You might also like
- Casting2 (Gating System)Document99 pagesCasting2 (Gating System)monu61316No ratings yet
- Sand Casting Guide: Gating Systems & RisersDocument31 pagesSand Casting Guide: Gating Systems & RisersAmruta Rane100% (1)
- Manufacturing Technology Gating SystemsDocument40 pagesManufacturing Technology Gating Systemssubash naraharasettiNo ratings yet
- Manufacturing ProcessesDocument40 pagesManufacturing ProcessesFattihi EkhmalNo ratings yet
- Gating SystemDocument69 pagesGating SystemSaurabh ThakurNo ratings yet
- Gating&Risering SystemDocument44 pagesGating&Risering Systemmary100% (1)
- Gating System Design for Defect-Free CastingsDocument7 pagesGating System Design for Defect-Free CastingsNemani Raghu0% (1)
- 11 02 02 2023Document22 pages11 02 02 2023keshavkoolwalNo ratings yet
- Elements of Gating SystemDocument44 pagesElements of Gating SystemNemani RaghuNo ratings yet
- Calculation of risers and design of gating systemsDocument12 pagesCalculation of risers and design of gating systemsAmosh KhuraNo ratings yet
- Gating System For Casting2 - WT7 PDFDocument87 pagesGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Chapter 4 Gating SystemDocument54 pagesChapter 4 Gating Systemjoy fulNo ratings yet
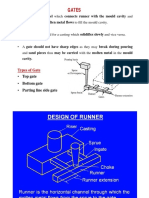
- Gates: Through Which Molten Metal Flows To Fill The Mould CavityDocument36 pagesGates: Through Which Molten Metal Flows To Fill The Mould CavityAbinav DhinakarNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument33 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Gating System: The Passage That Leads The Molten Metal Into The Mould CavityDocument15 pagesGating System: The Passage That Leads The Molten Metal Into The Mould CavityjohnrabikNo ratings yet
- Gating and Riser in CastingDocument12 pagesGating and Riser in CastingMadhava ShankarNo ratings yet
- Principle of Gating RiserDocument23 pagesPrinciple of Gating Riserdhruvmistry300No ratings yet
- SAND MOULDING TECHNIQUESDocument20 pagesSAND MOULDING TECHNIQUESmahammad kamaluddeenNo ratings yet
- Casting DefectsDocument57 pagesCasting DefectsFajar SiradzNo ratings yet
- Gating Design V3Document31 pagesGating Design V3Chinh Thong TranNo ratings yet
- Gating SystemDocument7 pagesGating SystemParth MaldhureNo ratings yet
- 8 Die CastingDocument6 pages8 Die CastingAkshayNo ratings yet
- Ch02 2022SEPT - Metal Casting 00Document62 pagesCh02 2022SEPT - Metal Casting 00Harith Farhan rozlanNo ratings yet
- Elements of Gating Systems ExplainedDocument30 pagesElements of Gating Systems Explainedavutu_kunduru78% (9)
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- Module 5 - Principles of Gating and RiseringDocument14 pagesModule 5 - Principles of Gating and RiseringGoutham ReddyNo ratings yet
- CASTING DEFECTS AND PROCEDURESDocument53 pagesCASTING DEFECTS AND PROCEDURESዘረአዳም ዘመንቆረርNo ratings yet
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- AnswersDocument30 pagesAnswersTanay NaikNo ratings yet
- Special CastingDocument46 pagesSpecial CastingJith Viswa100% (1)
- Casting Lab 1Document20 pagesCasting Lab 1john johnsonNo ratings yet
- Gating System Design GuideDocument11 pagesGating System Design GuideAshok Pradhan100% (1)
- Casting DefectsDocument60 pagesCasting DefectsVaibhav AwacharNo ratings yet
- Casting Design and Process OptimizationDocument20 pagesCasting Design and Process OptimizationCHANDRAJEET AMARNo ratings yet
- Gating & RiserDocument8 pagesGating & Riserhegdemahesh1No ratings yet
- Gatting SystemDocument7 pagesGatting SystemANIDHANo ratings yet
- CASTING (Compatibility Mode) PDFDocument42 pagesCASTING (Compatibility Mode) PDFnitesh_n2840No ratings yet
- 1.5 - GATING SYSTEM, RequirementsDocument38 pages1.5 - GATING SYSTEM, RequirementsRamu AmaraNo ratings yet
- Centrifugal CastingDocument18 pagesCentrifugal CastingArijit PatraNo ratings yet
- L5 Casting Minor 1Document80 pagesL5 Casting Minor 1SUYASH GATKALNo ratings yet
- Casting 119 - EndDocument39 pagesCasting 119 - EndVarun AgrawalNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- Unit I Foundry AllDocument58 pagesUnit I Foundry AllvelavansuNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Metal Casters Try To Produce Perfect Castings. - : A Few Castings, However, Are Completely Free of DefectsDocument60 pagesMetal Casters Try To Produce Perfect Castings. - : A Few Castings, However, Are Completely Free of DefectsshahazadNo ratings yet
- Casting Procedure StepsDocument185 pagesCasting Procedure StepsPraffulla Mynampati100% (1)
- Foundry QuestionsDocument2 pagesFoundry QuestionsAbishek RajasekarNo ratings yet
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDocument28 pagesCasting?: Casting Is A Manufacturing Process by Which A LiquidSaurabh TripathiNo ratings yet
- Unit 2 NotesDocument11 pagesUnit 2 NotesSelvaNo ratings yet
- Casting Process Guide: Steps, Terminology and Design ConsiderationsDocument289 pagesCasting Process Guide: Steps, Terminology and Design ConsiderationsVikrant SinghNo ratings yet
- Manufacturing Process Gate DesignDocument12 pagesManufacturing Process Gate DesignPRADIPAN DEYNo ratings yet
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- Minimizing Turbulence in Gating SystemsDocument24 pagesMinimizing Turbulence in Gating SystemsSameer SonuNo ratings yet
- Lecture-2-An Overview of Sand Casting-Lecture NotesDocument13 pagesLecture-2-An Overview of Sand Casting-Lecture NotesManchi MaheetNo ratings yet
- CASTING PROCEDURES AND DEFECTSDocument146 pagesCASTING PROCEDURES AND DEFECTSrasagna reddy50% (4)
- Sand Casting Spur GearDocument17 pagesSand Casting Spur GearYonas YG100% (2)
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Gas WeldingDocument7 pagesGas WeldingMay FadlNo ratings yet
- Gas WeldingDocument7 pagesGas WeldingMay FadlNo ratings yet
- 05Document14 pages05May FadlNo ratings yet
- Lec3 - HRM-SP 2024- presonnel planning part 1Document25 pagesLec3 - HRM-SP 2024- presonnel planning part 1May FadlNo ratings yet
- Lec1 - HRM-SP 2023 (2)Document19 pagesLec1 - HRM-SP 2023 (2)May FadlNo ratings yet
- ARC-2 - CopyDocument59 pagesARC-2 - CopyMay FadlNo ratings yet
- Gas WeldingDocument30 pagesGas WeldingNagendrababu BabuNo ratings yet
- Gas WeldingDocument8 pagesGas WeldingMay FadlNo ratings yet
- Major TaskDocument5 pagesMajor TaskMay FadlNo ratings yet
- Tutorial 6 - Die DesignDocument40 pagesTutorial 6 - Die DesignMay FadlNo ratings yet
- MSF Traing PDFDocument59 pagesMSF Traing PDFRitik Kumar ChaurasiaNo ratings yet
- Anastasia YoungDocument8 pagesAnastasia YoungInterweave46% (13)
- 05 Askeland ChapDocument10 pages05 Askeland ChapWeihanZhang100% (1)
- Report Heat Treatment Eng Lab 3Document7 pagesReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- Co-Requisite: Prerequisite: Data Book / Codes/Standards Course Category Course Designed by ApprovalDocument3 pagesCo-Requisite: Prerequisite: Data Book / Codes/Standards Course Category Course Designed by Approvalrajkumar rNo ratings yet
- محاضرات بودر دزعراقيDocument5 pagesمحاضرات بودر دزعراقيMohammed GhisheerNo ratings yet
- Building Hardware Corrosion Resistance StandardDocument10 pagesBuilding Hardware Corrosion Resistance StandardGODREJ LAB THANENo ratings yet
- MSS SP 80 "Bronze Gate, Globe, Angle and Check Valves"Document1 pageMSS SP 80 "Bronze Gate, Globe, Angle and Check Valves"EngSalah RamadanNo ratings yet
- Sae J 434 PDFDocument10 pagesSae J 434 PDFAditya Pratap100% (2)
- BS en 515-1993Document22 pagesBS en 515-1993isuru samaranayake100% (1)
- Q460 Steel Grade DatasheetDocument2 pagesQ460 Steel Grade DatasheetarabsniperNo ratings yet
- METALS PresentationDocument28 pagesMETALS PresentationTheresa TuliaoNo ratings yet
- Optimize refractory manufacturing with Nedmag's high-purity DBM nedMag 99Document7 pagesOptimize refractory manufacturing with Nedmag's high-purity DBM nedMag 99Ted Andrew AbalosNo ratings yet
- 00 REMR-EM-6 - Steels For Locks, Dams, and Hydro Plant ApplicationsDocument62 pages00 REMR-EM-6 - Steels For Locks, Dams, and Hydro Plant Applicationsew6082No ratings yet
- Science7 Q1 M2C v1Document24 pagesScience7 Q1 M2C v1Diane Bano0% (1)
- Reconnaissance Assessment of High-Purity Limestone Plus References PDFDocument4 pagesReconnaissance Assessment of High-Purity Limestone Plus References PDFAsthy TangkaariNo ratings yet
- Steel Making Processes: Dr. Laraib Sarfraz KhanzadaDocument23 pagesSteel Making Processes: Dr. Laraib Sarfraz KhanzadaAsher AhmedNo ratings yet
- Thermal Analysis of Fe Carbide and Fe C MixturesDocument5 pagesThermal Analysis of Fe Carbide and Fe C Mixturesjojo599No ratings yet
- Kuliah 6 - 7 - Mampu KerasDocument36 pagesKuliah 6 - 7 - Mampu KerasEsti Nur AmaliaNo ratings yet
- Phase Diagram GuideDocument5 pagesPhase Diagram GuideMohaiminul Islam TalhaNo ratings yet
- The Periodic Table of Elements ExplainedDocument1 pageThe Periodic Table of Elements ExplainedHanugaragan SathasivamNo ratings yet
- Analisis Sifat Mekanik Baja SKD 61 Dengan Baja ST 41 Dilakukan Hardening Dengan Variasi TemperaturDocument11 pagesAnalisis Sifat Mekanik Baja SKD 61 Dengan Baja ST 41 Dilakukan Hardening Dengan Variasi TemperaturFarhan WartiansyahNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionAbhishek Nag100% (1)
- Guandin ClayDocument12 pagesGuandin ClayErwin SetiawanNo ratings yet
- Top Steel Companies in IndiaDocument3 pagesTop Steel Companies in Indiazukmos67% (3)
- (D) Basic: Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDocument31 pages(D) Basic: Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsJigar Prajapati100% (1)
- A356 Aluminum Alloy and Applications - A ReviewDocument7 pagesA356 Aluminum Alloy and Applications - A Reviewyamile laraNo ratings yet
- Material Carbon Steel (CS) Stainless Steel (SS) Low Alloy Steel (LAS) Low Temp. Carbon Steel (LTCS)Document1 pageMaterial Carbon Steel (CS) Stainless Steel (SS) Low Alloy Steel (LAS) Low Temp. Carbon Steel (LTCS)jignesh chauhanNo ratings yet
- Bit Selection DataDocument2 pagesBit Selection DatajalalNo ratings yet
- Nicrofer 3220 3220h eDocument15 pagesNicrofer 3220 3220h eKevinCollinNo ratings yet