You might also like
- It Is Extremely Flammable, Soluble in WaterDocument1 pageIt Is Extremely Flammable, Soluble in WaterARULSELVAN MURUGESANNo ratings yet
- Risk Assessment of Sulphur RecoveryDocument6 pagesRisk Assessment of Sulphur RecoveryTejasNo ratings yet
- Hydrogen Sulphide (H S) : Hazard IdentificationDocument9 pagesHydrogen Sulphide (H S) : Hazard IdentificationKesev KeshavNo ratings yet
- Mine Hazards & Environment-1 PDFDocument32 pagesMine Hazards & Environment-1 PDFUditanshu RewaniNo ratings yet
- Water Treatment Chemistry - Cooling TowersDocument44 pagesWater Treatment Chemistry - Cooling TowersM muzamil RM3No ratings yet
- ACT 2 - DAHUYLA MineEnvi - InfographicDocument1 pageACT 2 - DAHUYLA MineEnvi - InfographicYaj Naitsirhc LD AlyuhadNo ratings yet
- H2S AwarenessDocument30 pagesH2S AwarenessHashem Rezayi100% (1)
- Element Three: Hydrogen Sulfide ToxicityDocument8 pagesElement Three: Hydrogen Sulfide Toxicityapi-3738896No ratings yet
- H2S Containing Produce in Crude Oil, Naphtha, Fuel Oil, Bunker Fuels, Bitumens and Gas OilsDocument4 pagesH2S Containing Produce in Crude Oil, Naphtha, Fuel Oil, Bunker Fuels, Bitumens and Gas OilsBerbik Mukorobin100% (1)
- Somayya Polytechnic, Wadgaon, Chandrapur Department of Mining and Mine Surveying 2 Year - Subject Notes Subject: Mine Ventilation Unit: 01 - Mine AirDocument136 pagesSomayya Polytechnic, Wadgaon, Chandrapur Department of Mining and Mine Surveying 2 Year - Subject Notes Subject: Mine Ventilation Unit: 01 - Mine AirMayur BawaneNo ratings yet
- UK Operations Guidelines For Drilling Operations: Subject: H2S (Hydrogen Sulphide) ProceduresDocument13 pagesUK Operations Guidelines For Drilling Operations: Subject: H2S (Hydrogen Sulphide) ProceduresMostafa ElghifaryNo ratings yet
- Anhydrous AmmoniaDocument25 pagesAnhydrous AmmoniaAnonymous tlXuid6W3WNo ratings yet
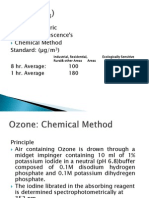
- O3Document15 pagesO3ECRDNo ratings yet
- Presentation - H2S Training REV.2 - End User (English) ANSI-Z390Document34 pagesPresentation - H2S Training REV.2 - End User (English) ANSI-Z390Rustam36No ratings yet
- Respirometer BD New 2012Document35 pagesRespirometer BD New 2012Janiah Aaliyah M. DrakesNo ratings yet
- Lab Two: Enzyme Catalysis Adrienne Harreveld Period 4 Ap BioDocument7 pagesLab Two: Enzyme Catalysis Adrienne Harreveld Period 4 Ap BioAdrienne HarreveldNo ratings yet
- Hydrogen Sulphide (H2S)Document40 pagesHydrogen Sulphide (H2S)ANSHUL HIKERNo ratings yet
- Chlorine Hazard ManagementDocument30 pagesChlorine Hazard Managementpriyank gamiNo ratings yet
- MANUAL-AQUA-6 220V ENGLISH ManualDocument14 pagesMANUAL-AQUA-6 220V ENGLISH ManualClaudiu PastorNo ratings yet
- Apcds - LectureDocument59 pagesApcds - LectureKAIVALYA TIWATNENo ratings yet
- Titration Lab ReportDocument4 pagesTitration Lab ReportYoonseo (Elin) ChaNo ratings yet
- Hydrogen Sulfide SafetyDocument48 pagesHydrogen Sulfide SafetyPopoola Abdulrahim Babatunde100% (1)
- Mantenimiento Sugerido Fraccionador de ProteinasDocument22 pagesMantenimiento Sugerido Fraccionador de ProteinasOscar Enrique Contreras VivasNo ratings yet
- 2 - MHSG DhuruaDocument40 pages2 - MHSG Dhurualaxisahoo01No ratings yet
- Air Pollution Control Measures PPTDocument43 pagesAir Pollution Control Measures PPTBasharat MalikNo ratings yet
- Chapter 07Document3 pagesChapter 07김순혁No ratings yet
- 8a-Advanced Waste Water TreatmentDocument43 pages8a-Advanced Waste Water TreatmentSathish GlNo ratings yet
- Enzyme Catalysis LabDocument7 pagesEnzyme Catalysis LabChristian JimenezNo ratings yet
- APCDsDocument65 pagesAPCDsRishabh AgnihotriNo ratings yet
- Reaction RateDocument3 pagesReaction RateBedoor BuallayNo ratings yet
- Applications-Application - A.1.4.2 Total Nitrogen in Soil - 4-6-2013 - EnglishDocument4 pagesApplications-Application - A.1.4.2 Total Nitrogen in Soil - 4-6-2013 - EnglishGabriela Alejandra Benito Morales100% (1)
- PhthalimideDocument3 pagesPhthalimidesaad omarNo ratings yet
- Prac 2Document8 pagesPrac 2Preyeshini GovenderNo ratings yet
- Hydrogen SulphideDocument14 pagesHydrogen SulphideheriwarsitoNo ratings yet
- Jones Oxidation of 2-ButanolDocument10 pagesJones Oxidation of 2-ButanolJeffTaylorBattersbyNo ratings yet
- H2s ManualDocument16 pagesH2s ManualSAYED100% (15)
- Hydrogen Sulfide: Chapter # 10Document12 pagesHydrogen Sulfide: Chapter # 10Syed YousafNo ratings yet
- Nuovito Group Tech BrochureDocument14 pagesNuovito Group Tech BrochureyaffandyNo ratings yet
- Prac ChemDocument6 pagesPrac ChemShama TahsinNo ratings yet
- Investigating The Law of Conservation of Mass: Criterion B AssessmentDocument7 pagesInvestigating The Law of Conservation of Mass: Criterion B AssessmentMoopNo ratings yet
- Inhalational Anaesthetics - DR MacheyoDocument92 pagesInhalational Anaesthetics - DR MacheyoDylan BhuriNo ratings yet
- Iops - Geo - 0038 - H2S - Detection - Method - 5665033 - 02Document5 pagesIops - Geo - 0038 - H2S - Detection - Method - 5665033 - 02Daniel Rolando Gutierrez FuentesNo ratings yet
- Luliconazole Specs and STP - From DMF - Nosch LabsDocument22 pagesLuliconazole Specs and STP - From DMF - Nosch Labsshakt londaNo ratings yet
- M 40 MonitorDocument2 pagesM 40 MonitorLeon MemonNo ratings yet
- Samurai Aerosol Anti Rust PrimerDocument7 pagesSamurai Aerosol Anti Rust Primerqistinaramli2024No ratings yet
- DistillationDocument7 pagesDistillationaffaf AttiqNo ratings yet
- BenzoinDocument7 pagesBenzoinLeah ThomasNo ratings yet
- Element Six: What Is Sulfur Dioxide? & Properties of Other Gases and ComparisonsDocument10 pagesElement Six: What Is Sulfur Dioxide? & Properties of Other Gases and Comparisonsapi-3738896No ratings yet
- Various Experiences and Work Performed in Bucket Drums. Juan Carlos Campos Fabregat. Indigo Quimica, S.LDocument0 pagesVarious Experiences and Work Performed in Bucket Drums. Juan Carlos Campos Fabregat. Indigo Quimica, S.LFernando CasadoNo ratings yet
- MSDSDocument4 pagesMSDSmmbNo ratings yet
- Stefan Beers Law ExampleDocument12 pagesStefan Beers Law ExampleволкNo ratings yet
- Organic Chemistry Laboratory I BSK1402 Lab Report: Name Fathul Aiman Bin Fahmi Matrix No. Sa18094 Section 02 DateDocument8 pagesOrganic Chemistry Laboratory I BSK1402 Lab Report: Name Fathul Aiman Bin Fahmi Matrix No. Sa18094 Section 02 DateCucu AlbertNo ratings yet
- Bio Lab CatalaseDocument7 pagesBio Lab CatalaseDanik BalahonovNo ratings yet
- Naman Parikh - Chemistry - Lab Report On Enthalpy of NeutralizationDocument9 pagesNaman Parikh - Chemistry - Lab Report On Enthalpy of NeutralizationTan JennyNo ratings yet
- Hydrogen Sulfide (H S) : Hydrogen Sulfuric Acid Sewer Gas NIOSH/RTECS MX 1225000Document9 pagesHydrogen Sulfide (H S) : Hydrogen Sulfuric Acid Sewer Gas NIOSH/RTECS MX 1225000thomsunilNo ratings yet
- Bio Lab 1Document2 pagesBio Lab 1Yugoviandi Primanda MamahitNo ratings yet
- Investigating On Yeast and The Enzyme Catalase On Hydrogen Peroxide - Real VersionDocument3 pagesInvestigating On Yeast and The Enzyme Catalase On Hydrogen Peroxide - Real VersionAlaaaanNo ratings yet
- Material Safety Data Sheet: Coal AshDocument4 pagesMaterial Safety Data Sheet: Coal AshAbdul RasyidNo ratings yet
- ASME B18.9 TabDocument2 pagesASME B18.9 TabmarceloNo ratings yet
- Sika Top Armatec 108Document2 pagesSika Top Armatec 108the pilotNo ratings yet
- Observing Chemical Changes: Purpose: MaterialDocument2 pagesObserving Chemical Changes: Purpose: Materialctremblaylcsd150No ratings yet
- Binder 2Document33 pagesBinder 2aNo ratings yet
- Chapter 14 PDF File of Power PointDocument78 pagesChapter 14 PDF File of Power PointNair CastilloNo ratings yet
- SCIENCE Grade 9: Quarter 2 - Module 3 Ionic CompoundDocument16 pagesSCIENCE Grade 9: Quarter 2 - Module 3 Ionic CompoundRosalia Busca100% (1)
- Development of Continuous Manufacturing Process of Acyclovir OintDocument40 pagesDevelopment of Continuous Manufacturing Process of Acyclovir OintMuhammad Fajar AlGhifariNo ratings yet
- Acid Bases & SaltDocument16 pagesAcid Bases & SaltKK patel0% (1)
- Cambridge IGCSE Chemistry Practical WorkbookDocument191 pagesCambridge IGCSE Chemistry Practical WorkbookNancy MohamedNo ratings yet
- Bacterial Growth and Culture MediaDocument26 pagesBacterial Growth and Culture MediaMuhammad HuzaifaNo ratings yet
- TLE HK 1st Summatiive TestDocument3 pagesTLE HK 1st Summatiive TestMa Christina Encinas100% (21)
- Chemiluminescnece Final Lab ReportDocument10 pagesChemiluminescnece Final Lab ReportSanzida TaslimNo ratings yet
- Hemp To CelluloseDocument37 pagesHemp To CelluloseArchana JoshiNo ratings yet
- Photosynthesis Post-Lab WorksheetDocument6 pagesPhotosynthesis Post-Lab WorksheetharrisonNo ratings yet
- The Mcgraw-Hill Companies, Inc. Permission Required For Reproduction or DisplayDocument25 pagesThe Mcgraw-Hill Companies, Inc. Permission Required For Reproduction or DisplaypsdantonioNo ratings yet
- Graphene and Carbon Nanotubes For Electronics NanoDocument9 pagesGraphene and Carbon Nanotubes For Electronics NanoNirmal MNo ratings yet
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocument2 pagesDipetro Synergy Engineering SDN BHD: Visual Inspection Reportsaffririzal4237No ratings yet
- Kuliah 03 Teknologi Bahan, AgregatDocument93 pagesKuliah 03 Teknologi Bahan, AgregatDhanyNo ratings yet
- 11 IB Chemistry Term 2 - Success Criteria - 2020Document2 pages11 IB Chemistry Term 2 - Success Criteria - 2020Celine LeongNo ratings yet
- Luminescence, Plasmonic, and Magnetic Properties of Doped Semiconductor NanocrystalsDocument17 pagesLuminescence, Plasmonic, and Magnetic Properties of Doped Semiconductor NanocrystalsTrần ChứcNo ratings yet
- Inorganic Biomaterials Based Bioinks For Three Dimensional Bioprinting of Regenerative ScaffoldsDocument16 pagesInorganic Biomaterials Based Bioinks For Three Dimensional Bioprinting of Regenerative ScaffoldsCelia Miranda OportaNo ratings yet
- Basic Chemistry Key Terms Collection by Saya Minn ThantDocument8 pagesBasic Chemistry Key Terms Collection by Saya Minn ThantMinn ThantNo ratings yet
- 2020 Chemical Energetics Part 1 TutorialDocument13 pages2020 Chemical Energetics Part 1 TutorialSalman ShethNo ratings yet
- Iron PhophatingDocument1 pageIron PhophatingLalitNo ratings yet
- Maintenace Platform For DecanterDocument155 pagesMaintenace Platform For DecanterBoruto UzumakiNo ratings yet
- Prep2 T1 Mozkra Science enDocument46 pagesPrep2 T1 Mozkra Science ennaglaaNo ratings yet
- Periodic TableDocument56 pagesPeriodic TableKirthika SNo ratings yet
- Crosslinker OX - 0520 - EN - OI - ASDocument2 pagesCrosslinker OX - 0520 - EN - OI - ASDaniel SanchezNo ratings yet
- Taller Quimica IDocument35 pagesTaller Quimica IZantiiagoo TrujilloNo ratings yet