Professional Documents
Culture Documents
PDF Astm A325 2014pdf Compress
Uploaded by
emfsp011Original Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
PDF Astm A325 2014pdf Compress
Uploaded by
emfsp011Copyright:
Available Formats
Designation: A325 − 14 American Association
State Highway and
Transportation Officials
Standard
Standard AASHTO No.: M 164
Standard Specification for
Structural Bolts, Steel, Heat Treated, 120/105 ksi Minimum
Tensile Strength1
This standard is issued under the fixed designation A325; the number immediately following the designation indicates the year of
original
original adoption or, in the case of revis
revision,
ion, the year of last revision.
revision. A number in paren
parenthese
thesess indicates the year of last reappr
reapproval.
oval. A
superscript epsilon (´) indicates an editorial change since the last revision or reapproval.
This standard has been approved for use by agencies of the U.S. Department of Defense.
1. Sco
Scope*
pe* 1.6 Term
ermss use
used
d in thi
thiss spe
specific
cificatio
ation
n are defi
defined
ned in Term
ermi-
i-
specification2 covers two types of quenched and
1.1 This specification nology F1789
F1789..
tempered steel heavy hex structural bolts having a minimum 1.7 The followin
followingg safety
safety hazard
hazard caveat
caveat pertains
pertains only
only to the
tensile strength of 120 ksi for sizes 1.0 in. and less and 105 ksi test met
method
hodss por
portio
tion,
n, Sec
Sectio
tion
n 10
10,, of thi
thiss spe
specifi
cificati
cation:
on:This
for sizes over 1.0 to 1 1⁄2 in., inclusive. standard does not purport to address all of the safety concerns,
1.2 The bolts are intended for use in structural connection
connections.
s. if any, associated with its use. It is the responsibility of the user
These connections are comparable to those covered under the of thi
thiss sta
standa
ndard
rd to esta
establis
blish
h app
approropri
priate
ate saf
safety
ety and hea
health
lth
requirements of the Specification for Structural Joints Using practices and determine the applicability of regulatory limita-
High-Stre
High-S trengt
ngth
h Bolt
Bolts,
s, app
approv
roved
ed by the Rese
Researc
arch
h Cou
Counci
ncill on tions prior to use.
Structural
Structural Conne
Connections;
ctions; endorsed by the American Institute of
2. Referenc
Referenced
ed Documents
Steel Construction and by the Industrial Fastener Institute.
2.1 ASTM Standards:3
1.3 The bolts are furnished
furnished in sizes 1⁄2 tto
o 11⁄2 in., inclusive.
A194/A194M Specificat
Specification
ion for Carbon and Alloy Steel Nuts
They are designated by type, denoting chemical composition as
for Bolts for High Pressure or High Temperature Service,
follows:
or Both
Type Description
A325M SpeSpecific
cificatio
ation
n for Str
Struct
uctura
urall Bolt
Bolts,
s, Stee
Steel,
l, Hea
Heatt
-
Treated 830 MPa Minimum Tensile Strength (Metric)
-
`
Type 1
Type `
,
`
,
Medium car
Medium carbon
bon,, car
carbon
bon bor
boron,
on, or med
medium
ium car
carbon
bon all
alloy
oy ste
steel.
el.
`
Typ
ype
e2 ,
,
,
`
With
Withdr
draw
awn n in No
Novevemb
mber
er 19
1991
91.. A449 Specification for Hex Cap Screws, Bolts and Studs,
Typ
ype
e3 Wea
eath
ther
erin
ingg st
stee
eel.
l.
,
`
`
`
`
`
`
,
Steel,
Steel, Hea
Heatt Tr
Treate
eated,
d, 120
120/10
/105/9
5/90
0 ksi Min
Minimu
imumm Tens
ensile
ile
NOTE 1—Bo
`
`
`
,
1—Boltslts for general applic
applications
ations,, includ
including
ing anchor bolts
bolts,, are Strength, General Use
,
covered
covere d by Speci
`
`
Specificatio
ficationn A449
A449.. Als
Also
o refer to Specifi
Specification
cation A449 for
,
,
` A563 Specification for Carbon and Alloy Steel Nuts
quenched and tempered steel bolts and studs with diameters greater than
`
-
`
A751 Test Methods, Practices, and Terminology for Chemi-
-
`
11⁄2 in. but with simila
,
,
`
,
,
similarr mecha
mechanical
nical properties.
properties.
`
,
` cal Analysis of Steel Products
1.4 The values stated in inch-poun
,
,
`
-
inch-pound
d units are to be regar
regarded
ded
-
-
as standard. No other units of measurement are included in this B695 Specification for Coatings of Zinc Mechanically De-
posited on Iron and Steel
standard.
D3951 Practice for Commercial Packaging
NOTE 2—A complete metric companion to Specification A325 has been F436 Specification for Hardened Steel Washers
developed, Specification A325M
A325M;; the
theref
refore
ore,, no met
metric
ric equ
equiva
ivalen
lents
ts are F606 Test Methods for Determining the Mechanical Proper-
presented
presented in this speci
specificatio
fication.
n.
ties of Ext
Extern
ernally
ally and Int
Intern
ernally
ally Thr
Thread
eaded
ed Fas
Fastene
teners,
rs,
1.5 This specification
specification is applic
applicable
able to heavy hex structural
structural Washers, Direct Tension Indicators, and Rivets
bolts only. For bolts of other configurations and thread lengths F788/F788M Spe
Specific
cificatio
ation
n for Sur
Surfac
facee Dis
Discon
continu
tinuitie
itiess of
with similar mechanical properties, see Specification A449
A449.. Bolts, Screws, and Studs, Inch and Metric Series
F959 Specifi
Specification
cation for Compr
Compressible
essible-W
-Washer
asher-T
-Type
ype Direct
1
This specification
specification is under the jurisd
jurisdictio
iction
n of ASTM Commi
Committee
ttee F16 on Tension Indicators for Use with Structural Fasteners
Fasteners and is the direct respo
Fasteners responsibil
nsibility
ity of Subco
Subcommitte
mmitteee F16.02 on Steel Bolts,
Nuts, Rivets and Washers.
Current
Curre nt editi
edition
on appro
approved
ved Sept. 1, 2014. Published
Published Septe
September
mber 2014. Origin
Originally
ally
approved in 1964. Last previous edition approved in 2010 as A325 – 10 1. DOI: ε 3
For referenced ASTM standards, visit the ASTM website, www.astm.org, or
10.1520/A0325-14. contact ASTM Customer Service at service@astm.org. For Annual Book of ASTM
2
For ASME Boiler and Pressure Vessel Code applications see related Specifi- Standards volume information, refer to the standard’s Document Summary page on
cation SA-325 in Section II of that Code. the ASTM website.
*A Summary of Changes section appears at the end of this standard
Copyright © ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959. United States
Provided by IHS under license with ASTM 1Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
F1136 SSpecifica
pecification
tion for Zinc/A
Zinc/Aluminu
luminum m Corro
Corrosion
sion Protec
Protec-- 3.2 Recommended Nuts:
tive Coatings for Fasteners 3.2.1 Nuts conforming
conforming to the requir
requirements
ements of Specification
Specification
F1470 Pra
Practic
cticee for Fas
Fasten
tener
er Sam
Sampli
pling
ng for Spe
Specifi
cified
ed Me- A563 are the rec
recomm
ommend
ended
ed nut
nutss for use wit
with
h Spe
Specific
cificatio
ation
n
chanical
chanic al Prope
Properties
rties and Perfo
Performanc
rmancee Inspe
Inspection
ction A325 heavy hex structural bolts. The nuts shall be of the class
F1789 Terminology for F16 Mechanical Fasteners and have a surface finish for each type of bolt as follows:
F2329 Spe
Specifi
cificati
cation
on for ZinZincc Coa
Coatin
ting,
g, Hot
Hot-Di
-Dip,
p, Req
Requir
uire-
e- Bolt Type and Finish Nut Class and Finish
ments for Application to Carbon and Alloy Steel Bolts,
Screws, Washers, Nuts, and Special Threaded Fasteners 1, plain (noncoated) A563-C,
A563 -C, C3, D, DH, DH3,
plain
G101 Guide for Estimating the Atmospheric Corrosion Re-
sistance of Low-Alloy Steels 1, zinc coated A563-DH,
A563-DH, zinc coated
2.2 ASME Standards:4 1, coated in accordance with A563–DH coated in accor-
A563–DH
B 1.1 Unified Screw Threads Specification F1136
F1136,, Grade dance with Specification
B 18.2.6 Fasteners for Use in Structural Applications 3 F1136,, Grade 5
F1136
B 18.24 Par
Partt Ide
Identifi
ntificati
cation
on Num
Number
ber (PI
(PIN)
N) Cod
Codee Sys
System
tem 3, plain A563-C3,
A563-C3, DH3, plain
Standard for B18 Fastener Products
3.2.2 Alternatively, nuts
nuts conforming to Specification A194/
2.3 RCSC Standard:5
A194M Gr. 2H are considered a suitable substitute for use with
Specific
Spe cificatio
ation
n for StruStructur
ctural
al Joi
Joints
nts Usin
Using g Hig
High-S
h-Stren
trength
gth
Specification A325 Type 1 heavy hex structural bolts.
Bolts
3.2.3 When Specificatio
Specificationn A194/A194M Gr. 2H zinc-coated
3. Orde
Ordering
ring Information
Information nuts are supplied, the zinc coating, overtapping, lubrication,
and rot
rotatio
ational
nal cap
capacit
acity
y test
testing
ing sha
shall
ll be in acco
accorda
rdance
nce wit
with
h
3.1 Order
Orderss for heavy hex structural
structural bolts under this speci- Specification A563
A563..
fication shall include the following:
3.1.1 Quanti
Quantityty (number of pieces of bolts and accessories).
accessories). 3.3 Recommended Washers:
3.1.2 Size, includ
including
ing nominal bolt diamete
diameter,
r, thread pitch, 3.3.1 Washers
Washers confo
conforming
rming to Specifi
Specification
cation F436 are th
thee
and bolt length. recommended washers
hex structural bolts. Thefor use with
washers Specification
shall A325
have a surface heavy
finish for
3.1.3 Name of product, heavy hex structural
structural bolts.
3.1.4 When bolts threaded
threaded full length are required, Supple-
Supple- each type of bolt as follows:
mentary Requirement S1 shall be specified. Bolt Type and Finish Washer Finish
3.1.5 Type of bolt: Type
Type 1 or 3. When type is not specifispecified,
ed,
1, plain (uncoated) plain (uncoated)
either Type 1 or Type 3 shall be furnished at the supplier’s
option. 1, zinc coated zinc coated
3.1.6 ASTM designation
designation and year of issue.
1, coated in accordance with coated in accordance with Speci-
3.1.7
3.1.7 Oth
Other
er com
compon
ponents
ents such as nutnuts,s, was
washer
hers,
s, and com- Specification F1136
F1136,, Grade 3 fication F1136
F1136,, Grade 3
pressible washer-type direct-tension indicators, if required.
3.1.7.
3.1.7.1
1 Whe
When n suc
suchh oth
other
er com
compon
ponent
entss are spe
specifie
cifiedd to be 3, plain weathering steel, plain
furnis
furnished
hed,, als
also
o sta
state
te “Nu
“Nuts,
ts, was
washer
hers,s, and dir
direct
ect ten
tensio
sion
n 3.4 Other Accessories:
indicators,
indicat ors, or combin
combination
ation thereof, shall be furnfurnished
ished by lot 3.4.1 When compressible
compressible washer
washer type direct tension
tension indica-
number.” tors
tors ar
aree sp
spec
ecifi
ified
ed to be usused
ed wi
with
th th
these
ese bo
bolts
lts,, th
they
ey sh
shall
all
3.1.8 Zin
Zincc Coa
Coatin g—Sp
ting— Spec
ecif
ify
y th
thee zizinc
nc co
coati
ating
ng prproc
oces
esss conform
confo rm to Specific
Specification
ation F959
F959,, Type 325.
required,
Aluminumfor example,Protective
Corrosion hot dip, mechanically
Coating or nodeposited,
preferenceZinc/
(see 4. Mate
Material
rialss and Manufacture
Manufacture
4.3).
4.3 ). -
4.1 Heat Treatment: -
-
`
3.1.9 Oth
Other
er Finish es—Spe
Finishes— Specif
cify
y oth
other
er pro
protect
tective
ive fini
finish,
sh, if
,
,
`
,
4.1.1 Ty
Typepe 1 bolts produced from medium carbon steel shall `
,
,
required. `
,
,
be ququen
ench
cheded in a liqliqui
uidd med
mediuium
m frfrom
om ththee au
aust
sten
eniti
itizin
zing
g `
-
`
3.1.10
3.1.10 Test reports, if required (see Section 13
13)).
-
`
`
,
temperature. Type 1 bolts produced from medium carbon steel ,
`
`
3.1.11
3.1.11 Suppl
Supplementar
ementary y or special requir
requirements,
ements, if requir
required.
ed. ,
,
`
to wh
which
ich chchro
romi
miumum,, ni
nick
ckel,
el, mo
moly
lybd
bden
enum
um,, or bo
boro
ronn we
were
re `
`
,
3.1.12
3.1.12 For establishment
establishment of a part identifying
identifying system, see `
`
`
intenti
intentiona
onally
lly add
addeded sha
shall
ll be que
quench
nched
ed onl
only
y in oil fro
from
m the
`
`
`
ASME B18.24.
,
`
,
,
austenitizing temperature. ,
`
,
`
,
`
NOTE 3—A typical ordering description
description follow
follows:
s: 1000 pieces 11⁄8-7 4.1.2
4.1.2 Type 3 bolbolts
ts shall be que
quench
nched
ed only in oil from the
`
-
-
UNC in. dia × 4 in. long heavy hex structural bolt, Type 1 ASTM A325–02 , austenitizing temperature.
each with one hardened washer, ASTM F436 Type 1, and one heavy hex
nut, ASTM A563 Grade DH. Each compo component
nent hot-dip zinc-c
zinc-coated.
oated. Nuts 4.1.3 Type 1 bolts, regardless of the steel used, and Type 3
lubricated. bolts shall be tempered by reheating to not less than 800°F.
4.2 Threading—Threads shall be cut or rolled.
4
Availab
Av ailable
le from American Socie
Society
ty of Mech
Mechanica
anicall Engin
Engineers
eers (ASME
(ASME), ), ASME 4.3 Zinc Coatin
Coatings,
gs, Hot-D
Hot-Dipip and Mechan
Mechanically
ically Deposited,
Internationall Headq
Internationa Headquarter
uarters,
s, Three Park Ave., New York, NY 10016 10016-5990,
-5990, http:// Zinc/Aluminum Corrosion Protective Coating:
www.asme.org.
5
Avai
vailab
lable
le fro
from
m Ame
Americrican
an Ins
Instit
titute
ute of Ste
Steel
el Con
Constr
struct
uction
ion (AI
(AISC)
SC),, One E. 4.3.1
4.3.1 When zinc
zinc-co
-coated
ated fas
fasten
teners
ers are req
requir
uired,
ed, the pur
pur--
Wacker Dr., Suite 700, Chicago, IL 60601-2001, http://www.aisc.org. chaser shall specify the zinc coating process, for example, hot
Provided by IHS under license with ASTM 2Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
dip, mechan
mechanically
ically depos
deposited,
ited, Zinc/A
Zinc/Aluminu
luminum m Corro
Corrosion
sion Pro- TABLE 1 Chemical Requirements for Type 1 Bolts
tective Coating, or no preference.
4.3.
4. 3.2
2 When ho hot-
t-di
dip
p is spspeci
ecifie
fied,
d, ththee fa
faste
stene
ners
rs sh
shall
all be Carbon Steel
Element
zinc-
zinc-co
coate
ated
d by ththee ho
hot-
t-di
dip
p pr
proc
oces
esss an
and d th
thee co
coat
atin
ing
g sh
shall
all Heat Product
Analysis Analysis
confor
con form
m to the coacoatin
ting
g weig
weight/t
ht/thic
hickne
kness
ss and perperfor
forman
mance
ce
Carbon 0.30–0.52 0.28–0.55
requirements
requir ements of Specific
Specification
ation F2329
F2329.. Manganese, min 0.60 0.57
4.3.3 When mechanically
mechanically deposited
deposited is specified, the fasten- Phosphorus, max 0.040 0.048
Sulfur, max 0.050 0.058
ers shall be zinc-coated by the mechanical deposition process Silicon 0.15–0.30 0.13–0.32
and the coating shall conform to the coating weight/thickness
and per
perfor
forman
mancece req
requir
uireme
ements
nts of Clas
Classs 55 of Spe
Specific
cificatio
ation
n Carbon Boron Steel
B695..
B695 Element
Heat Product
4.3.4 When Zinc/Alumin
Zinc/Aluminum um Corrosion
Corrosion Protective
Protective Coating
Coating Analysis Analysis
Carbon 0.30–0.52 0.28–0.55
is specified, the coating shall conform to the coating weight/ Manganese, min 0.60 0.57
thickness and performance requirements of Grade 3 of Speci- Phosphorus, max 0.040 0.048
fication F1136
F1136.. Sulfur, max 0.050 0.058
Silicon 0.10–0.30 0.08–0.32
4.3.5
4.3 .5 Whe
When n no pre
prefer
ferenc
encee is spe
specifie
cified,
d, the sup
suppli
plier
er sha
shall
ll Boron 0.0005–0.003 0.0005–0.003
furn
fu rnis
ish
h eit
eithe
herr a ho
hot-
t-di
dip
p zi
zinc
nc co
coati
ating
ng in accaccor
orda
danc
ncee wi
with
th
Specification F2329
F2329,, a mechanically deposited zinc coating in Alloy Steel
Element
accordance
accord ance with Specifi
Specification
cation B695
B695,, Cl
Clas
asss 55
55,, or a ZiZinc
nc// Heat Product
Aluminum
Alumin um Corro
Corrosion
sion Protective Coating in accord
accordance
ance with Analysis Analysis
Carbon 0.30–0.52 0.28–0.55
Specification F1136
F1136,, Grade 3. Threaded components (bolts and Manganese, min 0.60 0.57
nuts) shall be coated by the same zinc-coating process and the Phosphorus, max 0.035 0.040
supplier’s option is limited to one process per item with no Sulfur, max 0.040 0.045
Silicon 0.15–0.35 0.13–0.37
mixed processes in a lot. Alloying Elements A A
Alloy Boron Steel
4.4 Lubrication—Whe When n zin
zinc-c
c-coat
oated
ed nut
nutss are ord
ordere
ered
d with Heat Product
thee bo
th bolts
lts,, th
thee nu
nuts
ts sh
shal
alll be lu
lubr
bric
icate
ated
d in acacco
cord
rdan
ance
ce wi
with
th Analysis Analysis
Specification A563A563,, Supplementary Requirement S1, to mini- Carbon 0.30–0.52 0.28–0.55
Manganese, min 0.60 0.57
mize galling. Phosphorus, max 0.035 0.040
Sulfur, max 0.040 0.045
4.5 Secondary Processing: Silicon 0.15–0.35 0.13–0.37
4.5.1
4.5.1 If any pro
process
cessing
ing,, whi
which
ch can afaffec
fectt the mech
mechani
anical
cal Boron 0.0005–0.003 0.0005–0.003
A A
Alloying Elements
properties or performance of the bolts, is performed after the A
Steel, as defined by the Americ
American
an Iron and Steel Institute,
Institute, shall be considered to
initi
initial
al tes
testin
ting,
g, th
thee bo
bolts
lts sh
shall
all be re
retes
teste
ted
d foforr all sp
spec
ecifie
ified
d be alloy when the maximum of the range given for the content of alloying elements
mechanical
mechan ical prop
properties
erties and perfo
performance
rmance requir
requirements
ements afaffected
fected exceeds one or more of the following limits: Manganese, 1.65 %; silicon, 0.60 %;
by the reprocessing. copper, 0.60 % or in which a definite range or a definite minimum quantity of any
of the following elements is specified or required within the limits of the recognized
4.5.2
4.5.2 Whe
When n the sec
second
ondary
ary pro
proces
cesss is hea
heatt tre
treatme
atment,
nt, the field of constr
construction
uctional
al alloy steels: aluminum, chromium up to 3.99 %, cobalt cobalt,,
bolts shall be tested for all specified mechanical properties. Hot columbium, molybdenum, nickel, titanium, tungsten, vanadium, zirconium, or any -
-
-
`
,
other alloying elements added to obtain a desired alloying effect. ,
dip zinc-coated bolts shall be tested for all specified mechani-
`
,
`
,
,
`
,
,
`
-
`
cal properties and
ter rotational alcapacity. Ifl zinc-coated nuts
ts,, are
-
`
relu
relubr
bric
icate
ated
d af
after thee in
th initi
itial rotat
rotatio
iona
nal capaci
capacity
ty tes
tests thee
th `
,
,
`
`
,
assemblies shall be retested for rotational capacity.
,
`
`
5.4 Heats of steel to which bismuth,
bismuth, selenium,
selenium, tellurium, or `
,
`
`
`
`
lead has been intentionally added shall not be permitted for `
`
,
`
5. Chem
Chemical
ical Compositi
Composition
on
,
,
bolts.
,
`
,
`
,
`
`
-
5.1 Type 1 bolts shall be plain carbon steel, carbon boron
boron 5.5 Compli
Compliance
ance with
with 5.4 shall be based on certification that
-
steel, allo
steel, alloy
y ste
steel
el or allo
alloy
y bor
boron
on stee
steell at the man
manufa
ufactu
cturer
rer’s
’s heats of steel having any of the listed elements intentionally
option, conforming to the chemical composition specified in added were not used to produce the bolts.
Table 1.
1.
5.6 Che
Chemica
micall ana
analys
lyses
es sha
shall
ll be per
perfor
formed
med in acco
accorda
rdance
nce
5.2 Type 3 bolts shall be weathering steel and shall conform
conform with Test Methods, Practices, and Terminology A751
A751..
to one of the chemical compositions specified in Table 2. 2. The
selection
selection of the chemica
chemicall composition,
composition, A, B, C, D, E, or F, shall 6. Mechanical Propertie
Propertiess
be at the option of the bolt manufacturer. See Guide G101 for 6.1 Hardness—ThThee bo
bolts
lts sh
shal
alll co
conf
nfor
orm
m to th
thee ha
hard
rdne
ness
ss
methods of estimating the atmospheric corrosion resistance of specified in Table 3.
3.
low alloy steels. 6.2 Tensile Properties:
5.3 Pro
Produc
ductt ana
analys
lyses
es mad
madee on fini
finishe
shed
d bol
bolts
ts rep
repres
resent
enting
ing 6.2.1
6.2 .1 Except
Except as perpermitt
mitted
ed in 6.2.1.1 fo
forr lo
long
ng bobolts
lts an
and
d
each lot sha
shall
ll con
confor
formm to the pro
produc
ductt ana
analys
lysis
is req
requir
uireme
ements
nts 6.2.1.2 fo
forr sho
short
rt bol
bolts,
ts, sizes 1.0
1.00
0 in. and sma
smaller
ller having
having a
1
specified in Tables 1 and 2,2, as applicable. nominal length of 2 ⁄4D and longer, and sizes larger than 1.00
Provided by IHS under license with ASTM 3Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
TABLE
TABLE 2 Chemi
Chemical
cal Requirements
Requirements for Type 3 Heavy Hex Structural BoltsA
Structural
Composition, %
Type 3 BoltsA
Element A B C D E F
Carbon:
Heat analysis 0.33–0.40 0.38–0.48 0.15–0.25 0.15–0.25 0.20–0.25 0.20–0.25
Product analysis 0.31–0.42 0.36–0.50 0.14–0.26 0.14–0.26 0.18–0.27 0.19–0.26
Manganese:
Heat analysis 0.90–1.20 0.70–0.90 0.80–1.35 0.40–1.20 0.60–1.00 0.90–1.20
Product analysis 0.86–1.24 0.67–0.93 0.76–1.39 0.36–1.24 0.56–1.04 0.86–1.24
Phosphorus:
Heat analysis 0.035 max 0.06–0.12 0.035 max 0.035 max 0.035 max 0.035 max
Product analysis 0.040 max 0.06–0.125 0.040 max 0.040 max 0.040 max 0.040 max
Sulfur:
Heat analysis -
0.040 max 0.040 max 0.040 max 0.040 max 0.040 max 0.040 max
-
Product analysis`
`
,
`
0.045 max 0.045 max 0.045 max 0.045 max 0.045 max 0.045 max
,
`
,
,
,
`
Silicon: ,
`
`
`
`
Heat analysis `
`
,
0.15–0.35 0.30–0.50 0.15–0.35 0.25–0.50 0.15–0.35 0.15–0.35
`
Product analysis
`
`
,
,
0.13–0.37 0.25–0.55 0.13–0.37 0.20–0.55 0.13–0.37 0.13–0.37
`
`
,
,
`
`
Copper: -
`
-
`
,
Heat analysis ,
`
,
0.25–0.45 0.20–0.40 0.20–0.50 0.30–0.50 0.30–0.60 0.20–0.40
,
Product analysis`
,
`
,
0.22–0.48 0.17–0.43 0.17–0.53 0.27–0.53 0.27–0.63 0.17–0.43
,
`
-
-
-
Nickel:
Heat analysis 0.25–0.45 0.50–0.80 0.25–0.50 0.50–0.80 0.30–0.60 0.20–0.40
Product analysis 0.22–0.48 0.47–0.83 0.22–0.53 0.47–0.83 0.27–0.63 0.17–0.43
Chromium:
Heat analysis 0.45–0.65 0.50–0.75 0.30–0.50 0.50–1.00 0.60–0.90 0.45–0.65
Product analysis 0.42–0.68 0.47–0.83 0.27–0.53 0.45–1.05 0.55–0.95 0.42–0.68
Vanadium:
B B B B B
Heat analysis 0.020 min
B B B B B
Product analysis 0.010 min
Molybdenum:
B B B B
Heat analysis 0.06 max 0.10 max
B B B B
Product analysis 0.07 max 0.11 max
Titanium:
B B B B B
Heat analysis 0.05 max
B B B B B
Product analysis 0.06 max
A
A, B, C, D, E, and F are classes of material used for Type 3 bolts. Selection of a class shall be at the option of the bolt manufacturer.
B
These elements are not specifi
specified
ed or requir
required.
ed.
TABLE 3 Hardness Requirements for Bolts 6.2.1.1
6.2.1 .1 When the length of the bolt makes full-size testing
Bolt Nominal impractica
imprac tical,
l, mach
machine
ined
d spe
specim
cimens
ens sha
shall
ll be test
tested
ed and sha
shall
ll
Size Length conform to the requirements specified in Table 5. 5. When bolts
in. in. Brinell Rockwell C
are tested by both full-size and machined specimen methods,
Min Max Min Max
the full-size test shall take precedence.
1
⁄2 to 1, in
incl
cl
Less th
Less than
an 253 319 25 34
2D 6.2.1.2 Sizes 1.00 in. and smaller having a nominal length
6.2.1.2
2D and ... 319 ... 34 shorter than 21⁄4D down to 2D, inclusive, that cannot be wedge
over
11⁄8 to 11⁄2, Less than 223 286 19 30 tensile tested shall be axially tension tested full size and shall
incl 3D conf
co nfor
orm
m to th
thee mi
mini
nimu
mum m ten
tensil
silee lo
load
ad anandd pr
proo
ooff lo
load
ad or
3D and ... 286 ... 30
alternate
altern ate proof load specifie
specified d in Table 4.4. Sizes 1.00 in. and
over
D = Nominal diameter or thread size. smaller
sma ller having
having a nom
nomina
inall len
length
gth sho
shorte
rterr tha
than
n 2D and size
sizess
larger than 1.00 in. with nominal lengths shorter than 3 D that
cannot be axially tensile tested shall be qualified on the basis of
hardness.
in. having a nominal length of 3D and longer, shall be wedge
tested fu
tested full
ll si
size
ze an
and
d sh
shall
all co
conf
nfor
orm
m to ththee mi
mini
nimu
mumm we
wedg
dgee 6.2.2 Foracceptance
performed, bolts on which
basedboth hardness
hardness
on tensile and tensionshall
requirements teststake
are
tensile load and proof load or alternative proof load specified in
precedence in the event of low hardness readings.
Table 4.
4. The load achieved during proof load testing shall be
equal to or greater than the specified proof load. 6.3 Rotational Capacity Test:
Provided by IHS under license with ASTM 4Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
TABLE 4 Tensile Load Requirements for Bolts Tested Full-Size lengths other than those required by this specification shall be
Proof Load,B Alternative ordered under Specification A449
A449..
Length Proof
Bolt Size, Threads per Measure- Load,B Yield 7.2 Threads:
Inch, and Series Stress Area,A
Tensile Load,B ment Strength
Designation in.
2
min, lbf Method Method 7.2.1 Uncoated—Th Thre
read
adss sh
shal
alll be th
thee Un
Unifie
ifiedd Co
Coararse
se
Column 1 Column 2 Column 3 Column 4 Column 5 Thread Series
Series as specified in ASME B1.1, and shall have Class
1
⁄2 –13 UNC 0.142 17 050 12 050 13 050 2A tolerances.
5
⁄8 –11 UNC 0.226 27 100 19 200 20 800 7.2.2 Coated—Unless otherwise specified, zinc-coated bolts
3
⁄4 –10 UNC 0.334 40 100 28 400 30 700
to be used with zinc-coated nuts or tapped holes that are tapped
7
⁄8 –9 UNC 0.462 55 450 39 250 42 500
oversize, in accordance with Specification A563A563,, shall have
1–8 UNC
11⁄8 –7 UNC
0.606
0.763
72 700
80 100
51 500
56 450
55 750
61 800
Class 2A threads before hot-dip or
or mechanically deposited zinc
coating. After zinc coating, the maximum limits of pitch and
11⁄4 –7 UNC 0.969 101 700 71 700 78 500
major diameter shall not exceed the Class 2A limit by more
13⁄8 –6 UNC 1.155 121 300 85 450 93 550 than the following amounts:
11⁄2 –6 UNC 1.405 147 500 104 000 113 800
ze Limit, in.A
Oversize
Oversi
A
The stress area is calculated as follows: Nominal Bolt Hot-Dip Mechanical
As 5 0.7854 f D 2 s 0.9743/ n d g 2 Diameter (in.) Zinc Zinc
where: 1
⁄2 0.018 0.012
As = stress are
stress area,
a, in. , 2 9
⁄16 , 5⁄8, 3⁄4 0.020 0.013
D = nomina
nom inall bol
boltt siz
size,
e, and
7
⁄8 0.022 0.015
n = thread
threadss per inc
inch.
h. 1 to 11⁄4 0..024
0 0.016
13⁄8 , 11⁄2 0.027 0.018
B
Loads tabulated are based on the following:
A
Bolt Size, in. Column 3 Column 4 Column 5 Hot-dip zinc nuts are tapped oversize after coating, and mechanical zinc-coated
nuts are tapped oversize before coating.
1
⁄2 to 1, incl 120 000 psi 85 000 psi 92 000 psi
11⁄8 to 11⁄2, incl 105 000 psi 74 000 psi 81 000 psi
7.2.3
7.2 .3 The gaging
gaging limi
limitt for bolts sha
shall
ll be ver
verified
ified during
during
manufacture. In case of dispute, a calibrated thread ring gage of
the same size as the oversize limit in 7.2.2 (Class X tolerance,
6.3.1 Definition—The rotational capacity test is intended to gage tolerance plus) shall be used to verify compliance. The
evaluat
eva luatee the pre
presen
sence
ce of a lub
lubric
ricant
ant,, the ef
effficie
iciency
ncy of the gage shall assemble with hand effort following application of
lubricant, and the compatibility of assemblies as represented by light machine oil to prevent galling and damage to the gage.
the components selected for testing. These inspe
inspections,
ctions, when perfo
performed
rmed to resolv
resolvee contr
controvers
oversyy,
6.3.2 Requirement—Zinc-coated bolts, zinc-coated washers, shall
sha ll be con
conduc
ducted
ted at the fre
freque
quency
ncy specified
specified in the quaquality
lity
and
and zin
zinc-
c-co
coat
ated
ed an
and
d lu
lubr
brica
icated
ted nu
nuts
ts tes
teste
ted
d fu
full
ll siz
sizee in an assurance
assur ance provi
provisions
sions of ASME B18.2
B18.2.6.
.6.
assembled
assemb led joint or tensio
tension
n measur
measuring
ing device, in accord
accordance
ance
with 10.2
10.2,, shall not show signs of failure when subjected to the 8. Wor
Workmanship
kmanship
nut rotation in T Table
able 6. The test shall be performed by the 8.1 The allowable limits, inspection,
inspection, and evaluation of the
responsible
respo nsible party (see Section 14 14)) prior to shipment after zinc surface
surfa ce discon
discontinuitie
tinuities,
s, quenc
quenchh cracks
cracks,, for
forging
ging cracks, head
coating and lubrication of nuts (see 10.2 and Note 4). bursts
bur sts,, she
shear
ar bur
bursts,
sts, sea
seams,
ms, fol
folds,
ds, thr
thread
ead lap
laps,
s, voi
voids,
ds, too
tooll
6.3.3 Accept
Acceptance
ance Criter ion—Th
Criterion— Thee bobolt
lt an
andd nunutt ass
assem
embl
bly
y marks, nicks, and gouges shall be in accordance with Specifi-
shall be considered as non-conforming if the assembly fails to cation F788/F788M
F788/F788M..
pass any one of the following specified requirements:
6.3.3.1
6.3.3 .1 Inabil
Inability
ity to install the assembly to the nut rotation
rotation in 9. Numbe
Numberr of Tests and Retests
Table 6.
6.
6.3.3.
6.3 .3.2
2 Ina
Inabil
bility
ity to rem
remove
ove the nut after insinstall
talling
ing to the 9.1 Testing Responsibility:
-
rotation specified in Table 6.
-
`
` 6. 9.1.1
9.1 .1 Each lot shall be test
tested
ed by the manufact
manufacture
urerr pri
prior
or to
,
shipme
shipment nt in acc
accord
ordanc
ancee wit
withh the lot iden
identific
tificatio
ation
n con
contro
troll
`
,
6.3.3.3
6.3.3 .3 Shear failure
failure of the threads as determined
determined by visual
`
,
,
,
`
,
`
examination of bolt and nut threads following removal.
`
`
`
quality assurance plan in 9.2 through 9.59.5..
`
`
6.3.3.
6.3 .3.4
4 Tors
,
orsion
`
`
`
,
ional
al or tor
torsio
sional
nal/ten
/tensio
sion
n fail
failure
ure of the bolbolt.
t. 9.1.2
9.1 .2 Whe
Whenn bol
bolts
ts are furnish
furnished
ed by a sou
source
rce other
other tha
than
n the
,
`
`
Elongation of the bolt, in the threads between the nut and bolt
,
,
`
manufacturer, the Responsible Party as defined in 14 shall be
`
responsible for assuring all tests have been performed and the
-
`
head, is to be expected at the required rotation and is not to be
-
`
,
,
`
,
classified as a failure.
,
`
,
`
bolts comply with the requirements of this specification (see
,
,
`
-
-
-
4.5).
4.5 ).
7. Dime
Dimension
nsionss 9.2 Purpose of Lot Inspection—The purpose of a lot inspec-
7.1 Head and Body: tion
tion pr
prog
ogra
ram
m is to ensu
ensure
re th
that
at ea
each
ch lo
lott co
conf
nfor
orms
ms to th
thee
7.1.1 The bolts shall conform
conform to the dimensions
dimensions for heavy requirements of this specification. For such a plan to be fully
hex structural bolts specified in ASME B18.2.6. effective it is essential that secondary processors, distributors,
7.1.
7.1.2
2 Th
Thee th
thre
read
ad len
lengt
gth
h sh
shall
all no
nott be ch
chan
ange
ged
d ex
excep
ceptt as and purchasers maintain the identification and integrity of each
provided in Supplementary Requirement S1. Bolts with thread lot until the product is installed.
Provided by IHS under license with ASTM 5Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
TABLE 5 Tensile Strength Requirements for Specimens Machined from Bolts
Bolt
Bolt Di
Diam
ameteter
er,, in
in.. Ten
ensi
sile
le St
Stre
reng
ngth
th,, mi
min,
n, ps
psii (M
(MPa
Pa)) Yiel
Yield
d Stren
Strength
gth,, mi
min,
n, ps
psii (M
(MPa
Pa)) Elon
Elonga
gati
tion
on,, in 4D, mi
min,
n, % Redu
Reduct
ctio
ion
n of Ar
Area
ea,, mi
min,
n, %
1
⁄2 to 1, incl. 120 000 (825) 92 000 (635) 14 35
Over 1 to 11⁄2 105 000 (725) 81 000 (560) 14 35
TABLE 6 Rotational Capacity Test for Zinc-Coated Bolts full-size tests shall occur only in bolt threads and no fracture
Nominal shall occur at the junction of the head and body.
Length Nominal Nut Rotation, degrees 10.1
10 .1.3
.3 Pr
Proo
ooff lo
load
ad shshall
all be de
dete
term
rminined
ed us
usin
ing
g Me
Meth
thod
od 1,
in. (turn)
Length
Len gth Mea
Measur
sureme
ement,
nt, or Met
Method
hod 2, Yield Str
Streng
ength,
th, at the
Up to and including 4 × dia 240 (2⁄3 )
Over 4 × dia, but not 360 (1) option of the manufacturer.
exceeding 8 × dia
Over 8 × dia, but not 420
420 (11⁄6)
10.2 Rotation
Rotationalal Capa city—The zin
Capacity— zinc-c
c-coate
oatedd bol
boltt sha
shall
ll be
exceeding 12 × dia plac
placed
ed in a st stee
eell jo
join
intt or tetens
nsio
ionn me
meas
asur
urin
ing
g de
devi
vice
ce anand
d
Over 12 × dia. Test not applicable assembled with a zinc-coated washer and a zinc-coated and
lubricated nut with which the bolt is intended to be used (see
Note 4). The nut shall have been provided with the lubricant
described in the last paragraph of the Manufacturing Processes
9.3 Lot Method—All bolts shall be processed in accordance section of Specification A563 A563.. The joint shall be one or more
with a lot iden
identific
tificatio
ation-c
n-cont
ontrol
rol qua
quality
lity assu
assuran
rance
ce plan
plan.. The flatt st
fla stru
ructu
ctura
rall ste
steel
el pl
platates
es or fix
fixtu
ture
re st
stack
ack up wiwith
th a to
total
tal
manufa
man ufactu
cturer
rer,, sec
second
ondary
ary pro
process
cessors
ors,, and dis
distrib
tributo
utors
rs sha
shall
ll thickness, including the washer, such that 3 to 5 full threads of
identify and maintain the integrity of each production lot of the bolt are located between the bearing surfaces of the bolt
bolts from raw-material selection through all processing op- head and nut. The hole in the joint shall have the same nominal
erations and treatments to final packing and shipment. Each lot diameter as the hole in the washer. The initial tightening of the
shall be assigned its own lot-identification number, each lot nut shall produce a load in the bolt not less than 10 % of the
shall be tested, and the inspection test reports for each lot shall specified proof load. After initial tightening, the nut position
be retained. shall be marked relative to the bolt, and the rotation shown in
9.4 Lot Defini tion—A lot sh
Definition— shal
alll be a qu
quan
antit
tity
y of un
uniq
ique
uely
ly Table 6 shall be applied. During rotation, the bolt head shall be
identified heavy hex structural bolts of the same nominal size restrained from turning. After the tightening rotation has been
and length produced consecutively at the initial operation from applied, the assembly shall be taken apart and examined for
a single mill heat of material and processed at one time, by the compliance
compli ance with 6.3.3
6.3.3..
NOTE 4—Rotational capacity tests shall apply only to matched assem-
same process, in the same manner so that statistical sampling is
bly lots that contain one A325 bolt, one A563 lubricated nut, and one F436
vali
va lid.
d. Th
Thee id
iden
enti
tity
ty of th
thee lo
lott an
and
d lo
lott in
inte
tegr
grit
ity
y sh
shal
alll be washer that have been zinc coated in accordance with either Specifications
maintained throughout all subsequent operations and packag- F2329 or B695
B695.. Bot
Bothh th
thee bo
bolt
lt an
and
d nu
nutt co
comp
mpon
onen
ents
ts of ththee ma
matc
tche
hed
d
ing. assembly shall be zinc coated using the same process.
9.5 Number of Tests—The minimum number of tests from 11. Inspection
each lot for the tests specified below shall be as follows:
11.1 If the inspection described
11.1 described in 11.2 is required by the
Tests Number of Tests purchaser, it shall be specified in the inquiry and contract or
in Accordance With
order.
Hardness, tensile
11.2 The purchaser’s
11.2 purchaser’s representativ
representativee shall have free entry to
strength, proof load, Practice F1470 all parts of the manufacturer’s works, or supplier’s place of
and rotational capacity
busi
bu sine
ness
ss,, th
that
at co
conc
ncer
ern
n th
thee ma
manunufa
factu
cture
re or su
supp
pply
ly of th
thee
Coating weight/ The referenced coating
thickness specificationA
material ordered. The manufacturer or supplier shall afford the
purchaser’s
purch aser’s representative
representative all reaso
reasonable
nable facilities to satisf
satisfy
y
Surface discontinuities Specification F788/F788M him that the material is being furnished
furnished in accordance with this
Dimensions and ASME B18.2.6
specification. All tests and inspections required by the specifi-
thread fit cation that are requested by the purchaser’s representative shall
be made before shipment, and shall be conducted as not to
A
Practice F1470 applies if the coating specification does not specify a testing interfere unnecessarily with the operation of the manufactur-
frequency.
er’s works or supplier’s place of business.
10. Test Methods 12. Reje
Rejectio
ction
n and Rehe
Rehearin
aring
g
10.1 Tensile, Proof Load, and Hardness: 12.1 Dispo
Disposition
sition of nonconformin
nonconforming
g bolts shall be in accor
accor--
10.1
10.1.1
.1 Tens
Tensile
ile,, pr
proo
ooff lo
load
ad,, an
and
d ha
hard
rdne
ness
ss tes
tests
ts sh
shal
alll be dance with the Practice F1470 section titled “Disposition of
conducted in accordance with Test Methods F606
F606.. Nonconforming Lots.”
10.1.2 Ten
Tensile
sile strength shall be determined using the Wedge
Wedge
or Axial Tension Testing Method of Full Size Product Method 13. Certificatio
Certification
n
or the Machined Test Specimens Method depending on size 13.1
13. 1 Whe
Whenn spe
specifie
cified
d on the pur
purcha
chase
se ord
order
er,, the man
manufa
ufac-
c-
and nominal length as specified in 6.2.1 – 6.2.2.
6.2.2. Fractures on turer or suppl
supplier,
ier, whichever
whichever is the responsible
responsible party as define
definedd
--``,`,`,,,`,``````,```,,``,,``-`-`,,`,,`,`,,`---
Provided by IHS under license with ASTM 6Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
in Section 1414,, shall furnish the purchaser a test reports that 15.3 Marking Location and Methods—All marking shall be
includes
includ es the follow
following:
ing: located on the top of the bolt head and shall be either raised or
13.1.1
13.1. 1 Heat analysis,
analysis, heat numbe
number,
r, and a stateme
statement
nt certify- depressed at the manufacturer’s option.
ing that heats having the elements listed in 5.4 intentionally 15.4 Acceptance Criteria—Bolts which are not marked in
added were not used to produce the bolts, accordance with these provisions shall be considered noncon-
13.1.2
13.1. 2 Results of hardness,
hardness, tensile, and proof load tests, forming and subject to rejection.
13.1.3
13.1. 3 Results of rotational
rotational capacity tests. This shall include
include
the test method used (solid plate or tension measuring device);
device); 15.5 Type and manuf
manufacturer
acturer’s
’s or private label distri
distributor
butor’s
’s
and the stateme
statementnt “ Nuts lubricated”
lubricated” for zinc-coated nuts when identification shall be separate and distinct. The two identifi-
cations shall preferably be in different locations and, when on
shipped
13.1.4
13.1. 4with
Zinczinc-coated bolts, coating weight/thickn
coating measured weight/thickness
ess for the same level, shall be separated by at least two spaces.
coated bolts,
13.1.5
13. 1.5 Statement
Statement of comcomplia
pliance
nce of vis
visual
ual ins
inspec
pectio
tion
n for 16. Pack
Packagin
aging
g and Package Marking
Marking
surface discontinuities (Section 8), 16.1 Packaging:
13.1.
13 .1.6
6 Statemen
Statementt of comcompli
plian
ance
ce wit
with
h dim
dimens
ension
ional
al and 16.1.1
16.1.1 Unless oth
otherw
erwise
ise spe
specifi
cified,
ed, pac
packag
kaging
ing sha
shall
ll be in
thread fit requi
requirement
rements,
s, accordance
accord ance with Practic
Practicee D3951
D3951..
13.1.7
13.1. 7 Lot number and purch
purchase
ase order number,
number, 16.1.2
16.1.2 When zinc coacoated
ted nuts are included
included on the same
13.1.8
13.1. 8 Comple
Completete mailing addre
address
ss of respo
responsible
nsible party,
party, and order as zinc coated bolts, the bolts and nuts shall be shipped
13.1.9
13.1. 9 Title and signature
signature of the individual
individual assigned certi- in the same container.
fication responsibility by the company officers. 16.1.3
16.1.3 When special packag
packaging
ing requirements
requirements are requi
required,
red,
13.2 Failur
Failuree to includ
includee all the required information
information on the they shall be defined at the time of the inquiry and order.
test report shall be cause for rejection. 16.2 Package Marking:
16.2.1
16.2.1 Each shipping
shipping unit shall include
include or be plainly marked
marked
14. Respo
Responsibi
nsibility
lity with the following information:
14.1
14.1 Th
Thee pa
part
rty
y re
resp
spon
onsib
sible
le fo
forr th
thee fa
faste
stene
nerr sh
shal
alll be th
thee 16.2.1.1 ASTM designation
16.2.1.1 designation and type,
organization that supplies the fastener to the purchaser. 16.2.1.2
16.2. 1.2 Size,
16.2.1.3
16.2. 1.3 Name and brand or trademark of the manufacturer
manufacturer,,
15. Pro
Product
duct Marking
Marking 16.2.1.4
16.2. 1.4 Numbe
Numberr of pieces,
15.1 Manufacturer’s Identification—All Type 1 and 3 bolts 16.2.1.5
16.2. 1.5 Lot number; when nuts, washers
washers or direct tension
tension
shall be marked by the manuf
manufacture
acturerr with a uniqu
uniquee identi
identifier
fier to indicat
indicators
ors,, or com
combin
binatio
ation
n the
thereo
reof,
f, are ord
ordere
ered
d with A32
A3255
-
-
`
`
,
`
,
identify the manufacturer or private label distributor, as appro-
`
,
,
,
`
heavy hex structural bolts, the shipping unit shall be marked
,
priate. `
`
`
`
`
with the lot number in addition to the marking required by the
`
applicable product specification,
,
`
15.2 Grade Identification:
`
`
,
,
`
15.2.1
15.2.
`
,
1 Type 1 bolts shall be marked “A325.”
,
`
` “A325.” 16.2.1.6
16.2. 1.6 Purch
Purchase
ase order number,
number, and
-
16.2.1.7
16.2. 1.7 Countr
Country
y of origi
origin.
n.
`
-
15.2
15.2.2
.2 Typ
Typee 3 bobolts
lts sh
shall
all be ma
mark
rked
ed “A
“A32
325”
5” wi
with
th th
thee
`
,
,
`
,
,
`
“A325” underlined. The use of additional distinguishing marks
,
`
,
,
`
-
to indicate that the bolts are weathering steel shall be at the
-
-
17. Keyw
Keywords
ords
manufacturer’s option. 17.1 bolts; carbon
carbon steel;
steel; steel;
steel; structural;
structural; weatheri
weathering
ng steel
SUPPLEMENTARY REQUIREMENTS
The following supplementary
supplementary requirements
requirements shall apply only when specified by the purchaser in the
contract or order. Details of these supplementary requirements shall be agreed upon in writing between
the manufacturer and purchaser. Supplementary requirements shall in no way negate any requirement
of the specification itself.
S1. Bolt
Boltss Threaded
Threaded Full Length hand as far as the thread will permit, shall not exceed the length
S1.1
S1. 1 Bolt
Boltss with nominal
nominal lenlength
gthss equ
equal
al to or sho
shorte
rterr tha
than
n of 21⁄2 threads for bolt sizes 1 in. and smaller, and 3 1⁄2 threads
four time
four timess the nom
nomina
inall bol
boltt dia
diamet
meterer sha
shall
ll be thr
thread
eaded
ed ful
fulll for bolt sizes larger than 1 in.
length. Bolts need not have a shoulder, and the distance from S1.2 Bolts shall be marked in accordance
accordance with Section 15
15,,
the underhead bearing surface to the first complete (full form) except that the symbol shall be “ A325 T” instead of “A325.”
thread, as measured with a GO thread ring gage, assembled by
Provided by IHS under license with ASTM 7Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
A325 − 14
SUMMARY OF CHANGES
Committee F16 has identified the location of selected changes to this standard since the last issue (A325–10 1) ε
that may impact the use of this standard. (Approved September 1, 2014)
(1) Revised —10.1.2 to limi
limitt acce
accepta
ptable
ble fra
fractur
ctures
es to thr
thread
eadss
only.
ASTM International
International takes no positi
position
on respecting the validi
validity
ty of any patent rights assert
asserted
ed in connec
connection
tion with any item mentio
mentioned
ned
in
of this standard.ofUsers
infringement suchof this standard
rights, are their
are entirely expressly advised that determination of the validity of any such patent rights, and the risk
own responsibility.
This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and
if not revised, either reapproved or withdrawn. Your comments are invited either for revision of this standard or for additional standards
and should be addressed to ASTM International Headquarters. Your comments will receive careful consideration at a meeting of the
responsible
respon sible technical
technical committee, which you may attend. If you feel that your comments have not receiv
received
ed a fair hearing you should
make your views known to the ASTM Committee on Standards, at the address shown below.
This standard is copyrighted by ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959,
United States. Individual reprints (single or multiple copies) of this standard may be obtained by contacting ASTM at the above
address
address or at 610-
610-832-
832-9585
9585 (pho
(phone),
ne), 610-
610-832-
832-9555
9555 (fax
(fax),
), or serv
service@
ice@astm
astm.org
.org (e-m
(e-mail)
ail);; or thro
through
ugh the ASTM webs
website
ite
(www.astm.
(www .astm.org).
org). Permission
Permission rights to photocopy the standa
standard
rd may also be secure
secured
d from the Copyri
Copyright
ght Clearance Center,
Center, 222
Rosewood Drive, Danvers, MA 01923, Tel: (978) 646-2600; http://www.copyright.com/
--``,`,`,,,`,``````,```,,``,,``-`-`,,`,,`,`,,`---
Provided by IHS under license with ASTM 8Licensee=T
Licensee=Toyo
oyo Engineering - Jakarta, Indonesia/5960017008,
Indonesia/5960017008, User=Sapta, Ricky Rez
No reproduction or networking permitted without license from IHS Not for Resale, 11/19/2014 18:05:32 MST
You might also like
- Astm A380-17Document13 pagesAstm A380-17EmekaNo ratings yet
- PEM Self Clinching Floating FastenersDocument4 pagesPEM Self Clinching Floating FastenersAce Industrial SuppliesNo ratings yet
- Astm A380 A380m - 17 PDFDocument13 pagesAstm A380 A380m - 17 PDFEzequielRuggiero80% (5)
- Astm-D3567 - 97Document4 pagesAstm-D3567 - 97Bipin Sp100% (1)
- Astm A 572 A 572m 15pdfDocument4 pagesAstm A 572 A 572m 15pdfKartik DoblekarNo ratings yet
- DIN EN10084 - Case Hardening SteelsDocument40 pagesDIN EN10084 - Case Hardening SteelsNicole KeithNo ratings yet
- Astm A666 - StainlesssteelDocument8 pagesAstm A666 - StainlesssteelPeter MohabNo ratings yet
- Astm b571 97 R 13pdfDocument4 pagesAstm b571 97 R 13pdfkishor150688No ratings yet
- ASTM B828 Cobre Soldering PDFDocument7 pagesASTM B828 Cobre Soldering PDFFranco Guillermo Huanca ZuñigaNo ratings yet
- Astm B571Document4 pagesAstm B571Tushar Ranpise100% (2)
- Astm 239 PreceeDocument4 pagesAstm 239 PreceeJesus Antonio Zuniga Martinez100% (1)
- Astm A1082-16Document6 pagesAstm A1082-16romeroberna100% (1)
- API Flange Bolt Wrenches, Hammer Wrenches For Wellheads and BOPs, Size Chart, SDocument2 pagesAPI Flange Bolt Wrenches, Hammer Wrenches For Wellheads and BOPs, Size Chart, Samir aminuddin100% (4)
- Astm c470Document4 pagesAstm c470jem gui50% (2)
- Astm A380 PDFDocument13 pagesAstm A380 PDFaromalara12No ratings yet
- Astm A 123 17 PDFDocument9 pagesAstm A 123 17 PDFVu Ba100% (2)
- Nondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using An Ultrasonic GageDocument4 pagesNondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using An Ultrasonic GageAdrian OrtizNo ratings yet
- Astm C 582Document7 pagesAstm C 582Tanktech TanktechNo ratings yet
- List of MaterialsDocument41 pagesList of MaterialsSourav BasakNo ratings yet
- Astm C 582Document7 pagesAstm C 582Bipin SpNo ratings yet
- Aramco Bolt SizesDocument1 pageAramco Bolt SizesMuhammad Najam AbbasNo ratings yet
- ASTM E2624-09 Torque CalibrationDocument8 pagesASTM E2624-09 Torque CalibrationjpajaroNo ratings yet
- ASTM A1061 A1061M-09 - Testing Multi Wire Steel Strand PDFDocument3 pagesASTM A1061 A1061M-09 - Testing Multi Wire Steel Strand PDFjerin sam kurianNo ratings yet
- Astm C91Document4 pagesAstm C91yayan febriantoNo ratings yet
- Astm d3740Document7 pagesAstm d3740Ezekiel PatawaranNo ratings yet
- Astm A319Document2 pagesAstm A319Mailson RochaNo ratings yet
- ASTM C76-14 Standard Specification For Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument11 pagesASTM C76-14 Standard Specification For Reinforced Concrete Culvert, Storm Drain, and Sewer Pipebenedick barquinNo ratings yet
- Astm C76M-14Document11 pagesAstm C76M-14Wen ZhuNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument4 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceLuis VargasNo ratings yet
- Astm D 1298-12b SG HidrometerDocument8 pagesAstm D 1298-12b SG HidrometerYunizar PutriNo ratings yet
- Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Hot-And Cold-Water Distribution SystemsDocument11 pagesChlorinated Poly (Vinyl Chloride) (CPVC) Plastic Hot-And Cold-Water Distribution SystemsGerardo Lopez GochiNo ratings yet
- Qdoc - Tips - Astm d523 08 Standard Test Method For Specular GloDocument5 pagesQdoc - Tips - Astm d523 08 Standard Test Method For Specular GlofaizNo ratings yet
- A307pdf CompressDocument6 pagesA307pdf Compressalvin dueyNo ratings yet
- Astm c94 Mixed ConcreteDocument13 pagesAstm c94 Mixed ConcreteasdNo ratings yet
- astm-a588-a588m-10-High-Strength Low-Alloy Structural Steel, Up To 50 KsiDocument3 pagesastm-a588-a588m-10-High-Strength Low-Alloy Structural Steel, Up To 50 KsiPablo PerdomoNo ratings yet
- ASTM E1444-E1444M (2021) - Part1Document1 pageASTM E1444-E1444M (2021) - Part1David WongNo ratings yet
- A 354 PDFDocument7 pagesA 354 PDFhassnain iqbalNo ratings yet
- Astm A1058 (2014)Document11 pagesAstm A1058 (2014)Ravichandran DNo ratings yet
- Astm A352a352m 06 Reapproved 2012Document5 pagesAstm A352a352m 06 Reapproved 2012forworkingok1No ratings yet
- Astm 928-2018Document7 pagesAstm 928-2018Gangatharan RamarajNo ratings yet
- PDF Astm c171 - CompressDocument2 pagesPDF Astm c171 - CompressNala BlackfireNo ratings yet
- Determination of The Point Load Strength Index of Rock and Application To Rock Strength ClassificationsDocument12 pagesDetermination of The Point Load Strength Index of Rock and Application To Rock Strength ClassificationsviniciusNo ratings yet
- Astm D 3517Document12 pagesAstm D 3517Rostarina AnggrainiNo ratings yet
- Stainless Steel Bolts, Hex Cap Screws, and StudsDocument8 pagesStainless Steel Bolts, Hex Cap Screws, and StudsJairo GuerreroNo ratings yet
- Structural Steel For Ships Structural Steel For Ships: Standard Specification For Standard Specification ForDocument5 pagesStructural Steel For Ships Structural Steel For Ships: Standard Specification For Standard Specification ForJuan AmaroNo ratings yet
- Astm-E340-2015 MacroataqueDocument11 pagesAstm-E340-2015 MacroataquePablo PerdomoNo ratings yet
- Astm d1194 CompressDocument3 pagesAstm d1194 CompressahmedNo ratings yet
- D 5147 02 Test Method For Sampling Amp Testing Bituminous SheetDocument5 pagesD 5147 02 Test Method For Sampling Amp Testing Bituminous SheetAnshu TechNo ratings yet
- Norma G8 - Cathodic DetachmentDocument9 pagesNorma G8 - Cathodic DetachmentAlex ContrerasNo ratings yet
- Document PDFDocument3 pagesDocument PDFMilagros Noelia Nina ZambranoNo ratings yet
- Flexural Strength of Concrete (Using Simple Beam With Center-Point Loading)Document4 pagesFlexural Strength of Concrete (Using Simple Beam With Center-Point Loading)CHON SaophornNo ratings yet
- Astm A703Document15 pagesAstm A703Samuel TanaNo ratings yet
- D618 Plastic ConditioningDocument4 pagesD618 Plastic ConditioningABHIJIT chowdhuryNo ratings yet
- Clay Lumps and Friable Particles in AggregatesDocument2 pagesClay Lumps and Friable Particles in AggregatesAzam KhanNo ratings yet
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDocument8 pagesDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementDanny Sullcaccori HuamanNo ratings yet
- Astm B695-04-2009Document6 pagesAstm B695-04-2009Danny TriwibowoNo ratings yet
- Stainless Steel Bars and ShapesDocument8 pagesStainless Steel Bars and ShapesAmir Surya HidayahNo ratings yet
- Norma Astm c1609Document5 pagesNorma Astm c1609Danny LiangNo ratings yet
- Norma - ASTM e 1155 Procedure Floor Flatness PDFDocument8 pagesNorma - ASTM e 1155 Procedure Floor Flatness PDFarycywiNo ratings yet
- Practice E1220 - PT Test - Solvent PenetrantDocument6 pagesPractice E1220 - PT Test - Solvent PenetrantAlejandro Suárez100% (1)
- b331 16pdfDocument4 pagesb331 16pdfBayuPermanagagNo ratings yet
- Astm E748 2016Document11 pagesAstm E748 2016Manoj VishwakarmaNo ratings yet
- D 4073 - Tensil-Tear Strength PDFDocument3 pagesD 4073 - Tensil-Tear Strength PDFÁngel Rodríguez IsassiNo ratings yet
- Astm C 582Document4 pagesAstm C 582Solo MosaabNo ratings yet
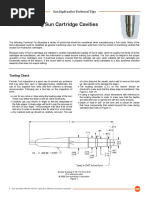
- Manufacturing Sun Cartridge Cavities: Tooling CheckDocument5 pagesManufacturing Sun Cartridge Cavities: Tooling CheckxxshNo ratings yet
- Operation Guide: Tool Clamping SystemsDocument20 pagesOperation Guide: Tool Clamping Systems中国心No ratings yet
- Final Exam Questions ADocument28 pagesFinal Exam Questions AWagner CostaNo ratings yet
- Weldability of P91 SteelsDocument9 pagesWeldability of P91 SteelsAkshay KumarNo ratings yet
- Heat Treatment: Workshop Technology MME 1103Document12 pagesHeat Treatment: Workshop Technology MME 1103Murad Mahmoud Al-hidmiNo ratings yet
- Fundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, IndianDocument35 pagesFundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, Indianyair Enrique Romero OspinoNo ratings yet
- Internship Report On Online Training at Sandvik Asia PVT - LTDDocument10 pagesInternship Report On Online Training at Sandvik Asia PVT - LTDShravani GogawaleNo ratings yet
- Machining Surface Finish ChartDocument4 pagesMachining Surface Finish ChartsunilNo ratings yet
- SERVICEDocument302 pagesSERVICEJUAN MOTABANNo ratings yet
- Electrical Workshop EE-113: Prepared By: Engr. Shafaq EjazDocument53 pagesElectrical Workshop EE-113: Prepared By: Engr. Shafaq Ejazshafaq ejazNo ratings yet
- What Is Peening?: Frequently Asked QuestionsDocument2 pagesWhat Is Peening?: Frequently Asked QuestionstuanNo ratings yet
- ME 192 Odd Sem Workshop Manual 2013 2014 For 1st YearDocument27 pagesME 192 Odd Sem Workshop Manual 2013 2014 For 1st YearRajib Mandal100% (1)
- BS 7371-6-1998 & A1-2011 - (Coating On Metal Fasteners - Part-6 Hot Dipped Galvanized Coating)Document10 pagesBS 7371-6-1998 & A1-2011 - (Coating On Metal Fasteners - Part-6 Hot Dipped Galvanized Coating)Hubli madhusudanaNo ratings yet
- Washpipe Assembly, 3 in Bore, 7.5K, WP-3 Product Manual: Serial Number: Document ID: 17-006 V 2.0Document38 pagesWashpipe Assembly, 3 in Bore, 7.5K, WP-3 Product Manual: Serial Number: Document ID: 17-006 V 2.0ashadNo ratings yet
- Sevak Price ListDocument14 pagesSevak Price ListPentagon LeadNo ratings yet
- EXPERIMENT NO 4 Study and Demonstration of Instruments, Power Tools, Special Purpose Tools PDFDocument9 pagesEXPERIMENT NO 4 Study and Demonstration of Instruments, Power Tools, Special Purpose Tools PDFraumilNo ratings yet
- FlangesDocument30 pagesFlangespganoelNo ratings yet
- Carpentry Shop PDFDocument21 pagesCarpentry Shop PDFfimiwm100% (1)
- Elmex P ListDocument47 pagesElmex P Listbasantjain12345No ratings yet
- RCBDocument35 pagesRCBNesarNo ratings yet
- Introduction To Press Tool DesignDocument118 pagesIntroduction To Press Tool DesignPrashant AmbadekarNo ratings yet
- ASTM Volume 01.03, February 2017 Steel - Plate, Sheet, Strip, Wire Stainless Steel BarDocument3 pagesASTM Volume 01.03, February 2017 Steel - Plate, Sheet, Strip, Wire Stainless Steel BarDIEGO TERANNo ratings yet
- Progressive Report GRP DDocument12 pagesProgressive Report GRP Dbarkandaj0222222No ratings yet
- Manufacturing Process 1 Question BankDocument8 pagesManufacturing Process 1 Question Bankashok PradhanNo ratings yet