You might also like
- Electromechanical Work at 132kv SiteDocument14 pagesElectromechanical Work at 132kv SitePius Odaba100% (1)
- Method Statement - SCSDocument9 pagesMethod Statement - SCSYazan ZahalqaNo ratings yet
- Mos For Electrical Work Ad PolyDocument3 pagesMos For Electrical Work Ad PolyCamlock0% (1)
- MS Works (Pekan)Document31 pagesMS Works (Pekan)Hafizul TarmiziNo ratings yet
- Report of The Inspection Carried Out On Construction of byDocument4 pagesReport of The Inspection Carried Out On Construction of byaloysius akpanNo ratings yet
- VA2-DD09-P0ZEN-140004 Method Statement For Cable Tray System - Rev ADocument26 pagesVA2-DD09-P0ZEN-140004 Method Statement For Cable Tray System - Rev AHau Nguyen VanNo ratings yet
- 04 4 Ts - Vol Ii - , Sec IV, Pre CommDocument19 pages04 4 Ts - Vol Ii - , Sec IV, Pre CommwakeamiNo ratings yet
- Method Statement: Project: Between 9040 & 9013 Contract Number 4400012358Document14 pagesMethod Statement: Project: Between 9040 & 9013 Contract Number 4400012358Qiddiya AlHaiderNo ratings yet
- Final SOW-HVOF Coating On Boiler ChannelDocument29 pagesFinal SOW-HVOF Coating On Boiler ChannelCorrosion FactoryNo ratings yet
- Maintenance of Overhead Transmission LinesDocument23 pagesMaintenance of Overhead Transmission LinesWilmark R. Cahilig75% (4)
- MS-E-02 Installation of Electrical Manhole & Underground PipeDocument8 pagesMS-E-02 Installation of Electrical Manhole & Underground PipeTan Chek YauNo ratings yet
- Productivity Improvement in Construction of Onshore Oil & Gas Pipeline Tie in Joints ExecutionDocument6 pagesProductivity Improvement in Construction of Onshore Oil & Gas Pipeline Tie in Joints ExecutionOPAZOSCNo ratings yet
- BBT MethodDocument133 pagesBBT MethodSufiyan KhedekarNo ratings yet
- InterviewDocument22 pagesInterviewsivacwi100% (1)
- Pipelines Construction ManagementDocument99 pagesPipelines Construction ManagementdhasdjNo ratings yet
- Volume - Iv: Madhya Pradesh Power Transmission Co. LTDDocument36 pagesVolume - Iv: Madhya Pradesh Power Transmission Co. LTDRamphani NunnaNo ratings yet
- Method Statement For FO Cable PullingDocument3 pagesMethod Statement For FO Cable Pullingnice hossainNo ratings yet
- Erection of DPC Clinker Silo Extraction-2Document7 pagesErection of DPC Clinker Silo Extraction-2RajuNo ratings yet
- Pipeline Construction Procedure-1Document10 pagesPipeline Construction Procedure-1ABC Any Body Can Relax100% (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- 05 Pipeline Modification Without ShutdownDocument17 pages05 Pipeline Modification Without ShutdownPradhipta86No ratings yet
- Construction of PipelineDocument44 pagesConstruction of PipelinePraveen Kumar100% (1)
- Henikwon S Line Al Cu BBT CatalogueDocument93 pagesHenikwon S Line Al Cu BBT CatalogueArunava BasakNo ratings yet
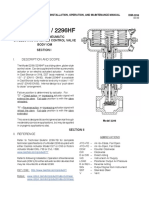
- 2296 IomDocument16 pages2296 IomKirill HrushkovNo ratings yet
- DC Cable LayingDocument8 pagesDC Cable LayingAhamed UmarNo ratings yet
- Compro DauDocument98 pagesCompro DauIsmail KarmanaNo ratings yet
- PTS-For-Industry AerocomDocument8 pagesPTS-For-Industry AerocomVano WardhanaNo ratings yet
- Downwhole Deployment Valve Specification - (CNPC) Option1Document13 pagesDownwhole Deployment Valve Specification - (CNPC) Option1RobertNo ratings yet
- Vantagens Salas Elétricas ModularesDocument7 pagesVantagens Salas Elétricas ModularesmendesassisNo ratings yet
- Stringing Method StatementDocument18 pagesStringing Method StatementAbhish Raj75% (4)
- MS Cable Tray and Conduit InstallationDocument13 pagesMS Cable Tray and Conduit InstallationJaafar LagayanNo ratings yet
- Pneumatic Sand Filtering MachineDocument25 pagesPneumatic Sand Filtering MachineAMEY GHADIGAONKAR194014No ratings yet
- Whisper Cube Cubicle Track - Specifications Ipc.501 Rev10Document2 pagesWhisper Cube Cubicle Track - Specifications Ipc.501 Rev10sr2011glassNo ratings yet
- TCSP12207R1 - Installation of Conductor and Ground WireDocument37 pagesTCSP12207R1 - Installation of Conductor and Ground WireAamir ChaudharyNo ratings yet
- CEM PT HandbookDocument44 pagesCEM PT Handbook翹翹九九100% (2)
- Power Point ConveyorDocument16 pagesPower Point ConveyorJaytitusprabhu PrabhuNo ratings yet
- TS For Pipe-Duct DismantlingDocument10 pagesTS For Pipe-Duct DismantlingAmitava SilNo ratings yet
- IEC 309 HP Mobile Plugs and Mobile or Flush-Mounting Socket-OutletsDocument2 pagesIEC 309 HP Mobile Plugs and Mobile or Flush-Mounting Socket-OutletsEman AdhamNo ratings yet
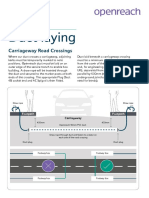
- Quick Guide Duct Laying V2 WebDocument3 pagesQuick Guide Duct Laying V2 WebGordon McDowallNo ratings yet
- CV-0013-002 - Method Statement For Soil Improvement WorkDocument14 pagesCV-0013-002 - Method Statement For Soil Improvement Work한상호No ratings yet
- QJ148-Method Statement - ELE-003Document9 pagesQJ148-Method Statement - ELE-003jafar mohdNo ratings yet
- Tie in Wet LiftDocument7 pagesTie in Wet LiftribbyNo ratings yet
- Field InstallableDocument27 pagesField InstallableGrishworld ShanNo ratings yet
- 012 Piling WorkDocument17 pages012 Piling WorkFara Atika Bha Ney100% (3)
- OCC-206-3 Installation-Conduit Guidelines Rev A-1Document6 pagesOCC-206-3 Installation-Conduit Guidelines Rev A-1SAMNo ratings yet
- MOS - VAV Work ProcedureDocument13 pagesMOS - VAV Work ProcedureRanjith KumarNo ratings yet
- Testing & Commissioning of Telephone Data SystemDocument1 pageTesting & Commissioning of Telephone Data Systemhaytham65No ratings yet
- Well Intervention Operation FlyerDocument21 pagesWell Intervention Operation Flyerfakhrurrozi arbianNo ratings yet
- Procedure PipelineDocument99 pagesProcedure PipelineBelema Thomson100% (9)
- 02-10 Scope ADocument6 pages02-10 Scope ASalman FaisalNo ratings yet
- UG IV 3 Concrete Encased Duct Bank PDFDocument8 pagesUG IV 3 Concrete Encased Duct Bank PDFpmpeieNo ratings yet
- Product Range:: NEPROPLAST COD Is Available From Diameter 90 MM To Diameter 160 MM in Coils and BarsDocument15 pagesProduct Range:: NEPROPLAST COD Is Available From Diameter 90 MM To Diameter 160 MM in Coils and Barsمحمد مصرىNo ratings yet
- Viadux Schedule 80 Product GuideDocument52 pagesViadux Schedule 80 Product GuidedfdfdNo ratings yet
- CEM PT HandbookDocument44 pagesCEM PT HandbookThomas OrNo ratings yet
- METHOD STATEMENT Conduits For Power OutletsDocument12 pagesMETHOD STATEMENT Conduits For Power OutletsVenkatKakarlaNo ratings yet
- Method Statement Pipe Handling and AssemblyDocument6 pagesMethod Statement Pipe Handling and AssemblyDanny NguNo ratings yet
- General Installation Guidelines: 1.0 Barrier FoundationDocument9 pagesGeneral Installation Guidelines: 1.0 Barrier FoundationMaruskLuluNo ratings yet
- Wavin QuickStream Specification Oct 14Document6 pagesWavin QuickStream Specification Oct 14Syahrisal SaputraNo ratings yet
- Method Statement - Installation of Conduits & Fitting - Rev 1Document16 pagesMethod Statement - Installation of Conduits & Fitting - Rev 1Muhammad IrfanNo ratings yet
- IADC/SPE 59209 A New Selective Lateral Re-Entry SystemDocument6 pagesIADC/SPE 59209 A New Selective Lateral Re-Entry SystemJorge FernandoNo ratings yet
- Forex SyllabusDocument8 pagesForex SyllabusSARAVANAN ARUMUGAMNo ratings yet
- CCA Online 70073077 2023Document3 pagesCCA Online 70073077 2023SARAVANAN ARUMUGAMNo ratings yet
- PCDocument2 pagesPCSARAVANAN ARUMUGAMNo ratings yet
- Level 02Document1 pageLevel 02SARAVANAN ARUMUGAMNo ratings yet
- Guna Resume PPDocument2 pagesGuna Resume PPSARAVANAN ARUMUGAMNo ratings yet
- SivakumarrDocument1 pageSivakumarrkarthi karthikeyanNo ratings yet
- Acknowledgementslip S1315737081000 PDFDocument1 pageAcknowledgementslip S1315737081000 PDFsdurvasulaNo ratings yet
- EJN-00625 Installation of Manual Pull Valves in Deluge Systems For SOLPEDocument4 pagesEJN-00625 Installation of Manual Pull Valves in Deluge Systems For SOLPESARAVANAN ARUMUGAMNo ratings yet
- Machine ElememtsDocument198 pagesMachine ElememtsSARAVANAN ARUMUGAMNo ratings yet
- 1.technical Analysis 2.0Document14 pages1.technical Analysis 2.0trisha chandrooNo ratings yet
- EJN-0B207 Installation of Filteration System Downstream P-x515Document6 pagesEJN-0B207 Installation of Filteration System Downstream P-x515SARAVANAN ARUMUGAMNo ratings yet
- EJN764-NEW Ejn764-New Hazardous Waste Area: Bidding A Bidding and Contract AwardDocument4 pagesEJN764-NEW Ejn764-New Hazardous Waste Area: Bidding A Bidding and Contract AwardSARAVANAN ARUMUGAMNo ratings yet
- New H New Hazardous Waste Area For Amines PlantDocument2 pagesNew H New Hazardous Waste Area For Amines PlantSARAVANAN ARUMUGAMNo ratings yet
- SMPS FundamentalsDocument53 pagesSMPS FundamentalsRahul Gupta100% (2)
- Introduction To Operations Research 11E Ise 11Th Ise Edition Frederick S Hillier Full ChapterDocument67 pagesIntroduction To Operations Research 11E Ise 11Th Ise Edition Frederick S Hillier Full Chapterrobin.mccomb793No ratings yet
- Reptilian Astral WarsDocument4 pagesReptilian Astral WarsAlienraces1No ratings yet
- Program - 1:: Lab - Data Structure Using CDocument50 pagesProgram - 1:: Lab - Data Structure Using Ceshmnash9298No ratings yet
- Evaluation Exam 1 Math Algebra and Trigonometry SET ADocument2 pagesEvaluation Exam 1 Math Algebra and Trigonometry SET AEngr. HLDCNo ratings yet
- Job Evaluation & Grading - PPT Hrm2Document9 pagesJob Evaluation & Grading - PPT Hrm2Monica ReyesNo ratings yet
- Industrial Machines IiDocument26 pagesIndustrial Machines IiIsaac KimaruNo ratings yet
- PCR TechniqueDocument28 pagesPCR TechniqueSagar Das ChoudhuryNo ratings yet
- The Singapore Success StoryDocument14 pagesThe Singapore Success StoryMaria SchiporNo ratings yet
- Remote Sensing GeologyDocument438 pagesRemote Sensing GeologyStalin Bryan100% (2)
- GAP Guidelines: Management Programs (Overview)Document27 pagesGAP Guidelines: Management Programs (Overview)LleiLlei100% (1)
- Filipino ThinkingDocument2 pagesFilipino ThinkingRheyven JuanNo ratings yet
- FC9170 02Document14 pagesFC9170 02ВладимирNo ratings yet
- Application Letter: Jl. Kayu Aya No. 10 A, Kerobokan, Kuta Utara, Badung, BaliDocument3 pagesApplication Letter: Jl. Kayu Aya No. 10 A, Kerobokan, Kuta Utara, Badung, BaliIRMA DAMAYANTINo ratings yet
- S1-1054/2 10kV Digital Insulation Tester: User ManualDocument24 pagesS1-1054/2 10kV Digital Insulation Tester: User ManualHoracio BobedaNo ratings yet
- Heat Transfer EquipmentDocument28 pagesHeat Transfer Equipmentdeepak.dce.meNo ratings yet
- Product Manual 26205 (Revision B) : IC-100 CD Ignition SystemDocument60 pagesProduct Manual 26205 (Revision B) : IC-100 CD Ignition SystemSyed Mohammad NaveedNo ratings yet
- Stsgroup 1Document13 pagesStsgroup 1Wenalyn Grace Abella LlavanNo ratings yet
- Course Policy Che 406 S2020Document2 pagesCourse Policy Che 406 S2020Ahmad IjazNo ratings yet
- CBSE Class 11 History Syllabus 2021-22Document12 pagesCBSE Class 11 History Syllabus 2021-22Muskan TiwariNo ratings yet
- Max-E2/841™ Family Nema Premium Efficiency: Type Aehh8B, Aehh8Bcf, Aeuh8BdcDocument1 pageMax-E2/841™ Family Nema Premium Efficiency: Type Aehh8B, Aehh8Bcf, Aeuh8BdcAnibal QuezadaNo ratings yet
- PokeDex ChecklistDocument7 pagesPokeDex ChecklistJosh StrıkeNo ratings yet
- Ethics 5Document3 pagesEthics 5MANINGO, EDRIAN JAY M.No ratings yet
- A330 RR Trent 700 Technical Training Manual General Familiarization Course - T4 General Level 1Document68 pagesA330 RR Trent 700 Technical Training Manual General Familiarization Course - T4 General Level 1Owen100% (2)
- ISB 11 Information Systems For Business - FinalDocument8 pagesISB 11 Information Systems For Business - FinalOfelia RagpaNo ratings yet
- Artificial IntelligenceDocument6 pagesArtificial IntelligencesaraNo ratings yet
- Ex If Tool GuiDocument2 pagesEx If Tool Guipnb55No ratings yet
- Rubber Examination Gloves: Standard Specification ForDocument5 pagesRubber Examination Gloves: Standard Specification ForNguyễn Bảo TrâmNo ratings yet
- Getachew Final EditedDocument76 pagesGetachew Final EditedDesalegn DgaNo ratings yet
- Comparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Document9 pagesComparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Rommel Angeles PeronaNo ratings yet