You might also like
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- AWS D1.5 Criterios RXDocument6 pagesAWS D1.5 Criterios RXJuan NavaNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- API 1104 VT TestDocument2 pagesAPI 1104 VT TestRao Javaid IqbalNo ratings yet
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
- Wps PQR GuideDocument40 pagesWps PQR GuideBalakumar100% (10)
- Api 107Document14 pagesApi 107Yersin Hernandez AldanNo ratings yet
- Kansas Department of Transportation Special Provision To The Standard Specifications, Edition 2015Document3 pagesKansas Department of Transportation Special Provision To The Standard Specifications, Edition 2015Vpln SarmaNo ratings yet
- 9.5 Installation Criteria: Dhofar Power Company SAOGDocument1 page9.5 Installation Criteria: Dhofar Power Company SAOG54045114No ratings yet
- Automatic Stud Welding PDFDocument1 pageAutomatic Stud Welding PDFPatrick DominguezNo ratings yet
- General Specification For Welding and Weld Inspection (EIL)Document19 pagesGeneral Specification For Welding and Weld Inspection (EIL)Mitchel Fernandes100% (6)
- Ur-W27rev1 - Cast Steel PropellersDocument9 pagesUr-W27rev1 - Cast Steel PropellersJohnNo ratings yet
- LTA Specs For CouplersDocument4 pagesLTA Specs For CouplerssawwahwahNo ratings yet
- Welding Valve Rebuild RepairDocument12 pagesWelding Valve Rebuild RepairMuthuKumarNo ratings yet
- CSA-W47.1 Update 7Document6 pagesCSA-W47.1 Update 7Hoang100% (1)
- NDT ScopeDocument2 pagesNDT ScopeAnonymous AdofXEYAgENo ratings yet
- Saep 323Document8 pagesSaep 323brecht1980100% (1)
- Welder Performance Qualification AsmeDocument14 pagesWelder Performance Qualification AsmeAhmad RizkiNo ratings yet
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- Stress Relieving As Per IS 2825Document4 pagesStress Relieving As Per IS 2825Sudhir DwivediNo ratings yet
- 3600 1Document2 pages3600 1shanmugasundaram_rNo ratings yet
- 01 Samss 022Document6 pages01 Samss 022aamirtec301No ratings yet
- Fabricated BogieDocument16 pagesFabricated BogiemailbkraoNo ratings yet
- Sampling and Procurement Testing of Magnetic Materials: Standard Practice ForDocument4 pagesSampling and Procurement Testing of Magnetic Materials: Standard Practice Forbs2002No ratings yet
- Welder Performance QualificationDocument31 pagesWelder Performance QualificationParvee K Nakwal100% (3)
- 28b. IS 3600 - 2 - 1985 PDFDocument2 pages28b. IS 3600 - 2 - 1985 PDFhhr2412No ratings yet
- Saep 1146Document8 pagesSaep 1146Ronanki RaviNo ratings yet
- Fabricated Deformed Steel Bar Mats For Concrete ReinforcementDocument4 pagesFabricated Deformed Steel Bar Mats For Concrete ReinforcementBa Lestari WijanarkoNo ratings yet
- F1160 1479757-1Document8 pagesF1160 1479757-1Thaweekarn ChangthongNo ratings yet
- Evaluating The Tear Resistance of A Sealant Under Constant StrainDocument5 pagesEvaluating The Tear Resistance of A Sealant Under Constant Straintejas.winrefNo ratings yet
- Welding Operator QualificationDocument3 pagesWelding Operator QualificationHasnain TariqNo ratings yet
- Welding Quality ControlDocument7 pagesWelding Quality ControlPRAMOD KUMAR SETHI S100% (1)
- BS 709 Destructive TestingDocument17 pagesBS 709 Destructive TestingGabrieleNo ratings yet
- FW Brochure 12-08 UpdateDocument29 pagesFW Brochure 12-08 UpdateAhmed shabanNo ratings yet
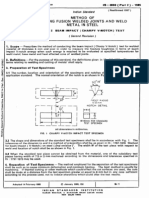
- Note 7 - Welder Test - Mechanical Test and X-RayDocument29 pagesNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiNo ratings yet
- BSI 709 DT Fusion WeldedDocument24 pagesBSI 709 DT Fusion WeldedbonnicoNo ratings yet
- Steel Screw Spikes: Standard Specification ForDocument3 pagesSteel Screw Spikes: Standard Specification ForVivi VargasNo ratings yet
- D 6768 - 03Document3 pagesD 6768 - 03luis-12No ratings yet
- Astm C 936-2007Document2 pagesAstm C 936-2007Nikolay DrumevNo ratings yet
- Astm D 897 - 01 - RDG5NWDocument3 pagesAstm D 897 - 01 - RDG5NWphaindikaNo ratings yet
- Module 1: Code Basics: Part QW WeldingDocument12 pagesModule 1: Code Basics: Part QW WeldingaliNo ratings yet
- ASTM A842 - Corpo de Prova OmegaDocument4 pagesASTM A842 - Corpo de Prova OmegaFabiano MonteiroNo ratings yet
- MM 88100 E r3 - ISO 17637 ISO 5817 - Algemeen - VTDocument27 pagesMM 88100 E r3 - ISO 17637 ISO 5817 - Algemeen - VTgueridi100% (2)
- BS 709Document17 pagesBS 709vuthuy94No ratings yet
- Astm D3212.380331 1Document3 pagesAstm D3212.380331 1anish_am2005No ratings yet
- Astm A874Document3 pagesAstm A874DendeNo ratings yet
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet
- Sop52 10 005.0 00 001Document12 pagesSop52 10 005.0 00 001Prateek RastogiNo ratings yet
- C1604C1604MDocument5 pagesC1604C1604MJorge Luis Arevalo Lopez100% (1)
- Extension-Recovery and Adhesion of Latex Sealants: Standard Test Method ForDocument3 pagesExtension-Recovery and Adhesion of Latex Sealants: Standard Test Method Formercab15No ratings yet
- ASTM E2700 09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDocument9 pagesASTM E2700 09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDairo Damian MelendezNo ratings yet
- Mil STD 401B PDFDocument36 pagesMil STD 401B PDFtrotelloNo ratings yet
- GMW16215 PDFDocument7 pagesGMW16215 PDFJuanPeriquitanNo ratings yet
- Criterios de Aceptacion y Rechazo Asme ViiiDocument4 pagesCriterios de Aceptacion y Rechazo Asme ViiiGAlberto VillaPerezNo ratings yet
- D 6862 - 03Document5 pagesD 6862 - 03luis-12No ratings yet
- F1044 1479757-1Document5 pagesF1044 1479757-1Thaweekarn ChangthongNo ratings yet
- LAB22 Ed 1Document9 pagesLAB22 Ed 1yasiribrahim85No ratings yet
- Section 1 General Requirements: 1.1 ScopeDocument5 pagesSection 1 General Requirements: 1.1 ScopethanghanvicoNo ratings yet
- D897 617621-1Document3 pagesD897 617621-1Fernando Cardeño LopezNo ratings yet
- D 7003 - 03Document2 pagesD 7003 - 03luis-12No ratings yet
- Flushing ProcedureDocument16 pagesFlushing ProcedureLloyd Wils100% (1)
- Page 25 From API-1104-2016Document1 pagePage 25 From API-1104-2016Riaz AhmadNo ratings yet
- Page 37 From API-1104-2016Document1 pagePage 37 From API-1104-2016Riaz AhmadNo ratings yet
- Page 45 From API-1104-2016Document1 pagePage 45 From API-1104-2016Riaz AhmadNo ratings yet
- Page 43 From API-1104-2016Document1 pagePage 43 From API-1104-2016Riaz AhmadNo ratings yet
- Page 25 From API-1104-2016Document1 pagePage 25 From API-1104-2016Riaz AhmadNo ratings yet
- Page 24 From API-1104-2016Document1 pagePage 24 From API-1104-2016Riaz AhmadNo ratings yet
- Engineering RequirementDocument116 pagesEngineering RequirementSaurabh RaiNo ratings yet
- 3.1.2 Back Weld Repair: NOTE A Company May Act Through An Inspector or Another Authorized RepresentativeDocument1 page3.1.2 Back Weld Repair: NOTE A Company May Act Through An Inspector or Another Authorized RepresentativeRiaz AhmadNo ratings yet
- Formato Sugerido WPS API 1104 PDFDocument1 pageFormato Sugerido WPS API 1104 PDFmiltonangulomorrisNo ratings yet
- ForewordDocument1 pageForewordRiaz AhmadNo ratings yet
- General Terms and Conditions of Business of Cleverbridge GMBH and Cleverbridge, IncDocument14 pagesGeneral Terms and Conditions of Business of Cleverbridge GMBH and Cleverbridge, IncRiaz AhmadNo ratings yet
- Indicators (IQI) Used For Radiology: 3 Terms, Definitions, Acronyms, and AbbreviationsDocument1 pageIndicators (IQI) Used For Radiology: 3 Terms, Definitions, Acronyms, and AbbreviationsRiaz AhmadNo ratings yet
- Saudi Arabian Oil Company: Units of MeasurementDocument1 pageSaudi Arabian Oil Company: Units of MeasurementRiaz AhmadNo ratings yet
- Saudi Arabian Oil CompanyDocument1 pageSaudi Arabian Oil CompanyRiaz AhmadNo ratings yet
- Labor Law: Royal Decree No. M/51 September 27, 2005Document1 pageLabor Law: Royal Decree No. M/51 September 27, 2005Riaz AhmadNo ratings yet
- Saudi Arabian Oil Company: 6.0 Project Scope of WorkDocument1 pageSaudi Arabian Oil Company: 6.0 Project Scope of WorkRiaz AhmadNo ratings yet
- Certified Quality Inspector: Quality Excellence To Enhance Your Career and Boost Your Organization's Bottom LineDocument1 pageCertified Quality Inspector: Quality Excellence To Enhance Your Career and Boost Your Organization's Bottom LineRiaz AhmadNo ratings yet
- Saudi Arabian Oil Company: Units of MeasurementDocument1 pageSaudi Arabian Oil Company: Units of MeasurementRiaz AhmadNo ratings yet
- Examination: 2 Certified Quality InspectorDocument1 pageExamination: 2 Certified Quality InspectorRiaz AhmadNo ratings yet
- II. Metrology (26 Questions) : A. Common Gauges and Measurement Instruments C. Gauge Selection, Handling, and UseDocument1 pageII. Metrology (26 Questions) : A. Common Gauges and Measurement Instruments C. Gauge Selection, Handling, and UseRiaz AhmadNo ratings yet
- 2Document1 page2Riaz AhmadNo ratings yet
- (QualitDocument1 page(QualitRiaz AhmadNo ratings yet
- 4Document1 page4Riaz AhmadNo ratings yet
- 3Document1 page3Riaz AhmadNo ratings yet
- (Quality Management Systems - Requirements), (Quality Management Systems - Eundamenta/s and Vocabu/ilry)Document1 page(Quality Management Systems - Requirements), (Quality Management Systems - Eundamenta/s and Vocabu/ilry)Riaz AhmadNo ratings yet
- Table of Content:: AttachmentsDocument1 pageTable of Content:: AttachmentsRiaz AhmadNo ratings yet
- Saudi Q-Tech LTD CO. General Procedure Radiation Safety Procedures For Radiographic TestingDocument1 pageSaudi Q-Tech LTD CO. General Procedure Radiation Safety Procedures For Radiographic TestingRiaz AhmadNo ratings yet
- Saudi Q-Tech LTD CO. General Procedure Radiation Safety Procedures For Radiographic TestingDocument1 pageSaudi Q-Tech LTD CO. General Procedure Radiation Safety Procedures For Radiographic TestingRiaz AhmadNo ratings yet
- SN Revised Date Doc. No. Rev No. Change Reference Remarks 0 1Document1 pageSN Revised Date Doc. No. Rev No. Change Reference Remarks 0 1Riaz AhmadNo ratings yet
- English Solved SP3Document6 pagesEnglish Solved SP3Prem PatelNo ratings yet
- DIRECTION: Read Each Question Carefully. Encircle The Letter That Corresponds To The Letter of Your AnswerDocument2 pagesDIRECTION: Read Each Question Carefully. Encircle The Letter That Corresponds To The Letter of Your AnswerMea-Ann OscianasNo ratings yet
- Franz Wagner & Sohn GMBH: U-Tube Manometer D 116 FDocument1 pageFranz Wagner & Sohn GMBH: U-Tube Manometer D 116 Fdickliu dickliuNo ratings yet
- 30 Tips For Indesign Users enDocument38 pages30 Tips For Indesign Users enMoo MNo ratings yet
- Email Etiquettes: Click To Add TextDocument25 pagesEmail Etiquettes: Click To Add Textmanveen kaurNo ratings yet
- For 'Best Practices in O&M Safety' PDFDocument153 pagesFor 'Best Practices in O&M Safety' PDFSachinGoyalNo ratings yet
- We Exist As Molecular Structures.: Have You Found Your Path?Document9 pagesWe Exist As Molecular Structures.: Have You Found Your Path?Stephen KingNo ratings yet
- TanDocument8 pagesTanShourya RathodNo ratings yet
- RA-080202 - PROFESSIONAL TEACHER - Secondary (Mathematics) - KORONADAL CITY - 10-2022Document39 pagesRA-080202 - PROFESSIONAL TEACHER - Secondary (Mathematics) - KORONADAL CITY - 10-2022Fretzie CambiadoNo ratings yet
- Updated References PDFDocument8 pagesUpdated References PDFFrancine Dawn MoloNo ratings yet
- New Section: Jeff Is Quite Tall. Karl Is The Same Height As JeffDocument6 pagesNew Section: Jeff Is Quite Tall. Karl Is The Same Height As JeffIbrahim MahmoudNo ratings yet
- h1 Styleclearboth Idcontentsection0the Only Guide To Commercial Fisheries Reviewh1jbfch PDFDocument14 pagesh1 Styleclearboth Idcontentsection0the Only Guide To Commercial Fisheries Reviewh1jbfch PDFgalleymark22No ratings yet
- EKJERP IPPF Document Eng v1.2 250819Document63 pagesEKJERP IPPF Document Eng v1.2 250819ahmad yaniNo ratings yet
- Baylan: Water Meters With M-BusDocument2 pagesBaylan: Water Meters With M-Busamr ibrahimNo ratings yet
- Computed Radiography 1Document38 pagesComputed Radiography 1Charisa Antonette HuelvaNo ratings yet
- Timetable 12 Jan 2022Document54 pagesTimetable 12 Jan 2022abcNo ratings yet
- Soil PHDocument19 pagesSoil PHElly Paul Andres TomasNo ratings yet
- Simulation LAB (CAE) M.Tech I-I Sem Mechanical Engineering Machine DesignDocument24 pagesSimulation LAB (CAE) M.Tech I-I Sem Mechanical Engineering Machine Designjeevan scplNo ratings yet
- Quantitative School of ManagementDocument3 pagesQuantitative School of ManagementVAIBHAV JAIN100% (1)
- Product Data Sheet: Product Description Technical SpecificationDocument1 pageProduct Data Sheet: Product Description Technical SpecificationYASHICA VAITTIANATHANNo ratings yet
- Class-5 Unit-5 (Prose) Shabale (Sabala)Document16 pagesClass-5 Unit-5 (Prose) Shabale (Sabala)GKHPS B HOSAHALLINo ratings yet
- Rosela Rowell, Carlos Rodriguez, Mark Salpeter, Chet Michals, Sarah KiddDocument5 pagesRosela Rowell, Carlos Rodriguez, Mark Salpeter, Chet Michals, Sarah KiddRosela De Jesus RowellNo ratings yet
- (J. García-Prada) Methodology To Characterize The Von Misses Stress in The Contact Between Wheel and Rail (Test-Rig)Document5 pages(J. García-Prada) Methodology To Characterize The Von Misses Stress in The Contact Between Wheel and Rail (Test-Rig)luigi12244No ratings yet
- Natal Chart ReportDocument22 pagesNatal Chart ReportIngridNo ratings yet
- Filtergehà Use - Beutel Und - Kerzen - enDocument5 pagesFiltergehà Use - Beutel Und - Kerzen - ennabila OktavianiNo ratings yet
- Radiation Protection in Dental RadiologyDocument52 pagesRadiation Protection in Dental Radiologyivan dario ardila martinezNo ratings yet
- Geography Worksheet 1 Rural SettlementsDocument14 pagesGeography Worksheet 1 Rural SettlementsLelethuNo ratings yet
- Introduction in Linguistic HANDOUTSDocument6 pagesIntroduction in Linguistic HANDOUTSRica Mae CastroNo ratings yet
- FS 2 - Learning Episode 4-7Document3 pagesFS 2 - Learning Episode 4-7dave puertollanoNo ratings yet
- LEPTOSPIRADocument31 pagesLEPTOSPIRADinar NastitiNo ratings yet