You might also like
- 1.1.1 Company Profile: Figure 1:department List TreeDocument75 pages1.1.1 Company Profile: Figure 1:department List TreeHisham MostafaNo ratings yet
- 4 - Column DesignDocument10 pages4 - Column Designlarry0lao0iiiNo ratings yet
- Calculation Sheet Gantry Tower Gi 150kv Ambalut Extension - Rev1.0Document191 pagesCalculation Sheet Gantry Tower Gi 150kv Ambalut Extension - Rev1.0Iman RahmatullahNo ratings yet
- Analysis of Copper Vs Aluminum Winding MotorsDocument6 pagesAnalysis of Copper Vs Aluminum Winding MotorsSwapnil DesaiNo ratings yet
- Digsilent Powerfactory: Technical Reference DocumentationDocument23 pagesDigsilent Powerfactory: Technical Reference DocumentationDong BachNo ratings yet
- Jis e 2101-1990Document7 pagesJis e 2101-1990F.S.No ratings yet
- Calculation of Breaking Load of EC Grade Aluminium Wire As Per International StandardDocument4 pagesCalculation of Breaking Load of EC Grade Aluminium Wire As Per International StandardssNo ratings yet
- Steelwork Design Chapter 2 - Steelwork Connections HKCodeDocument49 pagesSteelwork Design Chapter 2 - Steelwork Connections HKCodeMa Man KinNo ratings yet
- Manufacture_of_a_Home-Made_Spot_Welding_Machine_frDocument4 pagesManufacture_of_a_Home-Made_Spot_Welding_Machine_frkimtuan835958549964No ratings yet
- Reinforced Concrete Continuous Beam Analysis and Design (CSA A23.3-14)Document44 pagesReinforced Concrete Continuous Beam Analysis and Design (CSA A23.3-14)Kriselle Jane Ang-angan GaerlanNo ratings yet
- Manual Diseno Antena YaguiDocument9 pagesManual Diseno Antena YaguiJorgeNo ratings yet
- Application Manual Chapter 2 - Pattern Equipment GeneralDocument32 pagesApplication Manual Chapter 2 - Pattern Equipment GeneralVishal MaliNo ratings yet
- LIMIT STATE DESIGNDocument9 pagesLIMIT STATE DESIGNDiya lizbeth joseNo ratings yet
- 05 - AssemblyDocument9 pages05 - Assemblyyohannes GelanNo ratings yet
- Campanella Tese LaserDocument52 pagesCampanella Tese LaserEdNo ratings yet
- Machine DesignDocument82 pagesMachine Designlearning never endsNo ratings yet
- Es 1S71 1K251 Ac+2002 12Document12 pagesEs 1S71 1K251 Ac+2002 12Popescu AlinNo ratings yet
- Compact and Low-Loss MMI Coupler with 0.06 dB Excess LossDocument7 pagesCompact and Low-Loss MMI Coupler with 0.06 dB Excess LossSudhakar SpartanNo ratings yet
- TechRef CableSystemDocument25 pagesTechRef CableSystemROYNo ratings yet
- Paper727 32Document6 pagesPaper727 32Azeb TeklemariamNo ratings yet
- Design Techniques For Emc 1999 Part 2 Cables and ConnectorsDocument17 pagesDesign Techniques For Emc 1999 Part 2 Cables and ConnectorsMichelle geovanni Reyes lopezNo ratings yet
- Bridge ReportDocument33 pagesBridge Reportmsiddiq1No ratings yet
- Electrical Cable Anatomy & MeasurementsDocument5 pagesElectrical Cable Anatomy & MeasurementsHermain Fayyaz KarimNo ratings yet
- Lab Session 2 Power Cable: ObjectiveDocument5 pagesLab Session 2 Power Cable: ObjectiveHermain Fayyaz KarimNo ratings yet
- Electrical Cable Anatomy & MeasurementsDocument5 pagesElectrical Cable Anatomy & MeasurementsHermain Fayyaz KarimNo ratings yet
- BOQ GenDocument29 pagesBOQ GenEr Shahim RaeenNo ratings yet
- 05 July 2013Document8 pages05 July 2013IJBSTRNo ratings yet
- Proposal-Staff AccommondationDocument27 pagesProposal-Staff AccommondationsullamsNo ratings yet
- Paul 2012Document5 pagesPaul 2012Ricardo QueirogaNo ratings yet
- Engien Stand PDFDocument53 pagesEngien Stand PDFFedasa CherinetNo ratings yet
- AAAC ConductorsDocument14 pagesAAAC ConductorsDipanku GoswamiNo ratings yet
- JNC Cables PDFDocument30 pagesJNC Cables PDFVasudev AgrawalNo ratings yet
- Calculation Sheet Rev01Document36 pagesCalculation Sheet Rev01Ashraf MahmoodNo ratings yet
- Design of Metal Spinning Parameters For General Lathe: Amol Jadhav, DR - Sharad ChaudhariDocument7 pagesDesign of Metal Spinning Parameters For General Lathe: Amol Jadhav, DR - Sharad ChaudhariMhmdÁbdóNo ratings yet
- AMCRPS - AS 500 Design & Execution ManualDocument64 pagesAMCRPS - AS 500 Design & Execution Manualphilou6259No ratings yet
- HVTCA CW 2223A HandoutDocument6 pagesHVTCA CW 2223A HandoutTumuhimbise MosesNo ratings yet
- Final Exam Key answerDocument6 pagesFinal Exam Key answergirma worku100% (1)
- Technical Note On Analysis of Support Structure - V2.1Document18 pagesTechnical Note On Analysis of Support Structure - V2.1unnicyriacNo ratings yet
- Create a carbon fiber rod using DIY filament windingDocument24 pagesCreate a carbon fiber rod using DIY filament windingTerminal VelocityNo ratings yet
- TPG Acsr As 450Document1 pageTPG Acsr As 450donlot onliNo ratings yet
- Cable Parts and MeasurementsDocument5 pagesCable Parts and MeasurementsMuhammad HamzaNo ratings yet
- Debre Birhan University: Institute of TechnologyDocument49 pagesDebre Birhan University: Institute of TechnologyTesfaye MekonnenNo ratings yet
- Data Teknis Hive Honeycomb KoreaDocument70 pagesData Teknis Hive Honeycomb KoreailhamhanafyNo ratings yet
- General Information: 2.1. ConcreteDocument3 pagesGeneral Information: 2.1. ConcreteGeloNo ratings yet
- RAILCORP - Telecommunications - Outdoor - Cabling - StandardDocument18 pagesRAILCORP - Telecommunications - Outdoor - Cabling - StandardScooby DooNo ratings yet
- TALAT Lecture 2712: Design Example in FatigueDocument14 pagesTALAT Lecture 2712: Design Example in FatigueCORE MaterialsNo ratings yet
- Design of a Bushed Pin CouplingDocument37 pagesDesign of a Bushed Pin CouplingBirhanu AsfawNo ratings yet
- Spcolumn V6.00 Computer Program For The Strength Design of Reinforced Concrete Sections All Rights ReservedDocument5 pagesSpcolumn V6.00 Computer Program For The Strength Design of Reinforced Concrete Sections All Rights ReservedKhandaker Khairul AlamNo ratings yet
- Design and Fabrication of Metal Spinning ComponentsDocument6 pagesDesign and Fabrication of Metal Spinning ComponentsAnonymous VRspXsmNo ratings yet
- Electrical Networks SpecificationDocument7 pagesElectrical Networks SpecificationCK TangNo ratings yet
- A New Approach - MuslimMahardikaDocument15 pagesA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- Unit 1 Principles of Electrical Machine DesignDocument8 pagesUnit 1 Principles of Electrical Machine Designbenh-aldj100% (1)
- ObjectiveDocument12 pagesObjectivemasuma lovelyNo ratings yet
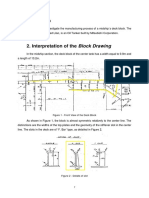
- Figure 1 - Front View of The Deck BlockDocument17 pagesFigure 1 - Front View of The Deck BlockAna Paula BittencourtNo ratings yet
- Content: Detail Design Report of Residential BuildingDocument15 pagesContent: Detail Design Report of Residential BuildingSudip Shrestha100% (1)
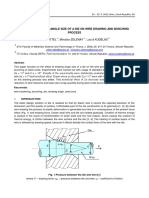
- Effect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessDocument6 pagesEffect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessRaghavendra BetakerurNo ratings yet
- The Ovality Problem in Cement Kilns Montadher A. Muhammed (A Numerical and Experimental Study)Document28 pagesThe Ovality Problem in Cement Kilns Montadher A. Muhammed (A Numerical and Experimental Study)Furqan ShabbirNo ratings yet
- Heavy Assembly ShopDocument8 pagesHeavy Assembly ShoprampdwnNo ratings yet
- Report On StudyDocument14 pagesReport On StudyrithiNo ratings yet
- Conveyor SelectionDocument14 pagesConveyor SelectionDr_M_Soliman100% (2)
- AWEX e PDFDocument4 pagesAWEX e PDFsureshllsNo ratings yet
- Marsh UnicornDocument32 pagesMarsh UnicornNova BangunNo ratings yet
- ABB Distribution Transformer HandbookDocument92 pagesABB Distribution Transformer Handbookanon_532189789No ratings yet
- Nitric Acid PlantsDocument6 pagesNitric Acid Plantsabekat13No ratings yet
- Pipe Support CobalchDocument15 pagesPipe Support Cobalch364290No ratings yet
- (ICAMT 2015) ProgramDocument11 pages(ICAMT 2015) ProgramUki Alfa RomeoNo ratings yet
- Chapter 18Document4 pagesChapter 18Marco LuigiNo ratings yet
- Guia 1Document62 pagesGuia 1Jorge Luis Rafaele CondeNo ratings yet
- Discotom 60 65 Brochure enDocument4 pagesDiscotom 60 65 Brochure endeviresNo ratings yet
- Article Siemens - Vacuum Vs SF6 TechTopics No. 03Document2 pagesArticle Siemens - Vacuum Vs SF6 TechTopics No. 03dennyyusufNo ratings yet
- 3 8049usaDocument9 pages3 8049usaAsep Dian PermanaNo ratings yet
- 4b18 PDFDocument5 pages4b18 PDFAnonymous lN5DHnehwNo ratings yet
- Comm Off - Repairs and Painting To Pump House and Back Side ToiletsDocument32 pagesComm Off - Repairs and Painting To Pump House and Back Side ToiletsthesmileynoobNo ratings yet
- Engineering Chemistry 2Document12 pagesEngineering Chemistry 2Anirudhan GuruNo ratings yet
- 02 - WORLDBRIDGE - Aluminum Dome RoofDocument50 pages02 - WORLDBRIDGE - Aluminum Dome RoofALONSO GOMEZNo ratings yet
- Subgrade and Pavement MaterialsDocument30 pagesSubgrade and Pavement MaterialshimathkumarNo ratings yet
- PN427448-04 Sec 4Document14 pagesPN427448-04 Sec 4newnse2008No ratings yet
- 2010 HSC Exam ChemistryDocument38 pages2010 HSC Exam ChemistryFiras AhmadNo ratings yet
- Acids and Bases: Properties, Examples and UsesDocument16 pagesAcids and Bases: Properties, Examples and UsesAbc Abc100% (1)
- Peracetic Acid SDSDocument3 pagesPeracetic Acid SDSEsteban MurilloNo ratings yet
- 01 Factsheet TT TESTEX EN V02Document3 pages01 Factsheet TT TESTEX EN V02Fathi MustafaNo ratings yet
- Module 06. Materials and HardwareDocument277 pagesModule 06. Materials and HardwarePart-66 Free86% (21)
- Boiler Coagulant (PDS)Document2 pagesBoiler Coagulant (PDS)Bill MitzNo ratings yet
- Non-Asbestos Gasket: Catalogue No. Zy03Document24 pagesNon-Asbestos Gasket: Catalogue No. Zy03Wh NgNo ratings yet
- 高強度鋁合金擠型材之研究Document119 pages高強度鋁合金擠型材之研究Chin-Min YangNo ratings yet
- Design and Development of 3-Way Dropping DumperDocument7 pagesDesign and Development of 3-Way Dropping Dumpersuraj dhulannavarNo ratings yet
- HVAC Acronyms: A Lot of HVAC Units On A Mall in Cranbrook, BC. These Units Require A Lot of Electricity!Document10 pagesHVAC Acronyms: A Lot of HVAC Units On A Mall in Cranbrook, BC. These Units Require A Lot of Electricity!Mirza MesanovicNo ratings yet