You might also like
- Bioshock ArtbookDocument78 pagesBioshock ArtbookDino92% (24)
- Hirac (Manhole Installation)Document7 pagesHirac (Manhole Installation)tana50% (2)
- StrategyDocument68 pagesStrategyHerman Nash ZanguimNo ratings yet
- Quality Control and Quality AssuranceDocument22 pagesQuality Control and Quality AssurancejswldeepNo ratings yet
- PH Eur 10.2 IndexDocument36 pagesPH Eur 10.2 IndexLuis SanabriaNo ratings yet
- Unit 3 Lasting Process Control Systems: StructureDocument11 pagesUnit 3 Lasting Process Control Systems: StructureHarry AryanNo ratings yet
- ReportDocument23 pagesReportSalimullahNo ratings yet
- An Analysis Incoming Quality Control of Material in Manufacturing CompanyDocument27 pagesAn Analysis Incoming Quality Control of Material in Manufacturing Companyravindra erabattiNo ratings yet
- NDT and Quality AssuranceDocument28 pagesNDT and Quality AssuranceJAIRONo ratings yet
- DR - Alaa Mashiel: Report About Quality AssuranceDocument13 pagesDR - Alaa Mashiel: Report About Quality Assuranceحسين ميثم سعيد مهديNo ratings yet
- QC Systems PDFDocument48 pagesQC Systems PDFSidi100% (1)
- IMQC Unit 5Document20 pagesIMQC Unit 5sunpreetkaurnandaNo ratings yet
- Quality Control and Quality AssuranceDocument22 pagesQuality Control and Quality Assurancearun231187No ratings yet
- Introduction TTQC IIIDocument42 pagesIntroduction TTQC IIIRounoque ShishirNo ratings yet
- Role of QC & QA in OperationsDocument6 pagesRole of QC & QA in OperationsmaheshNo ratings yet
- TQM TME016 UptuDocument16 pagesTQM TME016 UptuAnkush DhingraNo ratings yet
- Module 7 Construction Project Quality ManagementDocument27 pagesModule 7 Construction Project Quality ManagementOkita SoujiNo ratings yet
- An Updated and Modern Concept of ValidatDocument5 pagesAn Updated and Modern Concept of ValidatlobakNo ratings yet
- Quality Control: Chapter OutlineDocument40 pagesQuality Control: Chapter OutlineLoreine Jane ClaritoNo ratings yet
- 07 Production and Operations Management (Quality Control)Document34 pages07 Production and Operations Management (Quality Control)Naufal ArndoNo ratings yet
- Quality Control, Quality Assurance and Total QualityDocument19 pagesQuality Control, Quality Assurance and Total QualityJennifer SamaniegoNo ratings yet
- Unit 2,3Document113 pagesUnit 2,3Madhav ChablaniNo ratings yet
- Au Moocs CourseDocument23 pagesAu Moocs CoursePRASANTHNo ratings yet
- IMST Unit-7 Dip ME 501Document11 pagesIMST Unit-7 Dip ME 501Kommineni Ravie KumarNo ratings yet
- Chapter-1: Introduction To Textile TestingDocument5 pagesChapter-1: Introduction To Textile TestingsatexNo ratings yet
- IJCRT2101234Document6 pagesIJCRT2101234Fumitsu FurahaNo ratings yet
- A Project ReportDocument13 pagesA Project ReportRahul SehgalNo ratings yet
- Lecture 8-Construction Project Quality ManagementDocument29 pagesLecture 8-Construction Project Quality ManagementjbjuanzonNo ratings yet
- Unit 4 FinalDocument30 pagesUnit 4 Finalsiddharthamudgal99No ratings yet
- Unit-Iii: Quality Control and Materials ManagementDocument39 pagesUnit-Iii: Quality Control and Materials ManagementLAKKANABOINA LAKSHMANARAONo ratings yet
- JT AssignmentDocument13 pagesJT AssignmentDarshanNo ratings yet
- Differences Between QC &QADocument4 pagesDifferences Between QC &QAAnand AthalyeNo ratings yet
- Quality ControlDocument4 pagesQuality Controlfrodo68No ratings yet
- Quality Control of BuildingDocument7 pagesQuality Control of BuildingsrikanthNo ratings yet
- Iem Unit-IvDocument46 pagesIem Unit-IvChadaram Jagadish JagadishNo ratings yet
- Quality Control & Measuremnet BookDocument23 pagesQuality Control & Measuremnet BookLohith GowdaNo ratings yet
- Assigment Quality P03Document35 pagesAssigment Quality P03CarlosNo ratings yet
- محاضرة 1 جودةDocument29 pagesمحاضرة 1 جودةsalmanasserr95No ratings yet
- JASH C JAMES 39, Operations Management AssignmentDocument11 pagesJASH C JAMES 39, Operations Management AssignmentJash JamesNo ratings yet
- Group 5 - Quality ControlDocument31 pagesGroup 5 - Quality Controlkingfearless27No ratings yet
- Quality ManagementDocument69 pagesQuality ManagementVibhaJaiswalNo ratings yet
- CGMP Process ValidationDocument30 pagesCGMP Process Validationliyevig969No ratings yet
- Ieq Report VIRTUALDocument35 pagesIeq Report VIRTUALNamesh KorkeNo ratings yet
- 11 Module VI NotesDocument8 pages11 Module VI NotesHeri TrionoNo ratings yet
- Quality Assurance.: A Presentation OnDocument22 pagesQuality Assurance.: A Presentation Oni WasimNo ratings yet
- Quality: Importance of Quality Assurrance in ManufacturingDocument4 pagesQuality: Importance of Quality Assurrance in ManufacturingJaidev RawatNo ratings yet
- Lecture 1 - Introduction To QCQA PDFDocument11 pagesLecture 1 - Introduction To QCQA PDFAli shayanNo ratings yet
- Process Validation An Essential Process PDFDocument4 pagesProcess Validation An Essential Process PDFTeodoro KaufmanNo ratings yet
- Penerapan Quality Control Circle Dalam Memperbaiki Kualitas Pada Proses Pengelasan Box Karoseri Di PT. XDocument8 pagesPenerapan Quality Control Circle Dalam Memperbaiki Kualitas Pada Proses Pengelasan Box Karoseri Di PT. Xhakim luthfiNo ratings yet
- Quality ControlDocument17 pagesQuality ControlAmi AluminiumNo ratings yet
- Annual Product Quality ReviewDocument6 pagesAnnual Product Quality ReviewwondwossengNo ratings yet
- QC Exam QuestionDocument30 pagesQC Exam QuestionMd. Ahedul IslamNo ratings yet
- 1 Statistical Quality ControlDocument21 pages1 Statistical Quality ControlFerdous SalehinNo ratings yet
- Lecture #1Document26 pagesLecture #1Waqar AhmadNo ratings yet
- Process Validation An Essential Process in Pharmaceutical IndustryDocument4 pagesProcess Validation An Essential Process in Pharmaceutical Industryedgar palominoNo ratings yet
- Module 01Document100 pagesModule 01Essam ZatoutNo ratings yet
- Ality Control and Quality AssuranceDocument22 pagesAlity Control and Quality AssuranceAlice MakeNo ratings yet
- Quality Management Quality Assurance Quality ControlDocument22 pagesQuality Management Quality Assurance Quality ControljennyNo ratings yet
- Critical Parameters Affecting Process ValidationDocument4 pagesCritical Parameters Affecting Process ValidationruydeanzNo ratings yet
- Modeling and Control of Manufacturing SystemDocument47 pagesModeling and Control of Manufacturing Systemjanel_tingNo ratings yet
- Definitions of QualityDocument6 pagesDefinitions of QualityTesfay AbebeNo ratings yet
- Shehwar QCTDocument17 pagesShehwar QCTumrahNo ratings yet
- Wipo Ip WK Nbo 16 T 4Document16 pagesWipo Ip WK Nbo 16 T 4fouad elferdiNo ratings yet
- Quality Control Three StagesDocument1 pageQuality Control Three Stagesfouad elferdiNo ratings yet
- عناصر الاجابةDocument2 pagesعناصر الاجابةfouad elferdiNo ratings yet
- Altrkiz Oalmhalil Alilktrolitia Tshih Slsla Altmarin 2Document7 pagesAltrkiz Oalmhalil Alilktrolitia Tshih Slsla Altmarin 2fouad elferdiNo ratings yet
- Lab 3: Fourier Transform Infrared Spectroscopy (FTIR) : GoalsDocument12 pagesLab 3: Fourier Transform Infrared Spectroscopy (FTIR) : Goalsfouad elferdiNo ratings yet
- Micelles and BilayersDocument3 pagesMicelles and Bilayersfouad elferdiNo ratings yet
- Soap Making - Fact Sheet - 2014 08 22 - enDocument9 pagesSoap Making - Fact Sheet - 2014 08 22 - enfouad elferdiNo ratings yet
- Structure Determination:: Proton 1.00728 U Neutron 1.00866 U Electron 0.00055 UDocument12 pagesStructure Determination:: Proton 1.00728 U Neutron 1.00866 U Electron 0.00055 Ufouad elferdiNo ratings yet
- 3.09 InterpretationDocument10 pages3.09 Interpretationfouad elferdiNo ratings yet
- Study of Defect Characteristics Essential For ET UT RTDocument58 pagesStudy of Defect Characteristics Essential For ET UT RTaldeanucu100% (2)
- 수특라이트 - 기출 7-12강Document39 pages수특라이트 - 기출 7-12강최진주No ratings yet
- Scientific Computing - LESSON 1: Computer Arithmetic and Error Analysis 1Document10 pagesScientific Computing - LESSON 1: Computer Arithmetic and Error Analysis 1Lee Hei LongNo ratings yet
- Hand Splint A ReviewDocument15 pagesHand Splint A ReviewIJRASETPublicationsNo ratings yet
- Quiz Results You Tube Traffic Check Your Knowledge 2023 02 12Document2 pagesQuiz Results You Tube Traffic Check Your Knowledge 2023 02 12David WhitfieldNo ratings yet
- Dice ProbabilityDocument2 pagesDice ProbabilityBarry FongNo ratings yet
- Group 2: Jackline Cletus Mcharo Halima Yusuff Hussein Michonjo James Evelyn Shaibu Makenjura Mosses Ben Device MshoboziDocument32 pagesGroup 2: Jackline Cletus Mcharo Halima Yusuff Hussein Michonjo James Evelyn Shaibu Makenjura Mosses Ben Device MshoboziralphNo ratings yet
- Soal PAS Semester Ganjil 2020 Kelas Xii SMK BR @WFHDocument9 pagesSoal PAS Semester Ganjil 2020 Kelas Xii SMK BR @WFHGunawanNo ratings yet
- MLA Formatting and Style GuideDocument1 pageMLA Formatting and Style GuideE.No ratings yet
- Partnership Lesson PlanDocument6 pagesPartnership Lesson Planapi-667746318No ratings yet
- How To Build A Position II - Done (Lecture Notebook)Document2 pagesHow To Build A Position II - Done (Lecture Notebook)Mary De JesusNo ratings yet
- Condensation Heat Transfer in The Presence If A Ioocosifcisalle GasDocument7 pagesCondensation Heat Transfer in The Presence If A Ioocosifcisalle GasArchit ChandorkarNo ratings yet
- Proposal For Reforestation and Tree Planting-EGIPFDocument12 pagesProposal For Reforestation and Tree Planting-EGIPFJoshua DonatoNo ratings yet
- PDF How It Works Book of Great Inventors Their Creations Imagine Publishing Ebook Full ChapterDocument53 pagesPDF How It Works Book of Great Inventors Their Creations Imagine Publishing Ebook Full Chapterjennifer.gillispie681100% (2)
- Ships and Shipping - Handbook - 1903Document142 pagesShips and Shipping - Handbook - 1903Clyde Steamers100% (13)
- Chemical Engineering NEW CURRICULUM REQUIREMENTS (From Cohort AY2021/22 Onwards) MC Common Curriculum Requirements - See Annex A 60Document3 pagesChemical Engineering NEW CURRICULUM REQUIREMENTS (From Cohort AY2021/22 Onwards) MC Common Curriculum Requirements - See Annex A 60Darren OngNo ratings yet
- MMW Lecture 4.2 Data Management Part 2Document57 pagesMMW Lecture 4.2 Data Management Part 2deniseanne clementeNo ratings yet
- Genetically Modified Foods and The Probable Risks On Human HealthDocument8 pagesGenetically Modified Foods and The Probable Risks On Human HealthdesechaNo ratings yet
- SoporteDocument48 pagesSoportecmaradiagaNo ratings yet
- Freud's Identity of Differential Geometry, The Einstein-Hilbert Equations and The Vexatious Problem of The Energy-Momentum Conservation in GRDocument35 pagesFreud's Identity of Differential Geometry, The Einstein-Hilbert Equations and The Vexatious Problem of The Energy-Momentum Conservation in GRJuani MusmarraNo ratings yet
- Bontragers Textbook of Radiographic Positioning and Related Anatomy 9Th Edition John Lampignano Full ChapterDocument35 pagesBontragers Textbook of Radiographic Positioning and Related Anatomy 9Th Edition John Lampignano Full Chapterjeffrey.dixson260100% (5)
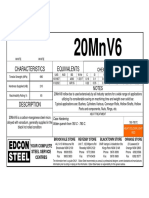
- Characteristics Equivalents: Chemical Analysis (%)Document1 pageCharacteristics Equivalents: Chemical Analysis (%)Ali TalebiNo ratings yet
- Ecocídio Nos CerradosDocument39 pagesEcocídio Nos CerradosRosi RochaNo ratings yet
- Result & Analysis: Attempt 1Document14 pagesResult & Analysis: Attempt 1Niraj KumarNo ratings yet
- Sound and Score. Essays On Sound Score A (001-159) - 99 PDFDocument1 pageSound and Score. Essays On Sound Score A (001-159) - 99 PDFJunior CarvalhoNo ratings yet
- Tugas 2 Bahasa Inggris NiagaDocument3 pagesTugas 2 Bahasa Inggris NiagaRICKY ROSALESNo ratings yet