mohd Helmi (An Infant Suing Through Her Father and Next Friend, Mohd Helmi Bin Abdul Aziz) V Kerajaan Malaysia & Orsshukri77No ratings yet
- Mode of AssignmentDocument95 pagesMode of AssignmentQasim AliNo ratings yet
- Hazard Identification 2. Risk AssessmentDocument5 pagesHazard Identification 2. Risk AssessmentNoreen Syakireen Binti NormanNo ratings yet
- Diesel Engine Operation and DiagDocument76 pagesDiesel Engine Operation and DiagHafiezul Hassan100% (3)
- Pds - Sunshades Instrument CoverDocument2 pagesPds - Sunshades Instrument CoverAntonio LantiguaNo ratings yet
- Pradhan Mantri Gram Sadak Yojana Pradhan Mantri Gram Sadak YojanaDocument19 pagesPradhan Mantri Gram Sadak Yojana Pradhan Mantri Gram Sadak Yojanapriyajaiswal428No ratings yet
- Thermo Fluids LabDocument23 pagesThermo Fluids LabMuket AgmasNo ratings yet
- Acromegaly: Excess Growth Hormone SecretionDocument4 pagesAcromegaly: Excess Growth Hormone SecretionKavita PathakNo ratings yet
- Mandaya: Presented By: Cutad, Ray Dag-Uman, Ely Mae Cortes, MaikoDocument24 pagesMandaya: Presented By: Cutad, Ray Dag-Uman, Ely Mae Cortes, MaikoAPPLE MAE AGOSTONo ratings yet
- Bonding BB1Document3 pagesBonding BB1DeveshNo ratings yet