You might also like
- Technical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionFrom EverandTechnical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionNo ratings yet
- Rangetop Burner ResultsDocument4 pagesRangetop Burner Resultskov709324No ratings yet
- Home Assignment 1Document2 pagesHome Assignment 1TÂM MAINo ratings yet
- Profile of the International Pump Industry: Market Prospects to 2010From EverandProfile of the International Pump Industry: Market Prospects to 2010Rating: 1 out of 5 stars1/5 (1)
- Renta VariableDocument1,233 pagesRenta VariableAndreas OjedaNo ratings yet
- Soal MultivariatDocument6 pagesSoal MultivariatHana Sekar Ayu EpNo ratings yet
- SolutionsDocument8 pagesSolutionsSaul Led OthaimNo ratings yet
- TALLER 6 ProbabilidadDocument16 pagesTALLER 6 ProbabilidadNoemy RomeroNo ratings yet
- Workshop Data For OYBDocument17 pagesWorkshop Data For OYBEugin FranciscoNo ratings yet
- Uj 36883+SOURCE1+SOURCE1.1Document6 pagesUj 36883+SOURCE1+SOURCE1.1Yusuf MahdiNo ratings yet
- Waktu Trading Saldo Modal Profit 10% Total SaldoDocument4 pagesWaktu Trading Saldo Modal Profit 10% Total Saldoarif rohmanNo ratings yet
- 2G Degraded Cells 14 September 2020 PHCDocument72 pages2G Degraded Cells 14 September 2020 PHCMark EmakhuNo ratings yet
- QC Assignment 1Document4 pagesQC Assignment 1mahmoudelsayad01013No ratings yet
- Book 3Document7 pagesBook 3shilpa guptaNo ratings yet
- KeepaExport 2022 10 26 ProductFinderDocument59 pagesKeepaExport 2022 10 26 ProductFindersufyan ashfaqNo ratings yet
- Electrical 15 889 190 1094 Generator 6 69 75 Mechanical 15 1054 1069Document3 pagesElectrical 15 889 190 1094 Generator 6 69 75 Mechanical 15 1054 1069HMNoorHaqOpuNo ratings yet
- Autos Buses Camiones: Chart TitleDocument7 pagesAutos Buses Camiones: Chart TitleLuis CarlosNo ratings yet
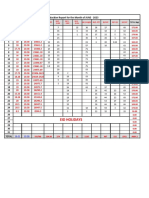
- PROD & YIED JUNE-2023 - For PrintDocument5 pagesPROD & YIED JUNE-2023 - For PrintTanzeelNo ratings yet
- 15-04-2021 - Januar Irsyad 186100056Document7 pages15-04-2021 - Januar Irsyad 186100056triyunarti wiwinNo ratings yet
- Quality Engineering - Tut. Sheet 3 2020Document3 pagesQuality Engineering - Tut. Sheet 3 2020Automax MNNITNo ratings yet
- Aug Sachdeva Report 3Document4 pagesAug Sachdeva Report 3Vardaan SachdevaNo ratings yet
- Gantt-Chart - L - Summderdale2-3Document1 pageGantt-Chart - L - Summderdale2-3elaine sNo ratings yet
- Batch Timing Sheet 2020Document22 pagesBatch Timing Sheet 2020Shahbaz AhmedNo ratings yet
- ForecastingDocument15 pagesForecastingANUP DEVKOTANo ratings yet
- Graph LabDocument15 pagesGraph LabShahrun NaharNo ratings yet
- Trac59motor 110621Document1 pageTrac59motor 110621Percy Ccalla sefrNo ratings yet
- Management Science AssignmentDocument4 pagesManagement Science AssignmentswapnadipNo ratings yet
- Laboratory Venturi, Group 6C.: N N 1 (MM)Document4 pagesLaboratory Venturi, Group 6C.: N N 1 (MM)jhonfqy24No ratings yet
- HuongThom IDP20-03 Midterm TestDocument5 pagesHuongThom IDP20-03 Midterm TestHƯƠNG THƠM NguyenNo ratings yet
- Export FKLIM 2022 05 01 2022 06 01Document8 pagesExport FKLIM 2022 05 01 2022 06 01Bmkg KrayanNo ratings yet
- In A Company That Is Dedicated To Processing and Packaging ArenasDocument6 pagesIn A Company That Is Dedicated To Processing and Packaging ArenasScribdTranslationsNo ratings yet
- CL 333 Chemical Engineering Lab-2 (2019) Experiment Number TitleDocument28 pagesCL 333 Chemical Engineering Lab-2 (2019) Experiment Number TitleAkshat PunekarNo ratings yet
- Topic 5 DQ 1Document7 pagesTopic 5 DQ 1James BavingNo ratings yet
- Assign6 Paired T TestDocument2 pagesAssign6 Paired T TestNilu Dz SilvaNo ratings yet
- Analisis Vehicular CalculosDocument10 pagesAnalisis Vehicular CalculosClaudia CervantesNo ratings yet
- Gantt-Chart - L - Summderdale2-1Document1 pageGantt-Chart - L - Summderdale2-1elaine sNo ratings yet
- Module 3 RCD Data Toedoe Sept 4 2020Document11 pagesModule 3 RCD Data Toedoe Sept 4 2020RocisneRocisneNo ratings yet
- My Excel Book ContinuedsDocument7 pagesMy Excel Book ContinuedsManpreet kaur SalujaNo ratings yet
- 08 Quiz 1Document4 pages08 Quiz 1Jr YansonNo ratings yet
- Baird 10Document8 pagesBaird 10api-403364298No ratings yet
- Excel CalculationDocument21 pagesExcel CalculationBint OsmanNo ratings yet
- Surname Act1Document11 pagesSurname Act1Mina MyoiNo ratings yet
- Analisa Hidrologi-1Document35 pagesAnalisa Hidrologi-1Muhammad FharabiNo ratings yet
- Mid Exam Solution by EsayasDocument20 pagesMid Exam Solution by EsayasChanako DaneNo ratings yet
- P 902 CIGWELD (January 6, 2020)Document3 pagesP 902 CIGWELD (January 6, 2020)wijiestNo ratings yet
- Stapro ExelDocument4 pagesStapro ExellesmanandaNo ratings yet
- Gantt Chart and Cashflow Sistona VellarimoDocument5 pagesGantt Chart and Cashflow Sistona VellarimoKirby LabadanNo ratings yet
- Tugas Pertemuan 13Document4 pagesTugas Pertemuan 13Septhy Hasma WulandariNo ratings yet
- PDFDocument1 pagePDFluis fernando romero zabaletaNo ratings yet
- Regression Statistics: Summary OutputDocument14 pagesRegression Statistics: Summary OutputIonut NicodimNo ratings yet
- Lineal Polinomica 2°gradoDocument4 pagesLineal Polinomica 2°gradoCristhiams AlarconNo ratings yet
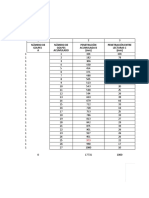
- Número de Golpes A Número de Golpes Acumulado Penetración Acumulada B (MM) Penetración Entre Lecturas C (MM)Document10 pagesNúmero de Golpes A Número de Golpes Acumulado Penetración Acumulada B (MM) Penetración Entre Lecturas C (MM)Melissa GarzonNo ratings yet
- Abdullah Aldawsari Production 200 Cost 5.4 Markup 75% Mark Up 4.05 Selling Price 9.45Document29 pagesAbdullah Aldawsari Production 200 Cost 5.4 Markup 75% Mark Up 4.05 Selling Price 9.45IbrahimNo ratings yet
- Tsilc: With YourDocument3 pagesTsilc: With YourSanthosh SathyawadaNo ratings yet
- List Stripping of Existing CoatingDocument1 pageList Stripping of Existing CoatingPaulino sitoeNo ratings yet
- List Stripping of Existing CoatingDocument1 pageList Stripping of Existing CoatingPaulino sitoeNo ratings yet
- CableGland ChartDocument1 pageCableGland ChartCharles BuiNo ratings yet
- Theory of Production & Cost: Economic and Management SciencesDocument69 pagesTheory of Production & Cost: Economic and Management SciencesASISIPONo ratings yet
- R Lab ManualDocument31 pagesR Lab ManualARIFULLA SHAIKNo ratings yet
- QC - هاشمDocument29 pagesQC - هاشمHeba TallahNo ratings yet
- QC - هاشمDocument29 pagesQC - هاشمHeba TallahNo ratings yet
- QC - لاناDocument13 pagesQC - لاناHeba TallahNo ratings yet
- QC - لاناDocument13 pagesQC - لاناHeba TallahNo ratings yet
- CompanylastlastDocument65 pagesCompanylastlastHeba TallahNo ratings yet
- Chapter 6 Momentum & Collisions Nice Check ItDocument67 pagesChapter 6 Momentum & Collisions Nice Check Itvenkateshyadav2116100% (1)
- PWTLecture8 (SedimentationII)Document55 pagesPWTLecture8 (SedimentationII)JojoNo ratings yet
- Steel Design To Eurocode 3 University of Sheffield Structural Engineering MastersDocument55 pagesSteel Design To Eurocode 3 University of Sheffield Structural Engineering MastersephremNo ratings yet
- Engineering Mechanics: Statics of Deformable BodiesDocument22 pagesEngineering Mechanics: Statics of Deformable BodiesRydelle GuevarraNo ratings yet
- Engg100 Project 08 HDocument13 pagesEngg100 Project 08 HSean Kurian George100% (1)
- Chemistry LabDocument8 pagesChemistry LabUjjWal MahAjanNo ratings yet
- Mole Calculations Part 2 EdexcelDocument4 pagesMole Calculations Part 2 EdexcelKevin The Chemistry TutorNo ratings yet
- WT46S515BYDocument1 pageWT46S515BYtadesse_woudnehNo ratings yet
- STAP TutorialDocument49 pagesSTAP Tutorialwolfe8270100% (1)
- Bending of Curved BeamsDocument14 pagesBending of Curved Beams007krunoNo ratings yet
- Pluse Amplitude Modulation: AIM:-To Study The PAM Process and Its Waveforms. To Study The Demodulation ofDocument60 pagesPluse Amplitude Modulation: AIM:-To Study The PAM Process and Its Waveforms. To Study The Demodulation ofSrikanth GampalaNo ratings yet
- Alternative To PracticalDocument2 pagesAlternative To PracticalWaseem AhmedNo ratings yet
- Kellogg Equivalent Pressure Method For Piping FlangesDocument4 pagesKellogg Equivalent Pressure Method For Piping FlangesLucky Jaswal0% (1)
- 9702 Physics P2 QP Mock 2020 PDFDocument12 pages9702 Physics P2 QP Mock 2020 PDFTasneemNo ratings yet
- Methylamine With EtohDocument16 pagesMethylamine With Etohjiskate77100% (1)
- Wsu Astronomy Lab: Resolving Power of The Human EyeDocument2 pagesWsu Astronomy Lab: Resolving Power of The Human EyeramuNo ratings yet
- Hunter Lab Vs CIE L-A-bDocument4 pagesHunter Lab Vs CIE L-A-bHéctor Ramírez100% (1)
- (Asce) Be 1943-5592 0000445 PDFDocument10 pages(Asce) Be 1943-5592 0000445 PDFManasviNo ratings yet
- MAR HB System Handbook WeighModule enDocument136 pagesMAR HB System Handbook WeighModule enVasile Adrian BaleaNo ratings yet
- Using Abaqus Cohesive Element To Model Peeling of An Epoxy-Donded Alumium StripDocument20 pagesUsing Abaqus Cohesive Element To Model Peeling of An Epoxy-Donded Alumium StripRabee ShammasNo ratings yet
- 58 Understand SorbexDocument2 pages58 Understand SorbexPrakash Mg50% (2)
- On The Mechanisms of Pressure Generation in Vented ExplosionsDocument14 pagesOn The Mechanisms of Pressure Generation in Vented Explosionsigor VladimirovichNo ratings yet
- Mathematical Implications of Einstein-Weyl Causality - Hans-Jürgen Borchers Rathindra Nath SenDocument196 pagesMathematical Implications of Einstein-Weyl Causality - Hans-Jürgen Borchers Rathindra Nath SenMecobioNo ratings yet
- Walter Isaacson - Einstein, His Life and Universe (2007)Document2 pagesWalter Isaacson - Einstein, His Life and Universe (2007)M.A SamdaniNo ratings yet
- Friction LossDocument22 pagesFriction LossSyed Raheel AdeelNo ratings yet
- Manual Controlador NovusDocument15 pagesManual Controlador NovusIng Fabian Garcia PlataNo ratings yet
- Lecture 10 - Ch16 - Dynamics of Bloch Electrons PDFDocument39 pagesLecture 10 - Ch16 - Dynamics of Bloch Electrons PDFmigueladmNo ratings yet
- Carbonate PetrophysicsDocument6 pagesCarbonate PetrophysicsRovshan1988No ratings yet
- Background Document To EN 1991-1-7 PDFDocument62 pagesBackground Document To EN 1991-1-7 PDFPat GonzalezNo ratings yet
- Heat 4e Chap04 LectureDocument39 pagesHeat 4e Chap04 Lectureehdfhdhdfhdh100% (1)