You might also like
- NDE Handbook: Non-Destructive Examination Methods for Condition MonitoringFrom EverandNDE Handbook: Non-Destructive Examination Methods for Condition MonitoringKnud G. BøvingRating: 4.5 out of 5 stars4.5/5 (4)
- NDT-OPR-011-31 Rad of Welds ASME V Article 2Document16 pagesNDT-OPR-011-31 Rad of Welds ASME V Article 2diaccessltd_17172961100% (1)
- Ultrasonic Testing ProcedureDocument4 pagesUltrasonic Testing ProcedureAradea Permana100% (1)
- Engineering & Construction: Magnetic Particle Test ProcedureDocument13 pagesEngineering & Construction: Magnetic Particle Test Proceduresoledense5470100% (1)
- QA-NDT-12 ET DNV Classification Note 7Document13 pagesQA-NDT-12 ET DNV Classification Note 7Colin-James Lowe100% (1)
- Api Ut 1Document6 pagesApi Ut 1Ricardo Andres Santamaria Torres100% (1)
- Ut - Gen Proce-API RP 2xDocument6 pagesUt - Gen Proce-API RP 2xmadhunikhil100% (1)
- Ultrasonic Test Procedure1Document8 pagesUltrasonic Test Procedure1MHDNo ratings yet
- Ut 2Document7 pagesUt 2Akhilesh KumarNo ratings yet
- Ultrasonic Examination Procedure: Doc. No.: QUAL/UT/001: of 10 Revision: 00 Date: 25.04.05 1.0Document10 pagesUltrasonic Examination Procedure: Doc. No.: QUAL/UT/001: of 10 Revision: 00 Date: 25.04.05 1.0smsunil12345No ratings yet
- Awsd11 Procedure Ut CompressDocument19 pagesAwsd11 Procedure Ut Compressparag wadekarNo ratings yet
- Ultrasonic Testing Procedure: 1. ScopeDocument10 pagesUltrasonic Testing Procedure: 1. ScopePrashant PuriNo ratings yet
- NDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Document10 pagesNDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Md Abu Hanif RajuNo ratings yet
- PAUT & TOFD Procedure For EOL, VadinarDocument22 pagesPAUT & TOFD Procedure For EOL, Vadinarrupam100% (5)
- UT PROCEDURE NewDocument10 pagesUT PROCEDURE NewMeet Patel100% (3)
- Ut ProcedureDocument12 pagesUt ProcedurerohithNo ratings yet
- Laut ProcedureDocument33 pagesLaut ProcedureGoutam Kumar DebNo ratings yet
- Ut Written InstructionDocument6 pagesUt Written Instructionmm100% (1)
- UT Equipment Calibration ProcedureDocument14 pagesUT Equipment Calibration ProcedureSantanu Saha100% (4)
- Sample of UT InstructionDocument4 pagesSample of UT InstructionIkeNo ratings yet
- PAUT General Work ProceduresDocument16 pagesPAUT General Work Proceduresdiaccessltd_1717296188% (8)
- High Temperature Corrosion Mapping Procedure Rev.1Document14 pagesHigh Temperature Corrosion Mapping Procedure Rev.1nathgsurendra100% (1)
- Ultrasonic Test ProcedureDocument8 pagesUltrasonic Test ProcedureShailendra GhaisasNo ratings yet
- Ut Procedure Selon AsmeDocument9 pagesUt Procedure Selon AsmeMajdi JerbiNo ratings yet
- Ut Procedure OnsDocument10 pagesUt Procedure OnsPARTHNo ratings yet
- Eddy Current Procedure For Surface Inspection On Ferrous & Non-Ferrous WeldmentDocument10 pagesEddy Current Procedure For Surface Inspection On Ferrous & Non-Ferrous Weldmentvsnaiduqc100% (3)
- Api Ut Thickness Procedure PDFDocument7 pagesApi Ut Thickness Procedure PDFShreekanthKannath100% (1)
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 pagesWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Hy Wi Ut 53Document15 pagesHy Wi Ut 53Zulaiha Abdul Rahman100% (1)
- AWSD1.1 Procedure UtDocument19 pagesAWSD1.1 Procedure Utkevin desai50% (2)
- Instruction Writing - (For Single Vee)Document4 pagesInstruction Writing - (For Single Vee)Hoang Diep PhanNo ratings yet
- Fatigue Analysis in Ansys WorkbenchDocument14 pagesFatigue Analysis in Ansys WorkbenchAshokkumar VelloreNo ratings yet
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluNo ratings yet
- Ultrasonic Testing ProcedureDocument12 pagesUltrasonic Testing ProcedureRohit Kumar Mishra100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 pagesDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNo ratings yet
- Measurement of Focal Spots of Industrial X-Ray Tubes by Pinhole ImagingDocument7 pagesMeasurement of Focal Spots of Industrial X-Ray Tubes by Pinhole ImagingERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- 05 Ultrasonic Test Procedure 5004Document11 pages05 Ultrasonic Test Procedure 5004Sefa Kasapoglu100% (1)
- P-003 Ultrasonic Testing ProcedureDocument24 pagesP-003 Ultrasonic Testing ProcedureSaheb Yadav100% (2)
- OI For UT of Laminations-BasicDocument8 pagesOI For UT of Laminations-Basicperogami100% (1)
- Ut Procedure NewDocument10 pagesUt Procedure NewAmit HasanNo ratings yet
- Perancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101Document9 pagesPerancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101eko nurmawanNo ratings yet
- AWSD1 1 Procedure UtDocument19 pagesAWSD1 1 Procedure UtGhilman0529No ratings yet
- Ut-Pro of PlatesDocument2 pagesUt-Pro of PlatesSajid ShaikhNo ratings yet
- PAUT General Work ProcedureDocument16 pagesPAUT General Work ProcedureManoj S100% (1)
- Draft PAUT Specification 16.11.18Document14 pagesDraft PAUT Specification 16.11.18teopan PanNo ratings yet
- UT Test ProcedureDocument21 pagesUT Test ProcedureAmit HasanNo ratings yet
- NDT-TEC-U115A Issue 1 Rev 0 UT Thickness Single Echo ModeDocument2 pagesNDT-TEC-U115A Issue 1 Rev 0 UT Thickness Single Echo ModekorichiNo ratings yet
- 8015-0151-00-Al-Cd 1133-19-Gf-Ogf4-J-Vd-9507-00001 - 00 - Ut ProcedureDocument7 pages8015-0151-00-Al-Cd 1133-19-Gf-Ogf4-J-Vd-9507-00001 - 00 - Ut ProcedureRami KsidaNo ratings yet
- Application Note Using Veo For AWS Inspection PDFDocument10 pagesApplication Note Using Veo For AWS Inspection PDFwiNo ratings yet
- 13UT LinearityDocument3 pages13UT LinearitykattabommanNo ratings yet
- Sample of UT InstructionDocument4 pagesSample of UT InstructionNitesh SrivastavaNo ratings yet
- Ultrasonic Examination ProcedureDocument5 pagesUltrasonic Examination ProcedureZubair Ahmed KhaskheliNo ratings yet
- BP Painting Procedure For High Voltage Holiday Detector ExaDocument2 pagesBP Painting Procedure For High Voltage Holiday Detector Exasteve aNo ratings yet
- NDT-P-032, Ca - Libration of UT Instrument.Document3 pagesNDT-P-032, Ca - Libration of UT Instrument.Mohamed HassanNo ratings yet
- Ndi06 51 00 02 001Document8 pagesNdi06 51 00 02 001Jorge FernandezNo ratings yet
- Ultrasonic Test Procedure: Rev. Date Prepared by Reviewed ApprovedDocument8 pagesUltrasonic Test Procedure: Rev. Date Prepared by Reviewed Approvedkevin desaiNo ratings yet
- Ut ProcedureDocument7 pagesUt Procedurearavindan100% (1)
- UT-Flaw1 Detection Procedure R1 - 2Document25 pagesUT-Flaw1 Detection Procedure R1 - 2George OgbecheNo ratings yet
- PAUT Procedure EEISDocument13 pagesPAUT Procedure EEISZakirUllahNo ratings yet
- Sangov RT R0Document15 pagesSangov RT R0JoelNo ratings yet
- Ultrasonic Examination Procedure Megha Engineering & Infrastructures LimitedDocument10 pagesUltrasonic Examination Procedure Megha Engineering & Infrastructures LimitedMurali YNo ratings yet
- CAES-OPE-UT-PRO-001 (ASME) Rev.0 ENGDocument29 pagesCAES-OPE-UT-PRO-001 (ASME) Rev.0 ENGMA GPNo ratings yet
- Saudi Aramco Test Report: Calibration Test Report - Temperature Recorder SATR-A-2005 24-Mar-16 MechDocument2 pagesSaudi Aramco Test Report: Calibration Test Report - Temperature Recorder SATR-A-2005 24-Mar-16 MechSajid ShaikhNo ratings yet
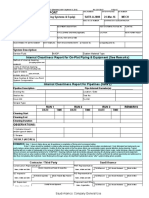
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 24-Mar-16 MechDocument2 pagesSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 24-Mar-16 MechSajid ShaikhNo ratings yet
- Painting ProcedureDocument10 pagesPainting ProcedureSajid ShaikhNo ratings yet
- Saudi Aramco Test Report: Calibration Test Report - Pressure Gauge SATR-A-2002 24-Mar-16 MechDocument2 pagesSaudi Aramco Test Report: Calibration Test Report - Pressure Gauge SATR-A-2002 24-Mar-16 MechSajid ShaikhNo ratings yet
- Saudi Aramco Test Report: Calibration Test Report - Temperature Gauge SATR-A-2003 24-Mar-16 MechDocument2 pagesSaudi Aramco Test Report: Calibration Test Report - Temperature Gauge SATR-A-2003 24-Mar-16 MechSajid ShaikhNo ratings yet
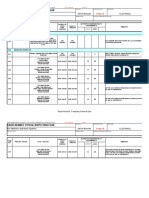
- Saudi Aramco Typical Inspection Plan: Fire Detection and Alarm Systems SATIP-B-014-01 ElectricalDocument18 pagesSaudi Aramco Typical Inspection Plan: Fire Detection and Alarm Systems SATIP-B-014-01 ElectricalSajid ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Emergency Eyewash/Shower System Installation SAIC-B-4002 PlumbDocument6 pagesSaudi Aramco Inspection Checklist: Emergency Eyewash/Shower System Installation SAIC-B-4002 PlumbSajid ShaikhNo ratings yet
- Saudi Aramco Test Report: Calibration Test Report - Pressure Recorder SATR-A-2004 24-Mar-16 MechDocument2 pagesSaudi Aramco Test Report: Calibration Test Report - Pressure Recorder SATR-A-2004 24-Mar-16 MechSajid ShaikhNo ratings yet
- Saic A 1002Document2 pagesSaic A 1002Sajid ShaikhNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistSajid ShaikhNo ratings yet
- Outside Micrometer Measurement: Session 5Document58 pagesOutside Micrometer Measurement: Session 5Sajid ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Soil Sampling, Testing and Review of Test Reports SAIC-A-1001 24-Mar-16 CivilDocument3 pagesSaudi Aramco Inspection Checklist: Soil Sampling, Testing and Review of Test Reports SAIC-A-1001 24-Mar-16 CivilSajid ShaikhNo ratings yet
- Chapter 3: Basic of Applied Mechanical MeasurementDocument112 pagesChapter 3: Basic of Applied Mechanical MeasurementSajid ShaikhNo ratings yet
- CBSE-Class 8 Physics Notes-Part 5Document3 pagesCBSE-Class 8 Physics Notes-Part 5kapsarcNo ratings yet
- Section 5.2 The Modern Periodic Table: Reading StrategyDocument2 pagesSection 5.2 The Modern Periodic Table: Reading StrategyRiley MillerNo ratings yet
- Human Eye Complete - Watermarked PDFDocument13 pagesHuman Eye Complete - Watermarked PDFanandatulNo ratings yet
- Modified Soave-Redlich-Kwong EoS Applied To Mixtures Containing Supercritical CO2Document7 pagesModified Soave-Redlich-Kwong EoS Applied To Mixtures Containing Supercritical CO2Davide Di ZioNo ratings yet
- Week 1: Name: Lokesh Kumar REG NO: 20BCE1683 Subject: Mat1011 - MatlabDocument11 pagesWeek 1: Name: Lokesh Kumar REG NO: 20BCE1683 Subject: Mat1011 - MatlabLOKESH KUMARNo ratings yet
- Civil III Surveying I (10cv34) Question PaperDocument5 pagesCivil III Surveying I (10cv34) Question PaperkirannrgNo ratings yet
- Learning Resource Pack Approval Sheet: Arlac Gricultural NiversityDocument5 pagesLearning Resource Pack Approval Sheet: Arlac Gricultural NiversityJohn Christian MejiaNo ratings yet
- Loop Quantum GravityDocument69 pagesLoop Quantum GravityAnderson BernardiNo ratings yet
- Electricity Comic BookDocument66 pagesElectricity Comic Booklmaolmao100% (2)
- Heat Exchangers: The Effectiveness - NTU MethodDocument15 pagesHeat Exchangers: The Effectiveness - NTU MethodVenkitaraj K PNo ratings yet
- Constraints On Seismic Velocities in The Earth From TraveltimesDocument17 pagesConstraints On Seismic Velocities in The Earth From TraveltimesDigta FernandoNo ratings yet
- Uncoupled Analysis of Stabilizing Piles in Weather PDFDocument13 pagesUncoupled Analysis of Stabilizing Piles in Weather PDFrivai sargawiNo ratings yet
- Geometry Final 2020Document30 pagesGeometry Final 2020Sergio Cuautle JuarezNo ratings yet
- Las-Gen - Chem2 - WK1 - 2Document32 pagesLas-Gen - Chem2 - WK1 - 2Evelyn AndosonNo ratings yet
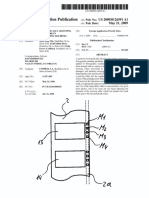
- Patent Application Publication (10) Pub. No.: US 2009/0126591 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2009/0126591 A1Quý Đình Mai MaiNo ratings yet
- Lecture Notes in Nuclear Medicine - Edited Version)Document65 pagesLecture Notes in Nuclear Medicine - Edited Version)Jestia Lyn EngracialNo ratings yet
- Calculation Due To High AltitudeDocument1 pageCalculation Due To High AltitudemanishNo ratings yet
- Bianchi ModelsDocument7 pagesBianchi ModelsShabeela MalikNo ratings yet
- Lagrange Mechanics I: Presented By: Amir Patel PHD (Mechatronics) Cape TownDocument29 pagesLagrange Mechanics I: Presented By: Amir Patel PHD (Mechatronics) Cape TownDaniel JonesNo ratings yet
- Smartlase C150 C350 C350 HD C350 HD+ C350BouDocument212 pagesSmartlase C150 C350 C350 HD C350 HD+ C350Bougeorge andreiNo ratings yet
- Conceptos Basicos - Parte 1Document37 pagesConceptos Basicos - Parte 1Carlos RojasNo ratings yet
- Physics Reference Tables: ContentsDocument17 pagesPhysics Reference Tables: ContentsKumarNo ratings yet
- Student Mentoring Infographics by SlidesgoDocument26 pagesStudent Mentoring Infographics by SlidesgoDarmanNo ratings yet
- Astm D 2126Document3 pagesAstm D 2126Nicola MelaNo ratings yet
- Standard Differentiation (Y11)Document5 pagesStandard Differentiation (Y11)cassNo ratings yet
- ViiiDocument32 pagesViiiShaurya ShubhamNo ratings yet
- Module Two Science Journal Joelle MatarDocument6 pagesModule Two Science Journal Joelle MatarJoelle MatarNo ratings yet