You might also like
- Ekstruzyon İmal Usulleri̇Document6 pagesEkstruzyon İmal Usulleri̇Murat TurgutNo ratings yet
- MM470 Pres Kalıpları Tasarımı EkstrüzyonDocument33 pagesMM470 Pres Kalıpları Tasarımı EkstrüzyonÖzerErdoğanNo ratings yet
- EkstrüzyonDocument4 pagesEkstrüzyonturambar254No ratings yet
- Imal PŞV Bölüm 2.3 Ekstrüzyo Ve ÇekmeDocument33 pagesImal PŞV Bölüm 2.3 Ekstrüzyo Ve ÇekmeHasan OruçNo ratings yet
- EkstruzyonDocument19 pagesEkstruzyonErtugrul Kartal100% (1)
- Imalat 2Document27 pagesImalat 2Zafer SoyluNo ratings yet
- Ozet 3-Kütlesel Şekillendirme İşlemleriDocument4 pagesOzet 3-Kütlesel Şekillendirme İşlemleriMurad AykutNo ratings yet
- Alüminyum EkstrüzyonDocument18 pagesAlüminyum EkstrüzyonSinan Akbaş100% (1)
- Carpilma Ve Sekil Degistirmelerin DuzeltilmesiDocument11 pagesCarpilma Ve Sekil Degistirmelerin DuzeltilmesipcstorecenterNo ratings yet
- Demir-Çelik Sürekli DökümDocument27 pagesDemir-Çelik Sürekli DökümNihat Özkan0% (1)
- Tel Erozyon İle İşlemeDocument42 pagesTel Erozyon İle İşlemesemir şenlikNo ratings yet
- Basinçli Döküm Cengi̇z Kayacan SunuDocument8 pagesBasinçli Döküm Cengi̇z Kayacan SunuErdem AkçayNo ratings yet
- plastik özetDocument10 pagesplastik özetemira180No ratings yet
- Çentik Darbe DeneyiDocument6 pagesÇentik Darbe DeneyiKadir KancaNo ratings yet
- Kaynak HatalarıDocument24 pagesKaynak HatalarıEralpNo ratings yet
- Tel Cekme Deney RaporuDocument4 pagesTel Cekme Deney RaporuTayfun TaşNo ratings yet
- ALİ GüzeyDocument61 pagesALİ GüzeynedimNo ratings yet
- 8-MM210 Bölüm 11 İmalat Ve Isıl IşlemlerDocument151 pages8-MM210 Bölüm 11 İmalat Ve Isıl IşlemlerBekir KALENDER100% (1)
- (Ders Sunusu) Korozyon Ve Katodik Koruma PDFDocument39 pages(Ders Sunusu) Korozyon Ve Katodik Koruma PDFTolga YücelNo ratings yet
- Isil Islem 6. HaftaDocument61 pagesIsil Islem 6. HaftaBilim KapsülüNo ratings yet
- Slayt DokumDocument63 pagesSlayt Dokumdunkelgelb mannNo ratings yet
- Lecture 1Document19 pagesLecture 1vortex123No ratings yet
- Hadde HesabiDocument14 pagesHadde HesabiHasan VarolNo ratings yet
- Metalografi - Selim-YildirimDocument45 pagesMetalografi - Selim-YildirimÇağdaş BuzluNo ratings yet
- EkstrüzyonDocument34 pagesEkstrüzyonSaynur SagirNo ratings yet
- 4. Hafta-Konu 2 Elektrokimyasal Taşlama, Honlama Ve ÇapakDocument18 pages4. Hafta-Konu 2 Elektrokimyasal Taşlama, Honlama Ve Çapakbjkibo190301No ratings yet
- CVHR .. Elek-2Document16 pagesCVHR .. Elek-2Azad Birhat KorkmazNo ratings yet
- Kesici Takimlara Sert Metal Uclar Plaketler NasiDocument6 pagesKesici Takimlara Sert Metal Uclar Plaketler NasimemleketNo ratings yet
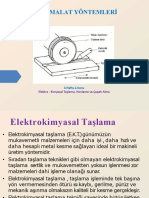
- Elektrokimyasal TaşlamaDocument19 pagesElektrokimyasal Taşlamasemir şenlikNo ratings yet
- Bölüm 3.3.3 Yolluk SistemiDocument82 pagesBölüm 3.3.3 Yolluk SistemiSerhan KurdogluNo ratings yet
- Derin Çekme Yöntemi - Tülin ERUÇARDocument21 pagesDerin Çekme Yöntemi - Tülin ERUÇARerucartNo ratings yet
- Isıl İşlemDocument32 pagesIsıl İşlemalpersahinmete0% (1)
- MetalografiDocument76 pagesMetalografiEmre Yılmaz50% (2)
- Metalografi̇ RaporDocument10 pagesMetalografi̇ RaporSenol TünemNo ratings yet
- Aluminyum Ve Alasimlarinin Mig KaynagiDocument13 pagesAluminyum Ve Alasimlarinin Mig KaynagiGökhan TaştanNo ratings yet
- İleri̇ Teknoloji̇ Serami̇kleri̇Document8 pagesİleri̇ Teknoloji̇ Serami̇kleri̇mehmetozer1905No ratings yet
- ÖzelkaynakyöntemleriDocument60 pagesÖzelkaynakyöntemleriMeriç YetkinNo ratings yet
- DokmedemirDocument13 pagesDokmedemirGökhan ErolNo ratings yet
- 2 İmal Usulleri2.hafta Giriş Ve DökümDocument39 pages2 İmal Usulleri2.hafta Giriş Ve Dökümerengokteke7No ratings yet
- Döküm Teknoloji̇si̇ NotlariDocument9 pagesDöküm Teknoloji̇si̇ NotlaribmyertekinNo ratings yet
- Savurma Döküm Cengi̇z Kayacan SunuDocument14 pagesSavurma Döküm Cengi̇z Kayacan SunuErdem AkçayNo ratings yet
- Teknik Bilgi BORU BUKMEDocument47 pagesTeknik Bilgi BORU BUKMEbulentNo ratings yet
- iMAL USULLERİDocument53 pagesiMAL USULLERİKemal KılıçarslanNo ratings yet
- Plastik Enjeksiyon Kalıp ProjesiDocument19 pagesPlastik Enjeksiyon Kalıp ProjesiKoray BAYAZITNo ratings yet
- Ch30 1 KaynakDocument164 pagesCh30 1 KaynakMehmet SoysalNo ratings yet
- MMG Ders Notlari - 4Document111 pagesMMG Ders Notlari - 4Eray TÜRKNo ratings yet
- Kaynak HatalarıDocument53 pagesKaynak HatalarıCüneyt ÖzkanNo ratings yet
- Başlica Kaynak HatalariDocument9 pagesBaşlica Kaynak HatalariOrhan BAYLANNo ratings yet
- Tel Çekme - Tülin ErucarDocument24 pagesTel Çekme - Tülin ErucarerucartNo ratings yet
- Döküm-Döküm Yöntemleri̇Document8 pagesDöküm-Döküm Yöntemleri̇Alp ArslanNo ratings yet
- İleri Teknoloji SeramikleriDocument8 pagesİleri Teknoloji SeramikleriTarık AnafartaNo ratings yet
- Plastik Sekil Verme EsaslariDocument12 pagesPlastik Sekil Verme EsaslariZumuzuket Fastak100% (1)
- Plastik Şekil Verme Problemleri Ve ÇözümleriDocument38 pagesPlastik Şekil Verme Problemleri Ve ÇözümleriBurla KasimNo ratings yet
- İmalat Müh Bölüm-1Document36 pagesİmalat Müh Bölüm-1Seher ÖnalNo ratings yet
- İmalat Müh Bölüm 2.2Document130 pagesİmalat Müh Bölüm 2.2Seher ÖnalNo ratings yet
- Plastik Şekil Verme Ve Teknolojisi-Ahmet Aran-İTÜDocument156 pagesPlastik Şekil Verme Ve Teknolojisi-Ahmet Aran-İTÜSeher ÖnalNo ratings yet
- İmalat Müh Bölüm-4Document59 pagesİmalat Müh Bölüm-4Seher ÖnalNo ratings yet
- İmalat Müh Bölüm 5Document46 pagesİmalat Müh Bölüm 5Seher ÖnalNo ratings yet
- İmalat Müh Bölüm 3.1Document43 pagesİmalat Müh Bölüm 3.1Seher ÖnalNo ratings yet
- 6.ve 7.hafta Zemin Suyu-Geçirimlilik KatsayısıDocument25 pages6.ve 7.hafta Zemin Suyu-Geçirimlilik KatsayısıSeher ÖnalNo ratings yet
- Yildirim Külli̇yesi̇Document3 pagesYildirim Külli̇yesi̇Seher ÖnalNo ratings yet
- Hafta - Jeoloji Ve Kayaçların SınıflamasıDocument23 pagesHafta - Jeoloji Ve Kayaçların SınıflamasıSeher ÖnalNo ratings yet
- Yakup Çelebi Cami Ve TürbesiDocument2 pagesYakup Çelebi Cami Ve TürbesiSeher ÖnalNo ratings yet
- Zağra CamiDocument3 pagesZağra CamiSeher ÖnalNo ratings yet
- İmal Müh Bölüm 2.1Document52 pagesİmal Müh Bölüm 2.1Seher ÖnalNo ratings yet
- Int 3101Document10 pagesInt 3101Seher ÖnalNo ratings yet
- Mudurnu Yıldırım Bayezid CamiiDocument3 pagesMudurnu Yıldırım Bayezid CamiiSeher ÖnalNo ratings yet
- Ve 3. Hafta-ZeminlerinTemel Özellikleri Ve Numune AlmaDocument17 pagesVe 3. Hafta-ZeminlerinTemel Özellikleri Ve Numune AlmaSeher ÖnalNo ratings yet
- Türk Külli̇yeleri̇ Ali̇ Akçi̇çekDocument52 pagesTürk Külli̇yeleri̇ Ali̇ Akçi̇çekSeher ÖnalNo ratings yet
- Maimarlık Tarihi 3 SLNDocument108 pagesMaimarlık Tarihi 3 SLNSeher ÖnalNo ratings yet
- Karacabey Cami̇i̇Document1 pageKaracabey Cami̇i̇Seher ÖnalNo ratings yet
- ÜÇ ŞEREFELİ CAMİ Ve KÜLLİYESİIIDocument10 pagesÜÇ ŞEREFELİ CAMİ Ve KÜLLİYESİIISeher Önal100% (1)
- Mahmud Çelebi CamiiDocument1 pageMahmud Çelebi CamiiSeher ÖnalNo ratings yet
- HudavendigarDocument5 pagesHudavendigarSeher ÖnalNo ratings yet
- Hamza Bey Cami̇i̇Document3 pagesHamza Bey Cami̇i̇Seher ÖnalNo ratings yet
- Eşrefoğlu CamiDocument3 pagesEşrefoğlu CamiSeher ÖnalNo ratings yet
- Fatih Sultan MehmetDocument29 pagesFatih Sultan MehmetSeher ÖnalNo ratings yet
- Bursadaki Alaadin CamDocument2 pagesBursadaki Alaadin CamSeher ÖnalNo ratings yet
- Kaan Mi̇m Tari̇hi̇ 3Document10 pagesKaan Mi̇m Tari̇hi̇ 3Seher ÖnalNo ratings yet
- Bolu CamiDocument3 pagesBolu CamiSeher ÖnalNo ratings yet
- Darülhadis CamiDocument3 pagesDarülhadis CamiSeher ÖnalNo ratings yet