You might also like
- Design and Control of Concrete Mixtures, 14th EdDocument360 pagesDesign and Control of Concrete Mixtures, 14th Edelnazeer100% (12)
- SM-0006900 - G Pulse 120H Service Manual 27dec2018Document636 pagesSM-0006900 - G Pulse 120H Service Manual 27dec2018MacKiiz ซี้แหงแก๋100% (4)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- SM-0000400 - B UP DUO Service ManualDocument434 pagesSM-0000400 - B UP DUO Service ManualMacKiiz ซี้แหงแก๋No ratings yet
- CEFIC AUS32 DEF Quality Assurance GuidanceDocument21 pagesCEFIC AUS32 DEF Quality Assurance GuidanceElisebarreNo ratings yet
- Unit 2.20 - Determination of Solids by Imhoff Cone AnalysisDocument6 pagesUnit 2.20 - Determination of Solids by Imhoff Cone AnalysisRiyanNo ratings yet
- Worldwide Engineering Standards: Neutral Salt Spray (NSS) TestDocument4 pagesWorldwide Engineering Standards: Neutral Salt Spray (NSS) Testjorgesalg100% (2)
- Astm D 4176 PDFDocument4 pagesAstm D 4176 PDFAlexander Amado QuinteroNo ratings yet
- CHEP Mold Mitigation Cleanliness 06102016Document11 pagesCHEP Mold Mitigation Cleanliness 06102016Cesar VilelaNo ratings yet
- Finishes in Textiles: Identification Finishes in Textiles: IdentificationDocument7 pagesFinishes in Textiles: Identification Finishes in Textiles: IdentificationMilagros WieczorekNo ratings yet
- SPM Chemistry Set 9 Paper 3: Answer All Questions The Time Suggested To Complete Question 1 and Question 2 Is 45 MinutesDocument9 pagesSPM Chemistry Set 9 Paper 3: Answer All Questions The Time Suggested To Complete Question 1 and Question 2 Is 45 MinutesMiesya87No ratings yet
- SPE 105049 - Application of Wax Dissolver - SPE 105049Document7 pagesSPE 105049 - Application of Wax Dissolver - SPE 105049Princess OkolomaNo ratings yet
- C 675 - 91 R01 Qzy3nqDocument2 pagesC 675 - 91 R01 Qzy3nqMarceloNo ratings yet
- Catalogo Columna Articulo Con Metodologia 3hpaDocument22 pagesCatalogo Columna Articulo Con Metodologia 3hpaBryan Alexis CastrillonNo ratings yet
- Angus Corrguard 75 TdsDocument2 pagesAngus Corrguard 75 Tdstientrung10a2No ratings yet
- Usp 671 - 42Document6 pagesUsp 671 - 42amitdi001_667397546No ratings yet
- Determination of Adsorptive Capacity of Activated Carbon by Aqueous Phase Isotherm TechniqueDocument4 pagesDetermination of Adsorptive Capacity of Activated Carbon by Aqueous Phase Isotherm Techniquemkaseem74No ratings yet
- Che231 Title Production of Acrylic AcidDocument47 pagesChe231 Title Production of Acrylic AcidArjun ChandraNo ratings yet
- Guidelines For Use and Care of Aminex Resin-Based ColumnsDocument22 pagesGuidelines For Use and Care of Aminex Resin-Based Columns黃英婷No ratings yet
- HPX 87c ManualDocument22 pagesHPX 87c ManualSharini_Mu_oz_137No ratings yet
- Pickling of Carbon Steel PipeworkDocument4 pagesPickling of Carbon Steel PipeworkBruce QuareNo ratings yet
- General Water Treatment For Cooling WaterDocument15 pagesGeneral Water Treatment For Cooling WatergopalvivekNo ratings yet
- Scarabelli 2015Document10 pagesScarabelli 2015damianmonteroNo ratings yet
- Physical Tests / Á671ñ Containers-Performance Testing 1Document8 pagesPhysical Tests / Á671ñ Containers-Performance Testing 1RRR1No ratings yet
- UIBC Liquid: REF Determination of UIBC (Unsaturated Iron-Binding Capacity) (UIBC) in Serum and Plasma IVDDocument2 pagesUIBC Liquid: REF Determination of UIBC (Unsaturated Iron-Binding Capacity) (UIBC) in Serum and Plasma IVDzaraNo ratings yet
- Boldenone UndDocument2 pagesBoldenone UndAhmedNo ratings yet
- M 24-D V M C, W C, D, V S, W S S C: 1.0 Scope and ApplicationDocument8 pagesM 24-D V M C, W C, D, V S, W S S C: 1.0 Scope and Applicationuocmogiandi_aNo ratings yet
- CEMSI-QWI-126 Rev.01 - Laboratory Waste ManagementDocument4 pagesCEMSI-QWI-126 Rev.01 - Laboratory Waste ManagementCristinaNo ratings yet
- CH3 Workover FluidsDocument65 pagesCH3 Workover FluidsWael abo adelNo ratings yet
- ISO9227 Method Statement PDFDocument4 pagesISO9227 Method Statement PDFFadi MagdyNo ratings yet
- ACIRS S2D TR 01 Technical ReportDocument4 pagesACIRS S2D TR 01 Technical ReportJoe HartNo ratings yet
- Unit 2.01 - Measurement of Alpha-GlucanDocument9 pagesUnit 2.01 - Measurement of Alpha-GlucanRiyanNo ratings yet
- Reference Material CertificateDocument2 pagesReference Material CertificateAGATHA RIA BUDIYANANo ratings yet
- Worldwide Engineering Standards: Neutral Salt Spray (NSS) TestDocument4 pagesWorldwide Engineering Standards: Neutral Salt Spray (NSS) TestAkmal NizametdinovNo ratings yet
- Kcmt-163 MT W & Wo Che ReaDocument15 pagesKcmt-163 MT W & Wo Che ReaRavinder KuhadNo ratings yet
- AA - SPEC - GRAVITY - SOP - 5730220 - 01 (Eeee)Document7 pagesAA - SPEC - GRAVITY - SOP - 5730220 - 01 (Eeee)Joe LavaNo ratings yet
- Liquid Penetrant Test ProcedureDocument9 pagesLiquid Penetrant Test ProcedureHammad AminNo ratings yet
- M 24-D V M C, W C, D, V S, W S S C: 1.0 Scope and ApplicationDocument8 pagesM 24-D V M C, W C, D, V S, W S S C: 1.0 Scope and ApplicationSameehu TVNo ratings yet
- Full Download Book Integration and Optimization of Unit Operations Review of Unit Operations From RD To Production Impacts of Upstream and Downstream Process Decisions PDFDocument41 pagesFull Download Book Integration and Optimization of Unit Operations Review of Unit Operations From RD To Production Impacts of Upstream and Downstream Process Decisions PDFlouise.cowell660100% (16)
- 2013 Guideline For Validation of Manual Cleaning and Manual Chemical Disinfection of Medical Devices PDFDocument52 pages2013 Guideline For Validation of Manual Cleaning and Manual Chemical Disinfection of Medical Devices PDFvan roadmanNo ratings yet
- Screening Tests For Enhanced Oil Recovery ProjectsDocument15 pagesScreening Tests For Enhanced Oil Recovery ProjectsMudasar Saeed ChaudhryNo ratings yet
- Amine Rgeneration UnitDocument88 pagesAmine Rgeneration UnitsudhirNo ratings yet
- PR 900 PDFDocument26 pagesPR 900 PDFsanjay ukalkarNo ratings yet
- TM0172 2015 Determining CorrosiveDocument16 pagesTM0172 2015 Determining Corrosiveahmed sobhyNo ratings yet
- APNE11 Datenblatt eDocument12 pagesAPNE11 Datenblatt esabo6181No ratings yet
- Fat NewDocument13 pagesFat NewMohammed ElsenduonyNo ratings yet
- PX LW 75 - AkzoNDocument4 pagesPX LW 75 - AkzoNelbadelcarmensegoviaNo ratings yet
- (Linde) Pkg-01-06-Pap-Lg Cleaning and Degreasing of Cylinders and Cylinder ValvesDocument12 pages(Linde) Pkg-01-06-Pap-Lg Cleaning and Degreasing of Cylinders and Cylinder ValvesPSC PSCNo ratings yet
- Aguas de LastreDocument12 pagesAguas de LastreElias Dalens CastroNo ratings yet
- Handling & Maintenance of DesiccatorsDocument2 pagesHandling & Maintenance of Desiccatorssaadi387100% (1)
- Epa 9014 CianurosDocument13 pagesEpa 9014 CianurosSandra Lara LaraNo ratings yet
- Sulfinol D Evaluation.Document24 pagesSulfinol D Evaluation.Clibert RodríguezNo ratings yet
- Solid-Liquid Extraction Velandia, Panto y VillalobosDocument12 pagesSolid-Liquid Extraction Velandia, Panto y Villalobosjuan jose villalobos moraNo ratings yet
- N4032 - Determination of Trace Chlorine Content in Polyolefins (Revision 2)Document9 pagesN4032 - Determination of Trace Chlorine Content in Polyolefins (Revision 2)Ness U.No ratings yet
- RoClean P112 DATASHEETDocument1 pageRoClean P112 DATASHEETramonmzaNo ratings yet
- Bat 10Document13 pagesBat 10Paul OñaNo ratings yet
- CHAPTER 3 r1Document147 pagesCHAPTER 3 r1Mahrouz MadoNo ratings yet
- Surtec 652 Q: Protection UpgradedDocument3 pagesSurtec 652 Q: Protection UpgradedvgciasenNo ratings yet
- Alfa Laval Purebilge White PaperDocument14 pagesAlfa Laval Purebilge White PaperPaliwal ANo ratings yet
- Drilling Fluids Operations ManualDocument155 pagesDrilling Fluids Operations ManualCarlos Perea100% (3)
- Reactive Distillation: Status and Future DirectionsFrom EverandReactive Distillation: Status and Future DirectionsKai SundmacherRating: 1 out of 5 stars1/5 (1)
- Environmental Analysis and Technology for the Refining IndustryFrom EverandEnvironmental Analysis and Technology for the Refining IndustryNo ratings yet
- Handbook of Synthetic Organic ChemistryFrom EverandHandbook of Synthetic Organic ChemistryRating: 2 out of 5 stars2/5 (1)
- UNIVERSAL CONNECTIVITY BOARD WITH CONNECTASSURE PRODUCT SECURITY WHITE PAPERpdfDocument15 pagesUNIVERSAL CONNECTIVITY BOARD WITH CONNECTASSURE PRODUCT SECURITY WHITE PAPERpdfMacKiiz ซี้แหงแก๋No ratings yet
- Pajunk Core Needle BiposyDocument12 pagesPajunk Core Needle BiposyMacKiiz ซี้แหงแก๋No ratings yet
- Bowa Apg MN031 644 Smoke 2018 05 24 enDocument20 pagesBowa Apg MN031 644 Smoke 2018 05 24 enMacKiiz ซี้แหงแก๋No ratings yet
- Final PrintReview Thesis Arjan Knulst 20170405 PrintSheetSpotDocument230 pagesFinal PrintReview Thesis Arjan Knulst 20170405 PrintSheetSpotMacKiiz ซี้แหงแก๋No ratings yet
- Bipolares Kabel 80100276 enDocument1 pageBipolares Kabel 80100276 enMacKiiz ซี้แหงแก๋No ratings yet
- M0303GB STERIS Connect Apps FlyerDocument2 pagesM0303GB STERIS Connect Apps FlyerMacKiiz ซี้แหงแก๋No ratings yet
- 4.7 Specification of Performance: 4.7.1 100W Short Pulse (Capacitors Voltage 800v)Document5 pages4.7 Specification of Performance: 4.7.1 100W Short Pulse (Capacitors Voltage 800v)MacKiiz ซี้แหงแก๋No ratings yet
- 4.10 Performance Settings Power TableDocument3 pages4.10 Performance Settings Power TableMacKiiz ซี้แหงแก๋No ratings yet
- KollerDocument79 pagesKollerM TáłHà FâróòqNo ratings yet
- Zeitgeist ContentDocument90 pagesZeitgeist ContentColin SNo ratings yet
- Asid, Bes Dan GaramDocument6 pagesAsid, Bes Dan GaramTENGKU AHMAD NAQIUDDIN BIN TENGKU NADZUAN MoeNo ratings yet
- 4-1 - FormworkDocument55 pages4-1 - FormworkFahmi NazriNo ratings yet
- The Requirements For Manufacturing Highly Active or Sensitising Drugs Comparing Good Manufacturing PracticesDocument12 pagesThe Requirements For Manufacturing Highly Active or Sensitising Drugs Comparing Good Manufacturing PracticesCatrinescu OanaNo ratings yet
- Air Pollution Causes and EffectsDocument16 pagesAir Pollution Causes and EffectshajaramirNo ratings yet
- Turn Milk Into Plastic!Document16 pagesTurn Milk Into Plastic!lasavia sandiyegoNo ratings yet
- Astm 194-2017 PDFDocument13 pagesAstm 194-2017 PDFThiago CurvoNo ratings yet
- Basic Organic ChemistryDocument78 pagesBasic Organic Chemistry2E (04) Ho Hong Tat AdamNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary Educationjuliemailyn9No ratings yet
- Delta-Protekt KL 100: Product DescriptionDocument3 pagesDelta-Protekt KL 100: Product DescriptionPaulo Henrique Nascimento100% (1)
- Cellpack Contrax Joints PDFDocument4 pagesCellpack Contrax Joints PDFAmit BhatiaNo ratings yet
- Jotafloor PU Top Coat PDFDocument6 pagesJotafloor PU Top Coat PDFJay Ram DhakalNo ratings yet
- Accurate Label Free Protein Quantitation On The timsTOF ProDocument6 pagesAccurate Label Free Protein Quantitation On The timsTOF Proahmed abo zeadNo ratings yet
- How To Make Your Own Citrus Sunshine PerfumeDocument16 pagesHow To Make Your Own Citrus Sunshine PerfumeMido The ExolNo ratings yet
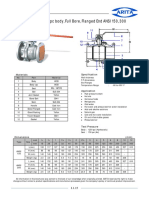
- Catalog Ball Valve ARITADocument1 pageCatalog Ball Valve ARITAAdi Kira YamatoNo ratings yet
- Concentration of ReactantsDocument4 pagesConcentration of ReactantsFernalyn Elaine TabilogNo ratings yet
- Fish Processing and PreservationDocument185 pagesFish Processing and PreservationHONEY LYN GOMEZNo ratings yet
- Electrochemistry - DPP 04Document2 pagesElectrochemistry - DPP 04MehulNo ratings yet
- Soil Chemistry 2-1: The Solid PhaseDocument16 pagesSoil Chemistry 2-1: The Solid PhaseNaren BhalotNo ratings yet
- Environmental Product Declaration Epd UkDocument10 pagesEnvironmental Product Declaration Epd UkSantiago Quinatoa TutilloNo ratings yet
- FP 22 TriantartiDocument9 pagesFP 22 TriantartiAbraham.CastilloNo ratings yet
- Application Note: Analysis of CO With The Jetanizer™Document3 pagesApplication Note: Analysis of CO With The Jetanizer™mardonioandradeNo ratings yet
- NanoparticlesDocument7 pagesNanoparticlessharmiliNo ratings yet
- MCQs Pharmacognosy 4th SemesterDocument28 pagesMCQs Pharmacognosy 4th SemesterAbhinay Khare .03No ratings yet
- HDAX 5200 Low Ash Gas Engine Oil-SDSDocument6 pagesHDAX 5200 Low Ash Gas Engine Oil-SDSrsilayen951No ratings yet
- IKW Recommendation For The Quality Assessment of Product Performance of All-Purpose Cleaners 2014Document10 pagesIKW Recommendation For The Quality Assessment of Product Performance of All-Purpose Cleaners 2014grillowisck antonio carlos da silvaNo ratings yet
- Creep Studies Using Vicker's Microhardness Dwell Time of 60 SDocument12 pagesCreep Studies Using Vicker's Microhardness Dwell Time of 60 SMuhammad Hassaan Bin TariqNo ratings yet