You might also like
- Toz Metalurji̇si̇ Ders Notlari PDFDocument55 pagesToz Metalurji̇si̇ Ders Notlari PDFMirza Kerem Koray Can “Kerem Koray Can”100% (1)
- Toz Metalurji̇si̇ Teknoloji̇si̇ Ders Notlari Ş.Y. GüvenDocument27 pagesToz Metalurji̇si̇ Teknoloji̇si̇ Ders Notlari Ş.Y. GüvenErdem Akçay50% (2)
- Kalıpçılıkta Malzeme SeçimiDocument45 pagesKalıpçılıkta Malzeme SeçimiOnur Kaplan100% (2)
- Döküm Prensipleri $ Adem ŞahinDocument34 pagesDöküm Prensipleri $ Adem ŞahinotektoidNo ratings yet
- Aliardagöral 19060569Document14 pagesAliardagöral 19060569Aysu BircanNo ratings yet
- Eminerdin@hititedutr 240520183 C0 N2 X3 ZDocument11 pagesEminerdin@hititedutr 240520183 C0 N2 X3 Zak gzcNo ratings yet
- Sunu 12Document12 pagesSunu 12Enisse EsNo ratings yet
- Dokumteknolojisi123 Hafta1Document41 pagesDokumteknolojisi123 Hafta1Ufuk Can KadıoğluNo ratings yet
- Yüzey İşlemleri̇Document59 pagesYüzey İşlemleri̇Furkan Bostancı100% (1)
- Hadde MerdaneleriDocument19 pagesHadde MerdaneleriKıvanç ALTUN100% (1)
- ALİ GüzeyDocument61 pagesALİ GüzeynedimNo ratings yet
- 6 - 7 Bağlayıcı Püskürtmeli Eklemeli İmalatDocument17 pages6 - 7 Bağlayıcı Püskürtmeli Eklemeli İmalatBaşar KaramnNo ratings yet
- Slayt DokumDocument63 pagesSlayt Dokumdunkelgelb mannNo ratings yet
- Protetik Diş Hekimliğinde Kullanılan Metal Üretim Tekniklerinde Güncel GelişmelerDocument12 pagesProtetik Diş Hekimliğinde Kullanılan Metal Üretim Tekniklerinde Güncel GelişmelerhadimetinpolatkarNo ratings yet
- Metalografi - Selim-YildirimDocument45 pagesMetalografi - Selim-YildirimÇağdaş BuzluNo ratings yet
- Modern Kay Nak 2008Document106 pagesModern Kay Nak 2008kıvanç_bayramNo ratings yet
- Seramik Kesici Takımların İşlenebilirliğe EtkisiDocument35 pagesSeramik Kesici Takımların İşlenebilirliğe Etkisigoksu1No ratings yet
- Otomoti̇v Sanayi̇si̇nde Kullanilan Toz Metal Parçalari Ve Üreti̇m Yöntemi̇ni̇n AraştirilmasiDocument27 pagesOtomoti̇v Sanayi̇si̇nde Kullanilan Toz Metal Parçalari Ve Üreti̇m Yöntemi̇ni̇n AraştirilmasiSerkan Keçe0% (1)
- Basınçlı Döküm Yönteminde Kullanılan MG AlaşımlarıDocument28 pagesBasınçlı Döküm Yönteminde Kullanılan MG AlaşımlarıMeltem EryıldızNo ratings yet
- Makina MühendisiDocument12 pagesMakina MühendisiberktorNo ratings yet
- TakimomruDocument7 pagesTakimomruBurak ErkanNo ratings yet
- 316L Paslanmaz ÇelikDocument13 pages316L Paslanmaz ÇelikGizem BaharNo ratings yet
- Alper Bökübaşi Toz Metaurji̇si̇ Vi̇zeDocument5 pagesAlper Bökübaşi Toz Metaurji̇si̇ Vi̇zeAlper BölükbaşıNo ratings yet
- Imal Usulleri 1 Ders Notları Bahar 2012 Prof. Dr. Hüseyin SönmezDocument35 pagesImal Usulleri 1 Ders Notları Bahar 2012 Prof. Dr. Hüseyin SönmezAlper AltenNo ratings yet
- Tel Çekme - Tülin ErucarDocument24 pagesTel Çekme - Tülin ErucarerucartNo ratings yet
- EkstruzyonDocument19 pagesEkstruzyonErtugrul Kartal100% (1)
- Plastik Enjeksiyon Kalıp ProjesiDocument19 pagesPlastik Enjeksiyon Kalıp ProjesiKoray BAYAZITNo ratings yet
- İmalat Müh Bölüm-3.2Document56 pagesİmalat Müh Bölüm-3.2Seher ÖnalNo ratings yet
- Yeşilyurt Demirçelik Myo Endüstriyel Kalipçilik Programi: T.C. Ondokuz Mayis ÜniversitesiDocument27 pagesYeşilyurt Demirçelik Myo Endüstriyel Kalipçilik Programi: T.C. Ondokuz Mayis Üniversitesiİbrahim AkakuşNo ratings yet
- Bakırın Toz MetalurjisiDocument32 pagesBakırın Toz MetalurjisiFerdi önal100% (1)
- Sert Lehim UygulamalariDocument18 pagesSert Lehim UygulamalariSerkan ÖzpırangaNo ratings yet
- Dokum+Teknolojileri 1Document142 pagesDokum+Teknolojileri 1arda akkayaNo ratings yet
- Hadde Merdanelerinde Karşılaşılan HasarlarDocument10 pagesHadde Merdanelerinde Karşılaşılan HasarlarKamil KocaNo ratings yet
- Katmanlı İmalat Teknolojileri Raporu - 03.08.2016Document22 pagesKatmanlı İmalat Teknolojileri Raporu - 03.08.2016canavarsanayokNo ratings yet
- 3 Ve 4 Kes Tak Bil - Toz MetDocument11 pages3 Ve 4 Kes Tak Bil - Toz MetonurNo ratings yet
- Döküm KavramlariDocument15 pagesDöküm KavramlariLütfi GülcanNo ratings yet
- Imal PŞV Bölüm 2.3 Ekstrüzyo Ve ÇekmeDocument33 pagesImal PŞV Bölüm 2.3 Ekstrüzyo Ve ÇekmeHasan OruçNo ratings yet
- Toz Metalurjisi Afsin Alper CeritDocument334 pagesToz Metalurjisi Afsin Alper CeritnogiNo ratings yet
- ÜLKEMİZDE KAYNAK TEKNOLOJİSİNİN DURUMU Ülkemizde Alışılmış OksiDocument3 pagesÜLKEMİZDE KAYNAK TEKNOLOJİSİNİN DURUMU Ülkemizde Alışılmış OksiSemih KardaşNo ratings yet
- Şekil 2 Kaynak YonuDocument2 pagesŞekil 2 Kaynak YonuSemih KardaşNo ratings yet
- Döküm TeknolojileriDocument30 pagesDöküm TeknolojilerihllktlhnNo ratings yet
- ÖzelkaynakyöntemleriDocument60 pagesÖzelkaynakyöntemleriMeriç YetkinNo ratings yet
- Metalografi Deneyi2Document5 pagesMetalografi Deneyi2Ümit KızıltaşNo ratings yet
- Plastiklerin Sekillendirme YontemleriDocument144 pagesPlastiklerin Sekillendirme YontemleriMustafa Levent SipahiNo ratings yet
- Metalografik İnceleme (Prof - Dr. Sakin ZEYTİN)Document20 pagesMetalografik İnceleme (Prof - Dr. Sakin ZEYTİN)BülentAlkanNo ratings yet
- S09 Toz MetalurjiDocument15 pagesS09 Toz MetalurjiestapoNo ratings yet
- 10 35193-Bseufbd 1074041-2255464pnmkDocument8 pages10 35193-Bseufbd 1074041-2255464pnmkbeybay886No ratings yet
- Tifdruk Baskı SistemiDocument5 pagesTifdruk Baskı SistemiIpek Nur ŞenerNo ratings yet
- Teknik Bilgi BORU BUKMEDocument47 pagesTeknik Bilgi BORU BUKMEbulentNo ratings yet
- Kimyasal İşleme Ve Ultrasonik İşlemeDocument84 pagesKimyasal İşleme Ve Ultrasonik İşlemesemir şenlikNo ratings yet
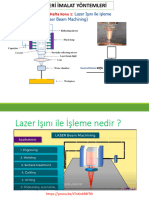
- Hafta Konu1-Lazer Işını Ile İşlemeDocument22 pagesHafta Konu1-Lazer Işını Ile İşlemebjkibo190301No ratings yet
- Plastik ÖzetDocument10 pagesPlastik Özetemira180No ratings yet