You might also like
- Bringing Words To LifeDocument23 pagesBringing Words To LifeKatarina Mijatovic100% (3)
- JNTU B.Tech 1st Year Physics Lab Manual All Experiments PDFDocument51 pagesJNTU B.Tech 1st Year Physics Lab Manual All Experiments PDFAnkush Singh100% (4)
- Ash-Sharh Wal-Ibānah Alā Usūl As-Sunnah Wad-Diyānah Wa Mujānabah Al-Mukhālifīn Wa Mubāyanah Ahlil-Ahwā Al-Māriqīn Also Known... (Ibn Battah Al - Ukbarī Abū Hājar (Translator) )Document296 pagesAsh-Sharh Wal-Ibānah Alā Usūl As-Sunnah Wad-Diyānah Wa Mujānabah Al-Mukhālifīn Wa Mubāyanah Ahlil-Ahwā Al-Māriqīn Also Known... (Ibn Battah Al - Ukbarī Abū Hājar (Translator) )Sazid Mubeen100% (1)
- University of Hargeisa GIT Pharmacology Review Questions: Name:aniisa Muse Ahmed Faculty:midwifery ID:1716642 Class:3ADocument4 pagesUniversity of Hargeisa GIT Pharmacology Review Questions: Name:aniisa Muse Ahmed Faculty:midwifery ID:1716642 Class:3AAniza Mouse100% (1)
- Airbnb 2018 PDFDocument8 pagesAirbnb 2018 PDFyodhisaputraNo ratings yet
- SUMMATIVE TEST NO 3. Aristotle Concept of MotionDocument2 pagesSUMMATIVE TEST NO 3. Aristotle Concept of MotionGeri Isabel Tampus0% (1)
- Autonomy of Art or Dignity of The Artwork? - Agnes HellerDocument20 pagesAutonomy of Art or Dignity of The Artwork? - Agnes HellerProfrFer100% (1)
- Yarn Manufacturing Technology Lab-1 (TXE 206) Final Exam SolutionDocument16 pagesYarn Manufacturing Technology Lab-1 (TXE 206) Final Exam SolutionAlif SheikhNo ratings yet
- Angeles, Rea P - Unit 1 - Methods in Teaching Industrial ArtsDocument2 pagesAngeles, Rea P - Unit 1 - Methods in Teaching Industrial ArtsEthel Rose SorianoNo ratings yet
- WS Assignment No.3Document12 pagesWS Assignment No.3Aishwarya MandhalkarNo ratings yet
- Foundry Shop Lab ReportDocument14 pagesFoundry Shop Lab ReportSanim ZbyrNo ratings yet
- RMP NoteDocument13 pagesRMP NotedgopalballavNo ratings yet
- Study On Basic Knitting Elements of Circular Knitting MachineDocument6 pagesStudy On Basic Knitting Elements of Circular Knitting MachineAlif SheikhNo ratings yet
- SPCC Assignment 3-8Document10 pagesSPCC Assignment 3-8URVI BALEKUNDRINo ratings yet
- Soil Mechanics Lab PCA 2Document8 pagesSoil Mechanics Lab PCA 2Gopal MondalNo ratings yet
- Computer Applications in Ce PCA 2Document8 pagesComputer Applications in Ce PCA 2Gopal MondalNo ratings yet
- Transportation Engineering Lab Pca 2Document6 pagesTransportation Engineering Lab Pca 2Gopal MondalNo ratings yet
- Hydraulic Lab ReportDocument12 pagesHydraulic Lab ReportAYush JaiswalNo ratings yet
- Metrology Lab, Exp 1Document7 pagesMetrology Lab, Exp 1musicjackson4829No ratings yet
- Fabric Manufacturing Technology Lab-1 Final Exam SolutionDocument16 pagesFabric Manufacturing Technology Lab-1 Final Exam SolutionAlif SheikhNo ratings yet
- Phy Exp. 02Document6 pagesPhy Exp. 02Smita DasNo ratings yet
- CatálogoDocument12 pagesCatálogoPBNo ratings yet
- Report 321 Hi PrecisionDocument2 pagesReport 321 Hi Precisionkanna palanichamyNo ratings yet
- Froesy O: SpendimalcoanDocument8 pagesFroesy O: SpendimalcoanSARANSH MOHANTYNo ratings yet
- Cse - 17-Cn-Ca 1Document8 pagesCse - 17-Cn-Ca 1Priyam Chakraborty (Arka)No ratings yet
- Production Process in The Cutting RoomDocument8 pagesProduction Process in The Cutting RoomMd:Asadujjaman NurNo ratings yet
- B.Ech Mesh: Spindllean Vexicadanis Pelaiw W Iok Tablea Ycm TpicaDocument5 pagesB.Ech Mesh: Spindllean Vexicadanis Pelaiw W Iok Tablea Ycm Tpicasaquib ahmadNo ratings yet
- MIS-107-S-05 - Project OutlineDocument10 pagesMIS-107-S-05 - Project OutlineNaznin NipaNo ratings yet
- 392 Introduction To Cyber SecurityDocument6 pages392 Introduction To Cyber Securityrushiborade707No ratings yet
- MT180 User Manual PDFDocument17 pagesMT180 User Manual PDFmario valenzuelaNo ratings yet
- Adobe Scan 01 Apr 2024Document9 pagesAdobe Scan 01 Apr 2024Lavanya 428No ratings yet
- ICT For DevelopmentDocument3 pagesICT For DevelopmentSOUVIK RamaniNo ratings yet
- Nmo Unit 4 Notes JPWDocument17 pagesNmo Unit 4 Notes JPWAbhishek KasurdeNo ratings yet
- SS Imp QuestionsDocument13 pagesSS Imp QuestionsDeepika DNo ratings yet
- FM01 Unit 3 CLG NotesDocument10 pagesFM01 Unit 3 CLG NotesAshita SrivastavaNo ratings yet
- Cover Letter 2020Document1 pageCover Letter 2020Ironman WordNo ratings yet
- DSP Lab Exp 1Document5 pagesDSP Lab Exp 1Adi MohantyNo ratings yet
- CN Expt3Document6 pagesCN Expt3DebarchanNo ratings yet
- Jalal Ben Attia - Update en - CVDocument9 pagesJalal Ben Attia - Update en - CVDonNo ratings yet
- Jalal Ben Attia - Update en - CVDocument9 pagesJalal Ben Attia - Update en - CVDonNo ratings yet
- Port F Ol I O: Moumi Ta DebDocument40 pagesPort F Ol I O: Moumi Ta DebMoumita DebNo ratings yet
- CC 2Document12 pagesCC 2Rohit MaityNo ratings yet
- HMT Exp1 Me032Document5 pagesHMT Exp1 Me032alen r MathewNo ratings yet
- Riddhu's ME-1 Assignments COEP PUNEDocument16 pagesRiddhu's ME-1 Assignments COEP PUNESarvesh SawantNo ratings yet
- Mul-Ti Mode Ultrasonic Thickness Gauge MT180/190 User's ManualDocument17 pagesMul-Ti Mode Ultrasonic Thickness Gauge MT180/190 User's ManualSandeep PrNo ratings yet
- Textile Testing and Quality Control-1 LabDocument51 pagesTextile Testing and Quality Control-1 LabAlif Sheikh100% (3)
- Name Echeafel I Xi Feanyi Regnumber 2017284009 Coursecode Bld312 Courseti Tle Const R Uct I Ont Echnol Ogy2 Date June2021Document4 pagesName Echeafel I Xi Feanyi Regnumber 2017284009 Coursecode Bld312 Courseti Tle Const R Uct I Ont Echnol Ogy2 Date June2021EBOH GODWINNo ratings yet
- Ch-1 Cutting Tools & Cutting MaterialsDocument11 pagesCh-1 Cutting Tools & Cutting MaterialsMd HedayatullahNo ratings yet
- Cost Accounting AssignmentDocument18 pagesCost Accounting AssignmentSri KumaranNo ratings yet
- Katomes: Ttion-TypeDocument20 pagesKatomes: Ttion-TypeRohan SharmaNo ratings yet
- Assignment: Blahenl Selee Technology UalvernlyDocument5 pagesAssignment: Blahenl Selee Technology UalvernlyHosnain RafiNo ratings yet
- Getcha U: Poramminl IncDocument23 pagesGetcha U: Poramminl IncReddy RNo ratings yet
- Abhi Mishra-1Document4 pagesAbhi Mishra-1BIKASH MOHANTYNo ratings yet
- Mefa 1-7Document10 pagesMefa 1-7sharmaaayshi9563No ratings yet
- Bce Ii-3Document6 pagesBce Ii-3ASHUTOSH PADHYNo ratings yet
- ID - 19002014 - TOM LAB - Experiment No. 1Document27 pagesID - 19002014 - TOM LAB - Experiment No. 1Yadnyesh TaleNo ratings yet
- Fe (Subj) : BBA in Marketing: F A (Date) : 21-November-2020Document24 pagesFe (Subj) : BBA in Marketing: F A (Date) : 21-November-2020Aaraf Farhan HabibNo ratings yet
- Cutting ForcesDocument7 pagesCutting ForcesArjun KumarNo ratings yet
- Manufacturing Processes 4-5-1592953812. PrintDocument238 pagesManufacturing Processes 4-5-1592953812. PrintVo Van Duy BaoNo ratings yet
- Manuel Spirometre SP10BTDocument64 pagesManuel Spirometre SP10BTsalemNo ratings yet
- Pythonnotes Uni T1 Thepr Ogr Ammi Ngcycl Eforpyt HonDocument90 pagesPythonnotes Uni T1 Thepr Ogr Ammi Ngcycl Eforpyt HonJava ProjectsNo ratings yet
- LatheDocument16 pagesLatheHarshan SNo ratings yet
- Gutsingk: Tme 504 - 1PDocument10 pagesGutsingk: Tme 504 - 1PGourav SharmaNo ratings yet
- 7611-Article Text-13888-1-10-20181027Document11 pages7611-Article Text-13888-1-10-20181027RoushanNo ratings yet
- Answer The FollowingDocument2 pagesAnswer The FollowingKkkNo ratings yet
- Elective Age Mbly: &lusoygDocument14 pagesElective Age Mbly: &lusoygVenkateshYadavCivarlaNo ratings yet
- Irani Inkelab Imam Khomeni o Shiya MotobadDocument164 pagesIrani Inkelab Imam Khomeni o Shiya MotobadSazid MubeenNo ratings yet
- Ivan Agueli Conference 2019 PDFDocument2 pagesIvan Agueli Conference 2019 PDFSazid MubeenNo ratings yet
- Maktubat 1í 2Document256 pagesMaktubat 1í 2Sazid MubeenNo ratings yet
- EXP 1 FilingDocument16 pagesEXP 1 FilingSazid MubeenNo ratings yet
- Jinnah of Pakistan by Stanley WolpertDocument214 pagesJinnah of Pakistan by Stanley WolpertSazid MubeenNo ratings yet
- Mahmudur Rahman - The Political History of Muslim BengalDocument414 pagesMahmudur Rahman - The Political History of Muslim BengalSazid MubeenNo ratings yet
- PI and PID Controller Tuning Rules - An OverviewDocument7 pagesPI and PID Controller Tuning Rules - An OverviewRobert VillavicencioNo ratings yet
- An Introduction To Mount EverestDocument4 pagesAn Introduction To Mount EverestJihad HasanNo ratings yet
- Sephora's Digital Journey: IBS Center For Management ResearchDocument15 pagesSephora's Digital Journey: IBS Center For Management Researchakriti bawaNo ratings yet
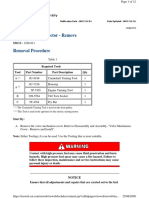
- Electronic Unit Injector - Remove: C6.6 Industrial EngineDocument12 pagesElectronic Unit Injector - Remove: C6.6 Industrial EngineBassieNo ratings yet
- It Didn't Snow On Saturday. It Rained On SaturdayDocument1 pageIt Didn't Snow On Saturday. It Rained On SaturdayAnna Talhammer100% (1)
- Energy and Buildings: F. AsdrubaliDocument9 pagesEnergy and Buildings: F. AsdrubaliBogdan BrieNo ratings yet
- Module 5 Advanced MechanicsDocument60 pagesModule 5 Advanced Mechanicsiknowvictoriassecret49No ratings yet
- ABB Surge Protection - PV ApplicationDocument2 pagesABB Surge Protection - PV ApplicationPeter Vas VasNo ratings yet
- 42 Different Types of Wrenches Explained in Detail Notes PDFDocument24 pages42 Different Types of Wrenches Explained in Detail Notes PDFMuhammad ZainNo ratings yet
- Project Charter.: Project Title:-A Google GlassesDocument3 pagesProject Charter.: Project Title:-A Google GlassesAliceNo ratings yet
- Unauthenticated Download Date - 1/31/17 4:04 AMDocument5 pagesUnauthenticated Download Date - 1/31/17 4:04 AMFahmi RaziNo ratings yet
- DLL English 8 q4 w5Document6 pagesDLL English 8 q4 w5Rovie SaladoNo ratings yet
- TErmination Letter-ContractorDocument1 pageTErmination Letter-ContractorBojoNo ratings yet
- Part - I: Subjective Questions: Introduction To ChemistryDocument7 pagesPart - I: Subjective Questions: Introduction To ChemistryMohini DeviNo ratings yet
- MISSISSIPPI Chanery ClerksDocument7 pagesMISSISSIPPI Chanery Clerks2PlusNo ratings yet
- WGS RXS - FTXS15 24lvjuDocument6 pagesWGS RXS - FTXS15 24lvjuRicky ViadorNo ratings yet
- Inside Job PDFDocument87 pagesInside Job PDFAriel MarascalcoNo ratings yet
- Liquid FuelsDocument8 pagesLiquid FuelsCharles Bonn Kirby MayoNo ratings yet
- E38 Closed Circuit Current TestDocument4 pagesE38 Closed Circuit Current TestCezaryCezasNo ratings yet
- Budget Assignment - Shannon HolmlundDocument4 pagesBudget Assignment - Shannon Holmlundapi-455931355No ratings yet
- 2021 Holiday Consumer Protection GuideDocument61 pages2021 Holiday Consumer Protection GuidePeterBurkeNo ratings yet
- Problems - Tax and BSDocument5 pagesProblems - Tax and BSNguyễn Thùy LinhNo ratings yet
- DWDM Equipment-Alcatel 1620Document28 pagesDWDM Equipment-Alcatel 1620Cvenoth Kumar100% (2)
- En 1 6 009 M 146000Document22 pagesEn 1 6 009 M 146000David AriasNo ratings yet