You might also like
- Integrated Digital System For Yarn Surface Quality Evaluation Using Computer Vision and Artificial IntelligenceDocument5 pagesIntegrated Digital System For Yarn Surface Quality Evaluation Using Computer Vision and Artificial Intelligencebayu priyatnaNo ratings yet
- Real-Time Quality Assessment of Neppy Mélange Yarn Manufacturing Using Macropixel AnalysisDocument6 pagesReal-Time Quality Assessment of Neppy Mélange Yarn Manufacturing Using Macropixel AnalysisKaleem KaahifNo ratings yet
- Determination of Yarn Twist Using Image Processing TechniquesDocument6 pagesDetermination of Yarn Twist Using Image Processing TechniquesAndrian WijayonoNo ratings yet
- Automatic Structure Analysis and Objective Evaluation Woven Fabric Using Image AnalysisDocument10 pagesAutomatic Structure Analysis and Objective Evaluation Woven Fabric Using Image AnalysisFADIL ABDULLAHNo ratings yet
- Six SigmaDocument6 pagesSix Sigmasayeef khanNo ratings yet
- Fabrics Fault Processing Using Image Processing Technique in MATLABDocument5 pagesFabrics Fault Processing Using Image Processing Technique in MATLABFahad islamNo ratings yet
- Fabric Defect Detection TechniquesDocument12 pagesFabric Defect Detection TechniquesAhmed MowafyNo ratings yet
- 81219Document8 pages81219Sandra LopesNo ratings yet
- Online Control of Knitted Fabric Quality: Loop Length ControlDocument6 pagesOnline Control of Knitted Fabric Quality: Loop Length Controltorsha fahadNo ratings yet
- Seam Performance Evaluation of Plain Fabric UsingDocument9 pagesSeam Performance Evaluation of Plain Fabric UsingMd NurunnabiNo ratings yet
- Analysis of The Imperfection Index (Ipi) Value of Carded Yarn Produced by Using Different Diameter Spacers On The Ring Frame Spinning MachineDocument7 pagesAnalysis of The Imperfection Index (Ipi) Value of Carded Yarn Produced by Using Different Diameter Spacers On The Ring Frame Spinning MachineUtsho ParvezNo ratings yet
- A Direct Measurement Method of Yarn Evenness Based On Machine VisionDocument8 pagesA Direct Measurement Method of Yarn Evenness Based On Machine VisionMễro ĢANo ratings yet
- ESTUDIO DE PILLING - TextilDocument11 pagesESTUDIO DE PILLING - TextilMartin LicettiNo ratings yet
- Research Article: Defect Detection in Tire X-Ray Images Using Weighted Texture DissimilarityDocument13 pagesResearch Article: Defect Detection in Tire X-Ray Images Using Weighted Texture DissimilarityChistiMonuNo ratings yet
- Multi - Class Welding Aws Classification Using Texture Feature For Radiographic ImagesDocument5 pagesMulti - Class Welding Aws Classification Using Texture Feature For Radiographic ImagesDarshit DesaiNo ratings yet
- Non WovenDocument35 pagesNon WovenJemal AssresNo ratings yet
- Integrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsDocument7 pagesIntegrated Computer Vision and Soft Computing System For Classifying The Pilling Resistance of Knitted FabricsMuhammad MustahsinNo ratings yet
- Real-Time Detection of Knitting Fabric Defects Using Shearlet TransformDocument9 pagesReal-Time Detection of Knitting Fabric Defects Using Shearlet TransformDulce Maria Cancino GomezNo ratings yet
- Genetic algorithms reduce image features for quality monitoringDocument10 pagesGenetic algorithms reduce image features for quality monitoringsuman DasNo ratings yet
- Coloration Technology: Automatic Fabric Defect Detection Using A Deep Convolutional Neural NetworkDocument11 pagesColoration Technology: Automatic Fabric Defect Detection Using A Deep Convolutional Neural NetworkRevathy GNo ratings yet
- SWSManual 2018 PublicationsDocument47 pagesSWSManual 2018 Publicationskanzarkarss.tx.23No ratings yet
- Fabric Fault Detection Using Digital Image ProcessingDocument3 pagesFabric Fault Detection Using Digital Image ProcessingEditor IJRITCCNo ratings yet
- MANSOURA ENGINEERING JOURNAL DETECTS LADDERING DEFECTSDocument5 pagesMANSOURA ENGINEERING JOURNAL DETECTS LADDERING DEFECTSsam mammoNo ratings yet
- Automatic Mesh Quality Analyzer Using Image ProcessingDocument4 pagesAutomatic Mesh Quality Analyzer Using Image ProcessingRagha VenderNo ratings yet
- Fast CNNDocument14 pagesFast CNNgate44No ratings yet
- Characterisation Identification of Rice Grains Through Digital Image AnalysisDocument5 pagesCharacterisation Identification of Rice Grains Through Digital Image AnalysisGeetha DeviNo ratings yet
- SyllabusDocument6 pagesSyllabusHasmukh ShahNo ratings yet
- 2021 DL+MV+IGAN+Defect DetectionDocument9 pages2021 DL+MV+IGAN+Defect DetectionMohammed ChibaneNo ratings yet
- Prediction of Polyester/cotton Blended Rotor-Spun Yarns Hairiness Based On The Machine ParametersDocument7 pagesPrediction of Polyester/cotton Blended Rotor-Spun Yarns Hairiness Based On The Machine ParametersRavi KumarNo ratings yet
- Fabric Defects Detecting in Textile IndustriesDocument6 pagesFabric Defects Detecting in Textile Industriesmark juniorNo ratings yet
- Digital Microstructure Analysis for Ductile Cast IronDocument6 pagesDigital Microstructure Analysis for Ductile Cast IronjmmshahNo ratings yet
- Tool wear monitoring using image processingDocument5 pagesTool wear monitoring using image processingpjbaggaNo ratings yet
- Comber DataDocument12 pagesComber DataSabbir Hossain ImranNo ratings yet
- Vision System For On-Loom Fabric InspectionDocument12 pagesVision System For On-Loom Fabric InspectionHema PrasanthNo ratings yet
- Quality Control Analysis of Yarns Using Six SigmaDocument9 pagesQuality Control Analysis of Yarns Using Six SigmaBambangIrawan48No ratings yet
- 1.fault Detection in Fabric Using Classification and Automated ApproachDocument4 pages1.fault Detection in Fabric Using Classification and Automated ApproachRevathy GNo ratings yet
- National Textile Center: On-Line Weight and Shrinkage Control of Cotton KnitsDocument3 pagesNational Textile Center: On-Line Weight and Shrinkage Control of Cotton KnitselattafiNo ratings yet
- A Unique Method of Producing Two-Component Yarns IDocument8 pagesA Unique Method of Producing Two-Component Yarns ITegegn TemesgenNo ratings yet
- End Breakage Control in OEDocument7 pagesEnd Breakage Control in OEadama spinningNo ratings yet
- Artigo 3 PorosidadeDocument9 pagesArtigo 3 PorosidadeMarcio ChaoNo ratings yet
- Study On Tensile Properties of Weft Knitted Float Stitch Fabric Reinforced CompositesDocument4 pagesStudy On Tensile Properties of Weft Knitted Float Stitch Fabric Reinforced CompositesAkbar AffandiNo ratings yet
- 1 s2.0 S2214860422005644 MainDocument15 pages1 s2.0 S2214860422005644 MainIlhame HarNo ratings yet
- Fabric Defect Detection ThesisDocument7 pagesFabric Defect Detection ThesisBuyPapersForCollegeAlbuquerque100% (2)
- 3D Geometric Modeling of Aluminum Based Foam Using Micro Computed Tomography TechniqueDocument6 pages3D Geometric Modeling of Aluminum Based Foam Using Micro Computed Tomography TechniqueAnimo- CityNo ratings yet
- Effect of Material and Stitching On Tensile Properties of WovenDocument8 pagesEffect of Material and Stitching On Tensile Properties of WovenDhaneshNo ratings yet
- Theory of YarnDocument7 pagesTheory of YarnYared FikreNo ratings yet
- Vinesh 3Document5 pagesVinesh 3ShuBham GoelNo ratings yet
- Analysis of Defects Classified For Fabric Images of Different Classes-UpdatedDocument5 pagesAnalysis of Defects Classified For Fabric Images of Different Classes-UpdatedShwetaLoonkarPitliyaNo ratings yet
- The Structural and Mechanical Properties of The Crepe-De-Chine Fabrics MaterialDocument7 pagesThe Structural and Mechanical Properties of The Crepe-De-Chine Fabrics Materialyaseen aboalmagdNo ratings yet
- Detect and measure sandwich panel surface defectsDocument10 pagesDetect and measure sandwich panel surface defectsPhan Việt HoàngNo ratings yet
- Statistics For TextilesDocument11 pagesStatistics For TextilesJ.SathishNo ratings yet
- Image Processing of Fabric CharacteristicDocument5 pagesImage Processing of Fabric CharacteristicAndrian WijayonoNo ratings yet
- Assesment of Inter-Yarn Zone Porosity of Plain Weave FabricsDocument6 pagesAssesment of Inter-Yarn Zone Porosity of Plain Weave FabricsAndrian WijayonoNo ratings yet
- 12 Development DeviceDocument10 pages12 Development DevicefdgfdsgfdsgNo ratings yet
- Application of 3D Printed Composite Parts For AuthenticationDocument6 pagesApplication of 3D Printed Composite Parts For AuthenticationMeenakshi MandalNo ratings yet
- Quality Wise Sort Analysis To Optimize Fabric Defect Detection in Terry WeavingDocument3 pagesQuality Wise Sort Analysis To Optimize Fabric Defect Detection in Terry WeavingMễro ĢANo ratings yet
- TCC NonwovensDocument21 pagesTCC Nonwovensjothi vel muruganNo ratings yet
- Consequences of Ring Traveler Clearer Guage.Document7 pagesConsequences of Ring Traveler Clearer Guage.Towfic Aziz KanonNo ratings yet
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionFrom EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionNo ratings yet
- 1,2,4-Triazoles: A Review of Synthetic Approaches and The Biological ActivityDocument22 pages1,2,4-Triazoles: A Review of Synthetic Approaches and The Biological Activitymf720383270No ratings yet
- NAS810 Protection of Fluid Lines & EquipDocument1 pageNAS810 Protection of Fluid Lines & EquipfdhgjklNo ratings yet
- Chapter 2Document21 pagesChapter 2mlyth1668No ratings yet
- Ashok M.tech CompleteDocument65 pagesAshok M.tech CompleteAshok BhatiaNo ratings yet
- Mintek Ar 2011Document76 pagesMintek Ar 2011Algradi MosheerNo ratings yet
- Company ProfileDocument10 pagesCompany Profile1anupma0No ratings yet
- CerebrumDocument26 pagesCerebrumsanthiyasandy100% (1)
- Mktech PDFDocument7 pagesMktech PDFAlexander WieseNo ratings yet
- Overview of Metal Forming ProcessesDocument19 pagesOverview of Metal Forming ProcessesAnonymous 7yN43wjlNo ratings yet
- Viral Skin Infections Caused by Herpesviridae and PoxviridaeDocument55 pagesViral Skin Infections Caused by Herpesviridae and PoxviridaeGita RizkiNo ratings yet
- Energy Conversion and Management: Gvidonas Labeckas, Stasys Slavinskas, Irena KanapkieneDocument25 pagesEnergy Conversion and Management: Gvidonas Labeckas, Stasys Slavinskas, Irena KanapkieneVỵ ĐặngNo ratings yet
- Light Source OP950Document262 pagesLight Source OP950samiNo ratings yet
- Astm C1396 C1396M-17Document8 pagesAstm C1396 C1396M-17Stefano CamillucciNo ratings yet
- Detection Dogs Allow For Systematic Non-Invasive Collection of DNA Samples From Eurasian LynxDocument5 pagesDetection Dogs Allow For Systematic Non-Invasive Collection of DNA Samples From Eurasian Lynxsusey madelit apaza mamaniNo ratings yet
- Me6404 Te Even QBDocument32 pagesMe6404 Te Even QBBala NarayanasamyNo ratings yet
- Infographic Registration of Pharmaceutical Product For General Sale 637828524496205508Document1 pageInfographic Registration of Pharmaceutical Product For General Sale 637828524496205508Kdp03No ratings yet
- (Paul M. S. Monk) Physical Chemistry UnderstandinDocument3 pages(Paul M. S. Monk) Physical Chemistry UnderstandinAshwani kumar SinghNo ratings yet
- Deltopectoral Approach to the ShoulderDocument28 pagesDeltopectoral Approach to the ShoulderChrysi TsiouriNo ratings yet
- CIA Patho 1Document23 pagesCIA Patho 1Suhas H GNo ratings yet
- Determination of AzadirachtinDocument6 pagesDetermination of AzadirachtinPrathamesh BolajNo ratings yet
- Motor ManualDocument4 pagesMotor ManualRemezaNo ratings yet
- Electronic Control Module (ECM) : Shutdown SIS Previous ScreenDocument5 pagesElectronic Control Module (ECM) : Shutdown SIS Previous ScreenWladimir AmaguañaNo ratings yet
- Tron Time Delay Fuse 500vDocument1 pageTron Time Delay Fuse 500valexjoelNo ratings yet
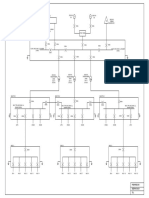
- Conceptual SLDDocument1 pageConceptual SLDakhilNo ratings yet
- EC538 LTspice IntroDocument10 pagesEC538 LTspice IntroTeferi LemmaNo ratings yet
- String TheoryDocument12 pagesString TheoryYashvinder SinghNo ratings yet
- Ch.2 Case and Duct SystemDocument11 pagesCh.2 Case and Duct Systemcpt.ghostNo ratings yet
- Learning Activity Sheet In: Computer Systems ServicingDocument12 pagesLearning Activity Sheet In: Computer Systems ServicingCarvalds 0315No ratings yet
- India's Power Industry History and FutureDocument11 pagesIndia's Power Industry History and FutureMinesh Chand MeenaNo ratings yet
- DATASHEET Transistor 13003ADDocument4 pagesDATASHEET Transistor 13003ADCarlos MoraNo ratings yet