You might also like
- Applicable Codes & Standards For Aramco Projects (Piping)Document107 pagesApplicable Codes & Standards For Aramco Projects (Piping)momin100% (9)
- JSA For Excavation of Fiber Optical Cable WR-501 To WR-617 Community To Petro Rabigh......Document15 pagesJSA For Excavation of Fiber Optical Cable WR-501 To WR-617 Community To Petro Rabigh......Habib ur rahmanNo ratings yet
- JSA For Excavation of Fiber Optical Cable WR-501 To WR-617 Community To Petro Rabigh......Document15 pagesJSA For Excavation of Fiber Optical Cable WR-501 To WR-617 Community To Petro Rabigh......Habib ur rahmanNo ratings yet
- Astm B221-21Document17 pagesAstm B221-21Aluminio Kingtom100% (4)
- Inspection and Test Plan: DESCRIPTION: Manhole ConstructionDocument4 pagesInspection and Test Plan: DESCRIPTION: Manhole ConstructionDelta akathehusky50% (2)
- Temporary Building and Porta Cabin Safety Inspection ChecklistDocument3 pagesTemporary Building and Porta Cabin Safety Inspection ChecklistHabib ur rahman0% (1)
- Saudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureDocument2 pagesSaudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureMAZHARULNo ratings yet
- Blasting, Coating and Painting ProcedureDocument18 pagesBlasting, Coating and Painting Procedureravi ajith100% (16)
- Saep 407 PDFDocument9 pagesSaep 407 PDFRami ElloumiNo ratings yet
- SAEP-352 - Welding Procedures Review and Approval PDFDocument14 pagesSAEP-352 - Welding Procedures Review and Approval PDFsilvrsurfr637No ratings yet
- Scope of Works, Technical Specifications AND Bill of MaterialsDocument16 pagesScope of Works, Technical Specifications AND Bill of MaterialsRoi KimssiNo ratings yet
- WRC Bulletin-297 Searchable PDFDocument89 pagesWRC Bulletin-297 Searchable PDFandrés morantes0% (1)
- ZULUF PROJECT (0-8887) : 10-08643-0005 Saudi Aramco 0-8887-2-P-3130-MC2-A GAS-JGC-MOS-MECH-006 FA NMR Ref NODocument52 pagesZULUF PROJECT (0-8887) : 10-08643-0005 Saudi Aramco 0-8887-2-P-3130-MC2-A GAS-JGC-MOS-MECH-006 FA NMR Ref NORiaz Ali Khan BangashNo ratings yet
- PP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0Document14 pagesPP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0ibrahimNo ratings yet
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- NSH-SAOMPP-CMS-PI-001 Piping FabricationDocument13 pagesNSH-SAOMPP-CMS-PI-001 Piping FabricationNeil JavierNo ratings yet
- 01 Saip 01Document17 pages01 Saip 01munna100% (1)
- SAEP-407 Qualification of Nonmetallic Installers, Supervisors, and InspectorsDocument9 pagesSAEP-407 Qualification of Nonmetallic Installers, Supervisors, and InspectorsUsman AliNo ratings yet
- Technical Specification For Canned Motor Centrifugal Pump UnitDocument36 pagesTechnical Specification For Canned Motor Centrifugal Pump UnitRahulChampNo ratings yet
- NSH SAOMPP CMS PI 007 ReinstatementDocument13 pagesNSH SAOMPP CMS PI 007 ReinstatementNeil JavierNo ratings yet
- 2019 - Saep-1160Document24 pages2019 - Saep-1160smdriyazbashaNo ratings yet
- Saep 310Document39 pagesSaep 310Noura KhaledNo ratings yet
- 560 000 GC P 009Document36 pages560 000 GC P 009wesqui100% (1)
- Saes L 133Document52 pagesSaes L 133AwaisNo ratings yet
- METHOD STATEMENT FOR ADHESIVE BONDED JOINT BONDSTRAND Pts ScopeDocument15 pagesMETHOD STATEMENT FOR ADHESIVE BONDED JOINT BONDSTRAND Pts Scopeqamar qateebNo ratings yet
- Saes L 650Document14 pagesSaes L 650Shawn LeoNo ratings yet
- Procedure No. L&T/ Kkro / Mech / WP 05: Procedure For Ag Piping Fabrication & ErectionDocument10 pagesProcedure No. L&T/ Kkro / Mech / WP 05: Procedure For Ag Piping Fabrication & ErectiondiptiNo ratings yet
- Installation of Fuel Pipe Line Method Statement - CompressDocument10 pagesInstallation of Fuel Pipe Line Method Statement - Compresscutie paaiNo ratings yet
- NSH-SAOMPP-CMS-PI-006-Gasket Installation & Bolt TorquingDocument48 pagesNSH-SAOMPP-CMS-PI-006-Gasket Installation & Bolt TorquingNeil JavierNo ratings yet
- Fabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XDocument6 pagesFabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XAbdulrahman EladawyNo ratings yet
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNo ratings yet
- MS AND JSA SG6427-SY-CN0P-MTD-736-005 - Method Statement of Conduit Installation - RevbDocument25 pagesMS AND JSA SG6427-SY-CN0P-MTD-736-005 - Method Statement of Conduit Installation - Revbbrian sanchezNo ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Post Test Reinstatement & Checklist SAIC-A-2006 31-Dec-14 PipingDocument5 pagesSaudi Aramco Inspection Checklist: Review Procedure - Post Test Reinstatement & Checklist SAIC-A-2006 31-Dec-14 PipingpravinNo ratings yet
- MS For Fabrication & Erection of PipingDocument24 pagesMS For Fabrication & Erection of PipingravikumarNo ratings yet
- MS For Field Instrument, IA Piping & Tubing InstallationDocument10 pagesMS For Field Instrument, IA Piping & Tubing InstallationnoelNo ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Post Test Reinstatement & Checklist SAIC-A-2006 30-Apr-13 PipingDocument15 pagesSaudi Aramco Inspection Checklist: Review Procedure - Post Test Reinstatement & Checklist SAIC-A-2006 30-Apr-13 Pipingpookkoya thangalNo ratings yet
- MS CN0P-MTD-736-007 - Lighting Fixture, Receptacles and Wiring REV CDocument12 pagesMS CN0P-MTD-736-007 - Lighting Fixture, Receptacles and Wiring REV Cbrian sanchezNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- SAEP-385 - Oct 2017 PDFDocument66 pagesSAEP-385 - Oct 2017 PDFAllan Lindo0% (1)
- Saep 1160Document12 pagesSaep 1160Santosh KumarNo ratings yet
- Saic D 2025Document12 pagesSaic D 2025Md ShariqueNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistMAZHARULNo ratings yet
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- 02 Samss 009Document13 pages02 Samss 009YOUSUF KHANNo ratings yet
- Installation of Main Steel Structure/ Platform & Steam SilencerDocument4 pagesInstallation of Main Steel Structure/ Platform & Steam SilencerzhangNo ratings yet
- Galvanic Anode Installation Method of StatementDocument13 pagesGalvanic Anode Installation Method of StatementNeil JavierNo ratings yet
- Pnumatic Test Procedure R0Document7 pagesPnumatic Test Procedure R0faizanAkhtarNo ratings yet
- Saep 1160Document13 pagesSaep 1160Durga Jagan Puppala100% (1)
- 1 SATIP-L-108-01 Valve Installation-Rev 2Document15 pages1 SATIP-L-108-01 Valve Installation-Rev 2Md ShariqueNo ratings yet
- Saic W 2036Document2 pagesSaic W 2036Neelam AhmadNo ratings yet
- Sac Inspection Checklist: SACIC-W-2076 21-Sep-21 Weld Procedure Review: Method Statement & Repair Procedure For API TanksDocument14 pagesSac Inspection Checklist: SACIC-W-2076 21-Sep-21 Weld Procedure Review: Method Statement & Repair Procedure For API Tankshusnain aliNo ratings yet
- Procedure Welding Part 2Document14 pagesProcedure Welding Part 2mohammadNo ratings yet
- SAIC-A-2006 Rev 7Document5 pagesSAIC-A-2006 Rev 7Shyam Sundar GayenNo ratings yet
- Scope of SupplyDocument5 pagesScope of Supplyhammad21No ratings yet
- Saic-A-2006 Rev 62Document5 pagesSaic-A-2006 Rev 62pradeepthalava97No ratings yet
- Adw TR RTCF QP Me 002, Rev.1Document38 pagesAdw TR RTCF QP Me 002, Rev.1Rijwan MohammadNo ratings yet
- Piping KnowledgeDocument106 pagesPiping KnowledgeYo100% (1)
- Saudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldRijwan MohammadNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Welding Insp - Weld Overlay & Cladding Restoration SAIC-W-2021 24-Mar-16 WeldDocument4 pagesSaudi Aramco Inspection Checklist: Pre-Welding Insp - Weld Overlay & Cladding Restoration SAIC-W-2021 24-Mar-16 WeldRijwan MohammadNo ratings yet
- Saep-352, 01.01.2018 PDFDocument15 pagesSaep-352, 01.01.2018 PDFRami ELLOUMI100% (2)
- 18105-Abg-99-Cs-Cal-001 Rev-0 Foundation Design Calculation For Pipe Rack 01PR-01Document31 pages18105-Abg-99-Cs-Cal-001 Rev-0 Foundation Design Calculation For Pipe Rack 01PR-01Retaj AzizNo ratings yet
- Saic W 2036Document2 pagesSaic W 2036Basheer VadakkethilNo ratings yet
- SAIC-A-2006 Rev 6Document16 pagesSAIC-A-2006 Rev 6biplabpal2009No ratings yet
- Sac Inspection Checklist: Procedure Review: WPS For API Tank Construction SACIC-W-2075 21-Sep-21 WeldDocument4 pagesSac Inspection Checklist: Procedure Review: WPS For API Tank Construction SACIC-W-2075 21-Sep-21 Weldhusnain aliNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
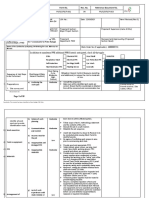
- Tower Light Inspection ChecklistDocument1 pageTower Light Inspection ChecklistHabib ur rahmanNo ratings yet
- MOS For Geo Technical Investigation Report-Apr 15 2024Document21 pagesMOS For Geo Technical Investigation Report-Apr 15 2024Habib ur rahmanNo ratings yet
- Emergency Responce Plan For Gulf CryoDocument22 pagesEmergency Responce Plan For Gulf CryoHabib ur rahman0% (1)
- Risk Assessment UpdatedDocument22 pagesRisk Assessment UpdatedHabib ur rahmanNo ratings yet
- 12 - Power Tools Inspection ChecklistDocument1 page12 - Power Tools Inspection ChecklistHabib ur rahmanNo ratings yet
- 1 - Temporary Materials Storgae AreaDocument1 page1 - Temporary Materials Storgae AreaHabib ur rahmanNo ratings yet
- Mansour Al-Mosaid Construction Division Rabigh-II Refining and Petrochemical Project Construction of Storage Tanks 2 - HCTFDocument1 pageMansour Al-Mosaid Construction Division Rabigh-II Refining and Petrochemical Project Construction of Storage Tanks 2 - HCTFHabib ur rahmanNo ratings yet
- Mansour Al-Mosaid: Rabigh-II Refining and Petrochemical Project Construction of Storage Tanks 2-HCTFDocument1 pageMansour Al-Mosaid: Rabigh-II Refining and Petrochemical Project Construction of Storage Tanks 2-HCTFHabib ur rahmanNo ratings yet
- DW Module 1 PDFDocument11 pagesDW Module 1 PDFZubi KhankhailNo ratings yet
- 2 - Chemical Storage AreaDocument1 page2 - Chemical Storage AreaHabib ur rahmanNo ratings yet
- Untitled PDFDocument48 pagesUntitled PDFakram niaziNo ratings yet
- Instrument Air - Gate Valve Data SheetDocument2 pagesInstrument Air - Gate Valve Data SheetHabib ur rahmanNo ratings yet
- Khalil Ur Rehman: Carrier Objective Accomplishment/StrengthDocument5 pagesKhalil Ur Rehman: Carrier Objective Accomplishment/StrengthHabib ur rahmanNo ratings yet
- Nitrogrn - Gate Valve Data SheetDocument2 pagesNitrogrn - Gate Valve Data SheetHabib ur rahmanNo ratings yet
- Appreciation LetterDocument1 pageAppreciation LetterHabib ur rahmanNo ratings yet
- AQ-W-PQ 9601 (EN) - HSE Programme Site - R1Document87 pagesAQ-W-PQ 9601 (EN) - HSE Programme Site - R1Habib ur rahmanNo ratings yet
- M.S.Al-Suwaidi Industrial Services Co. Ltd. Action Plan For Improvement of Safety PerformanceDocument4 pagesM.S.Al-Suwaidi Industrial Services Co. Ltd. Action Plan For Improvement of Safety PerformanceHabib ur rahmanNo ratings yet
- Installation of Flow Meter Check ListDocument1 pageInstallation of Flow Meter Check ListZulfequar R. Ali Khan100% (2)
- SSV, SSV-D, SSV-M VerdelersDocument7 pagesSSV, SSV-D, SSV-M VerdelersBehi BshNo ratings yet
- The Family Handyman 446 2004 03Document70 pagesThe Family Handyman 446 2004 03Magdolna Tóth-Rektor100% (4)
- DZR Fixed Orifice Commissioning Valve (FODRV) - ISO 228 Parallel Thread, With Regulation, Isolation and Flow Measurement FunctionsDocument7 pagesDZR Fixed Orifice Commissioning Valve (FODRV) - ISO 228 Parallel Thread, With Regulation, Isolation and Flow Measurement FunctionsMd EtNo ratings yet
- Judo Profimat DN - 65-100Document44 pagesJudo Profimat DN - 65-100Toni DlabacNo ratings yet
- RASCO IOM Model C Mechanical Sprinkler Alarm B.613Document4 pagesRASCO IOM Model C Mechanical Sprinkler Alarm B.613jajakaNo ratings yet
- Hot ForgeDocument31 pagesHot ForgeHamed GeramiNo ratings yet
- Ce - FL - Dealer Resources - Documents - 20180717 - Carrier Bryant Midea VRF Installation Checklist v1Document11 pagesCe - FL - Dealer Resources - Documents - 20180717 - Carrier Bryant Midea VRF Installation Checklist v1mikeNo ratings yet
- Manual of Spray Dryer No.4 - AtomizerDocument9 pagesManual of Spray Dryer No.4 - AtomizerM BJNo ratings yet
- Hdpe NICDocument57 pagesHdpe NICsaravananNo ratings yet
- Seamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDocument3 pagesSeamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDarwin DarmawanNo ratings yet
- Corrugated Steel Pipe Design Manual 2008Document636 pagesCorrugated Steel Pipe Design Manual 2008fiercecat100% (1)
- LP250 Anti-Seize From Project Sales CorpDocument1 pageLP250 Anti-Seize From Project Sales CorpProject Sales CorpNo ratings yet
- DC48V Solar Air Conditioner - DeyeDocument4 pagesDC48V Solar Air Conditioner - DeyeMtek Solar energyNo ratings yet
- Estandares AstmDocument22 pagesEstandares AstmAgus HermantoNo ratings yet
- TG Lub Oil FlushingDocument25 pagesTG Lub Oil Flushingsrigirisetty208No ratings yet
- D155A-6 - Field Assembly GEN00078-02Document109 pagesD155A-6 - Field Assembly GEN00078-02Ahmad Muhaimin100% (1)
- API 5L X52 PSL2 SeamlessDocument24 pagesAPI 5L X52 PSL2 Seamlessdemon BerserkNo ratings yet
- Service Instructions "P-1Nn" Single Pressure Compensator, Series F1U ControlDocument20 pagesService Instructions "P-1Nn" Single Pressure Compensator, Series F1U ControlCamilo BarreraNo ratings yet
- Fire Water Tank Design RequirementsDocument23 pagesFire Water Tank Design RequirementsWaseem Siddique100% (1)
- QC Questionery. PIPINGDocument6 pagesQC Questionery. PIPINGMd Sharique100% (2)
- Catalogue Axces Silenciadores de EscapeDocument47 pagesCatalogue Axces Silenciadores de EscapeBenjamín AlainNo ratings yet
- Schedule Quantity FormatDocument12 pagesSchedule Quantity FormatmohdrashidNo ratings yet
- TRM Fire Extinguishing SystemsDocument12 pagesTRM Fire Extinguishing SystemsmariusmihaibNo ratings yet
- Prestressed PipeDocument20 pagesPrestressed PipeNidhu CherianNo ratings yet
- Principles of P&ID DevelopmentDocument10 pagesPrinciples of P&ID DevelopmentGerardoEstebanRodríguezNo ratings yet