You might also like
- Welding ConsumablesDocument86 pagesWelding ConsumablesLương Hồ Vũ100% (1)
- 2 Welding TerminologyDocument26 pages2 Welding TerminologynaguNo ratings yet
- 03 Wis5 Defect 2Document46 pages03 Wis5 Defect 2Dương PhúcNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocument41 pagesIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNo ratings yet
- Heat Treatment ProcessesDocument44 pagesHeat Treatment Processesmesa142No ratings yet
- Welding Processes and EquipmentDocument167 pagesWelding Processes and EquipmentTAF150850No ratings yet
- Welding Webinar - 27th JuneDocument106 pagesWelding Webinar - 27th JuneVishnu Vardhan100% (1)
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalNo ratings yet
- TWI CSWIP 3.1 Wis 5 Welding Inspection Weldability: World Centre For Materials Joining TechnologyDocument53 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Weldability: World Centre For Materials Joining TechnologyOnur Altuntaş100% (1)
- 3 ElectricArcWeldingDocument35 pages3 ElectricArcWeldingKirandeep GandhamNo ratings yet
- Heat TreatmentDocument34 pagesHeat Treatmentrahul72No ratings yet
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDocument91 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşNo ratings yet
- Heat Treatment Process: By: Jagdish PampaniaDocument67 pagesHeat Treatment Process: By: Jagdish PampaniabassamNo ratings yet
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 pagesLecture 1-Fundamentals of Welding MetallurgyHamiduNo ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- Welding DefectsDocument77 pagesWelding DefectsBalakumar100% (1)
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Material InspectionDocument25 pagesMaterial InspectionAhmed Gomaa100% (2)
- Casting ProcessesDocument48 pagesCasting ProcessessumikannuNo ratings yet
- Chapter 4 Heat Treatment of SteelDocument29 pagesChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- CSWIP 3.1 Study Book 2013 Rev 2 EditionDocument601 pagesCSWIP 3.1 Study Book 2013 Rev 2 EditionAndrés Maigua100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification and ControlDocument24 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification and ControlOnur Altuntaş100% (1)
- Chapter 7 - Dislocations and Strengethening MechanismsDocument50 pagesChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNo ratings yet
- Phillips, Crystals, Defects and Microstructures (CUP, 2004) (ISBN 0521790050)Document808 pagesPhillips, Crystals, Defects and Microstructures (CUP, 2004) (ISBN 0521790050)Ebru Coşkun100% (1)
- Submerged Arc WeldingDocument64 pagesSubmerged Arc WeldingLương Hồ Vũ100% (1)
- CSWIP GudDocument637 pagesCSWIP GudChinedu Enechukwu100% (1)
- Electromagnetic Wave Propagation (Lecture2)Document53 pagesElectromagnetic Wave Propagation (Lecture2)RJ BedañoNo ratings yet
- ARC WeldingDocument41 pagesARC WeldingAravind Raj100% (1)
- Mill ExtractionDocument10 pagesMill ExtractionBahtiar Yudhistira100% (1)
- Analytical Profiles of Drug Substances and Excipients Volume 29Document325 pagesAnalytical Profiles of Drug Substances and Excipients Volume 29Sudhanshu Singh100% (6)
- Welding MetallurgyDocument30 pagesWelding MetallurgySamanthaPereraNo ratings yet
- Heat Treatment of MetalsDocument44 pagesHeat Treatment of Metalsikram7550100% (2)
- Weld RepairsDocument24 pagesWeld RepairsLương Hồ VũNo ratings yet
- Physical MetallurgyDocument101 pagesPhysical MetallurgySheikh Sabbir Sarforaz100% (1)
- ME 328.3 E5 - Welding MetallurgyDocument41 pagesME 328.3 E5 - Welding Metallurgytbmari100% (1)
- Material BehaviorDocument111 pagesMaterial BehaviorFajar LuqmanNo ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- General Specification FOR Material, Fabrication and Installation of StructureDocument58 pagesGeneral Specification FOR Material, Fabrication and Installation of Structuredang_noex56% (9)
- API Safety and Fire Protection STANDARDSDocument3 pagesAPI Safety and Fire Protection STANDARDShemant1886No ratings yet
- WIS5 Mechanical Testing - 03Document57 pagesWIS5 Mechanical Testing - 03Sầu ĐờiNo ratings yet
- Weldability of Steels: CSWIP 3.1 Welding InspectionDocument105 pagesWeldability of Steels: CSWIP 3.1 Welding InspectionLương Hồ VũNo ratings yet
- Welding Metallurgy IIW Presentation ANB Program Dec 2011Document88 pagesWelding Metallurgy IIW Presentation ANB Program Dec 2011Asad Bin Ala Qatari100% (4)
- Heat Treatment of Welded Structures: CSWIP 3.1welding InspectionDocument25 pagesHeat Treatment of Welded Structures: CSWIP 3.1welding InspectionLương Hồ VũNo ratings yet
- Welding Metallurgy 1Document151 pagesWelding Metallurgy 1Rey Luis Teh100% (1)
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Weldability of Materials - Aluminium Alloys - Job Knowledge 21Document3 pagesWeldability of Materials - Aluminium Alloys - Job Knowledge 21brijesh kinkhabNo ratings yet
- Optical Coherence TomographyDocument36 pagesOptical Coherence TomographyLaura NitaNo ratings yet
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNo ratings yet
- Welding MetallurgyDocument37 pagesWelding MetallurgyHary adiNo ratings yet
- Materi Prosman 2Document198 pagesMateri Prosman 2Agil SetyawanNo ratings yet
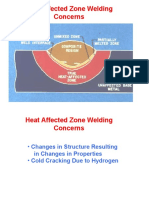
- Heat Affected Zone Welding ConcernsDocument10 pagesHeat Affected Zone Welding ConcernsKirandeep GandhamNo ratings yet
- Welding MetallurgyDocument30 pagesWelding MetallurgySenakeNo ratings yet
- Heat Treatment and The Effect of Welding: Week 2Document44 pagesHeat Treatment and The Effect of Welding: Week 2Arun SundarNo ratings yet
- Overview On PreheatingDocument24 pagesOverview On PreheatingVenkateshNo ratings yet
- Non Destructive TestingDocument62 pagesNon Destructive Testingjoescribd55No ratings yet
- Unit 2 Welding III HazDocument9 pagesUnit 2 Welding III HazHada NanuNo ratings yet
- Ferrous Alloys Eutectoid Portion of Fe-C DiagramDocument28 pagesFerrous Alloys Eutectoid Portion of Fe-C DiagramcastibraNo ratings yet
- Note CHP 3 Material Science 281 Uitm Em110Document40 pagesNote CHP 3 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- Lecture 5 - Heat Treatment, Forging and Casting (Autosaved) (Auto-Saved)Document64 pagesLecture 5 - Heat Treatment, Forging and Casting (Autosaved) (Auto-Saved)charmaineNo ratings yet
- Heat TreatmentDocument19 pagesHeat TreatmentRaja Sekhar Benarjee Yalla100% (3)
- HeattreatmentDocument29 pagesHeattreatmentUJJWAL PRAKASHNo ratings yet
- Module 9 - Welding Metallurgy For The Welding InspectorDocument28 pagesModule 9 - Welding Metallurgy For The Welding InspectorstrucmeNo ratings yet
- Heat Treatment: Unit - 2Document75 pagesHeat Treatment: Unit - 2reza chamanfarNo ratings yet
- Metal FormingDocument53 pagesMetal Forming4058AMAN ANANDNo ratings yet
- Gost StandardsDocument10 pagesGost Standardshemant1886No ratings yet
- BSIDocument163 pagesBSIhemant1886100% (1)
- International Standards OrganizationsDocument5 pagesInternational Standards Organizationshemant1886No ratings yet
- Most Popular Titles From APIDocument2 pagesMost Popular Titles From APIhemant1886No ratings yet
- GATE 2013: Answer Keys For ME - Mechanical EngineeringDocument2 pagesGATE 2013: Answer Keys For ME - Mechanical Engineeringhemant1886No ratings yet
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Arc Welding and Cutting NoiseDocument45 pagesArc Welding and Cutting Noisehemant1886No ratings yet
- Blasting TapeDocument1 pageBlasting Tapehemant1886No ratings yet
- Mass Transfer FundamentalDocument4 pagesMass Transfer FundamentalJunaidNo ratings yet
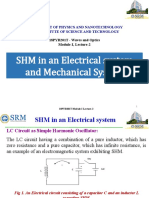
- SHM in An Electrical System and Mechanical SystemDocument12 pagesSHM in An Electrical System and Mechanical Systemvenkateswaran k.sNo ratings yet
- AN 43158 ICP OES Lubricating Oil ASTM D5185 AN43158 EN PDFDocument4 pagesAN 43158 ICP OES Lubricating Oil ASTM D5185 AN43158 EN PDFwahyubudiutamaNo ratings yet
- Physics dp1 Assessment3 - Paper - 2Document10 pagesPhysics dp1 Assessment3 - Paper - 2Mona Mohamed SafwatNo ratings yet
- Swareflex PresentationDocument21 pagesSwareflex PresentationTalha YusufNo ratings yet
- Chemistry MSDocument7 pagesChemistry MSaneeshNo ratings yet
- Twin Screw Press Ver. 1.3Document2 pagesTwin Screw Press Ver. 1.3TG-MachinesNo ratings yet
- Vyi NKC Æo - KH Xslks Osq Fy, 5 Fyvj Ls Vfèkd Ty (Kerk Okys Csfymr Vyi Dkczu Blikr Osq FL YmjDocument20 pagesVyi NKC Æo - KH Xslks Osq Fy, 5 Fyvj Ls Vfèkd Ty (Kerk Okys Csfymr Vyi Dkczu Blikr Osq FL YmjRameshkumar YadavNo ratings yet
- Worked Solutions To The Problems: Important General RemarkDocument15 pagesWorked Solutions To The Problems: Important General RemarkLê Hoàng MinhNo ratings yet
- Manejadora Carrier 40RM-10pdDocument80 pagesManejadora Carrier 40RM-10pdrayravel100% (2)
- (Kep) - kp12 g105c1 k9865Document10 pages(Kep) - kp12 g105c1 k9865Roland PutzNo ratings yet
- Diffraction Notes - Question AnswerDocument13 pagesDiffraction Notes - Question AnswerSuchetaNo ratings yet
- Nondestructive Testing Standards More Commonly Used ASTM NDT Standards or Guidelines Standards ExplanationsDocument2 pagesNondestructive Testing Standards More Commonly Used ASTM NDT Standards or Guidelines Standards Explanationsenquiry info100% (1)
- 01 Welding ProcessDocument42 pages01 Welding ProcessbalamuruganNo ratings yet
- Mingos 1991Document47 pagesMingos 1991SsshhhNo ratings yet
- Predictiona ND Control of Steam AccumulationDocument14 pagesPredictiona ND Control of Steam AccumulationArvin SlayerNo ratings yet
- 1917304-Design of Sub StructuresDocument15 pages1917304-Design of Sub StructuresPraveen KumarNo ratings yet
- UniSim Design Tutorials and Applications-151-300Document150 pagesUniSim Design Tutorials and Applications-151-300Fabiano Coelho de AlmeidaNo ratings yet
- RC Lec01 Dec2019-2020Document8 pagesRC Lec01 Dec2019-2020king koyNo ratings yet
- Specification For Medium Voltage MotorsDocument20 pagesSpecification For Medium Voltage MotorsDanish MohammedNo ratings yet
- MTO For Instrument Hook Up Materials, Bulk & SupportDocument50 pagesMTO For Instrument Hook Up Materials, Bulk & SupportdikaNo ratings yet
- PDS Stopaq High Impact Shield V5 enDocument2 pagesPDS Stopaq High Impact Shield V5 enAndyNo ratings yet
- Analysis CompDocument10 pagesAnalysis CompJose David Tobo RamosNo ratings yet
- Review On The Current Practices and Efforts Towards Pilot-Scale Production of Metal-Organic Frameworks (MOFs)Document33 pagesReview On The Current Practices and Efforts Towards Pilot-Scale Production of Metal-Organic Frameworks (MOFs)Diana ChiscaNo ratings yet
- The Science and Engineering of Materials, 4 EdDocument47 pagesThe Science and Engineering of Materials, 4 EdAbhishek SinghNo ratings yet