You might also like
- Icri 310-2R-2013Document55 pagesIcri 310-2R-2013joel_garcia_112100% (2)
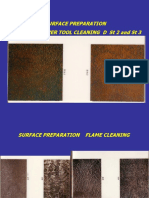
- Surface Preparation Hand and Power Tool Cleaning D ST 2 and ST 3Document29 pagesSurface Preparation Hand and Power Tool Cleaning D ST 2 and ST 3Nilesh Pathare100% (1)
- RTI - Rev.2010 (NDT2A 2B Course Notes)Document191 pagesRTI - Rev.2010 (NDT2A 2B Course Notes)Adil Hasanov100% (1)
- RTI - Rev.2010 (NDT2A 2B Course Notes)Document191 pagesRTI - Rev.2010 (NDT2A 2B Course Notes)Adil Hasanov100% (1)
- Coating and Drying Defects: Troubleshooting Operating ProblemsFrom EverandCoating and Drying Defects: Troubleshooting Operating ProblemsRating: 5 out of 5 stars5/5 (1)
- Control Groundwater with Dewatering MethodsDocument12 pagesControl Groundwater with Dewatering Methodsparitosh100% (1)
- 60 Multiple Choice Welding QuestionsDocument8 pages60 Multiple Choice Welding QuestionsAdil Hasanov100% (1)
- Fire Pump Drive Engines CFP59 SeriesDocument549 pagesFire Pump Drive Engines CFP59 SeriesSupert8chNo ratings yet
- Painting InspectionDocument63 pagesPainting Inspectionmarvinhilario100% (4)
- Project QAQC Inspector - Quality MSDocument4 pagesProject QAQC Inspector - Quality MSAdil HasanovNo ratings yet
- BGas Painting Inspection Grade 2/3 Surface Preparation ChecklistDocument25 pagesBGas Painting Inspection Grade 2/3 Surface Preparation ChecklistMohammad Aamir Perwaiz94% (16)
- Wellbore Stability & Clay MineralogyDocument48 pagesWellbore Stability & Clay MineralogySapanNo ratings yet
- Casting Quality ControlDocument62 pagesCasting Quality ControlusharajendranNo ratings yet
- Painting Defects - Cswip BgasDocument63 pagesPainting Defects - Cswip BgasLuan Nguyen86% (7)
- Film Defects - AMERONDocument94 pagesFilm Defects - AMERONER RaviNo ratings yet
- Select Corrosion Paint SystemDocument33 pagesSelect Corrosion Paint SystemFernandoNo ratings yet
- Iso 8502-3-1993-05 PDFDocument14 pagesIso 8502-3-1993-05 PDFZaheer Ahmad Raza100% (1)
- CSWIP Multiple Choice 30Document13 pagesCSWIP Multiple Choice 30Adil Hasanov50% (2)
- CSWIP Multiple Choice 30Document13 pagesCSWIP Multiple Choice 30Adil Hasanov50% (2)
- DewateringDocument9 pagesDewateringbhumika mehta100% (2)
- Abrasive Blast ReportDocument16 pagesAbrasive Blast ReportThiagarajan50% (2)
- Grade Control Process & ChallengesDocument156 pagesGrade Control Process & ChallengesAsramNo ratings yet
- Handout Paint Defect, Rust Grade, SA, Other TestDocument66 pagesHandout Paint Defect, Rust Grade, SA, Other TestNdomadu100% (1)
- Metro Project LATESTDocument39 pagesMetro Project LATESTRahul ChauhanNo ratings yet
- Painting An Coating StandardDocument12 pagesPainting An Coating StandardkolaaruNo ratings yet
- AGS011-04 Painting and Protective CoatingsDocument30 pagesAGS011-04 Painting and Protective CoatingsJose MachadoNo ratings yet
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Presentation ON Mine Planning & Project Planning: Concepts, Considerations & ProcessesDocument32 pagesPresentation ON Mine Planning & Project Planning: Concepts, Considerations & ProcessesPankaj Pandey100% (2)
- Technical Procedure - Pipeline PreservationDocument13 pagesTechnical Procedure - Pipeline PreservationFarhan Hanafi100% (1)
- Speccoats AntiCorrosiveBrochureDocument36 pagesSpeccoats AntiCorrosiveBrochurereinpolyNo ratings yet
- Crystal Growth: International Series on the Science of the Solid StateFrom EverandCrystal Growth: International Series on the Science of the Solid StateBrian R. PamplinNo ratings yet
- Painting HandoutDocument61 pagesPainting Handoutislamfarag2No ratings yet
- BGas-Painting Defect HandbookDocument49 pagesBGas-Painting Defect HandbookMohammad ShamimNo ratings yet
- Bgas Paint Faults, BittinessDocument49 pagesBgas Paint Faults, BittinessslxantoNo ratings yet
- BGas InstructionDocument49 pagesBGas Instructionsamkarthik47No ratings yet
- Painting Inspection - SlidesDocument66 pagesPainting Inspection - SlidesVinoth Kumar SubramaniNo ratings yet
- BGAS Slide ShowDocument55 pagesBGAS Slide Showrupeshkumar.tplNo ratings yet
- Is Testing of Material Without Distroying ItDocument121 pagesIs Testing of Material Without Distroying ItShneha HirparaNo ratings yet
- Michigan's Water Wells: Key Considerations for Safety and ReliabilityDocument48 pagesMichigan's Water Wells: Key Considerations for Safety and Reliabilityph4318No ratings yet
- MUD Density Dilemma?: Low Mud Weight High Mud WeightDocument16 pagesMUD Density Dilemma?: Low Mud Weight High Mud WeightpaimanNo ratings yet
- NDT INTRODUCTION + UT TO PMI Latest-1Document53 pagesNDT INTRODUCTION + UT TO PMI Latest-1Rohit KhuranaNo ratings yet
- Knitted Fabric DefectDocument171 pagesKnitted Fabric DefectsakthigurusamyNo ratings yet
- CONCRETEDocument4 pagesCONCRETEAngelika Lei GaraoNo ratings yet
- Bgas Painting FaultsDocument14 pagesBgas Painting FaultsrajeshNo ratings yet
- Coating Presentation On RheologyDocument13 pagesCoating Presentation On Rheologyengineer bilalNo ratings yet
- Prevention & Repair of Cracks in Concrete StructuresDocument98 pagesPrevention & Repair of Cracks in Concrete StructuresDeepum HalloomanNo ratings yet
- Plastic as Soil StabilizationDocument37 pagesPlastic as Soil StabilizationOnkar BhosaleNo ratings yet
- Using Plastic Waste to Stabilize Problem SoilDocument69 pagesUsing Plastic Waste to Stabilize Problem SoilOnkar BhosaleNo ratings yet
- Manufacturing-Defects-In-Corrugated-Board-Boxes-Their-Causes-And-Remedies 2Document22 pagesManufacturing-Defects-In-Corrugated-Board-Boxes-Their-Causes-And-Remedies 2Orvin ManlapidNo ratings yet
- Soil StabilizationDocument38 pagesSoil Stabilizationsonu royNo ratings yet
- Seismic StratigraphyDocument33 pagesSeismic StratigraphyAmrinder SharmaNo ratings yet
- Prevention & Repair of Cracks in Concrete StructuresDocument98 pagesPrevention & Repair of Cracks in Concrete StructuresvinujohnpanickerNo ratings yet
- Carlos Saravia & Get - Training Trial Sesiosns Fracking & Stimulations May 2020 Rev 1Document67 pagesCarlos Saravia & Get - Training Trial Sesiosns Fracking & Stimulations May 2020 Rev 1Javier BautistaNo ratings yet
- Logs FundementalsDocument385 pagesLogs FundementalsMuhammad RashidNo ratings yet
- Emw PracticeDocument7 pagesEmw PracticeKP MusicNo ratings yet
- Hot Cracking: Craking in Austenitic SsDocument36 pagesHot Cracking: Craking in Austenitic SsMidhun K ChandraboseNo ratings yet
- Dry Dock Hull Work and InspectionDocument12 pagesDry Dock Hull Work and InspectionBhupender RamchandaniNo ratings yet
- Extrusion CampanellaDocument62 pagesExtrusion CampanellaCARLOSNo ratings yet
- Defects in Drawing and Bending30 PMFDocument17 pagesDefects in Drawing and Bending30 PMFalan ShajuNo ratings yet
- Well StimulationDocument64 pagesWell StimulationrahulNo ratings yet
- Paint Paint Paint Paint & & & & It'S Cure It'S Cure: D D D DDocument36 pagesPaint Paint Paint Paint & & & & It'S Cure It'S Cure: D D D DParvee K NakwalNo ratings yet
- Bus Bar 1Document33 pagesBus Bar 1erkamlakar2234No ratings yet
- Epsodic Vs GDGQWK Cyclic Deposotion: Scale of Deposition ControlsDocument22 pagesEpsodic Vs GDGQWK Cyclic Deposotion: Scale of Deposition ControlsAmrinder SharmaNo ratings yet
- Lesson 22: Introduction To Underbalanced Drilling TechnologyDocument65 pagesLesson 22: Introduction To Underbalanced Drilling Technologycmrig74No ratings yet
- ParvDocument36 pagesParvAkanksha GuptaNo ratings yet
- Fibre Reinforced Concrete: Mechanical Properties and ApplicationsDocument26 pagesFibre Reinforced Concrete: Mechanical Properties and ApplicationsIswaryaNo ratings yet
- Vacuum Process Casting (V-Process)Document11 pagesVacuum Process Casting (V-Process)Gurudutta MishraNo ratings yet
- Gypsum Products in ProsthodonticsDocument80 pagesGypsum Products in ProsthodonticsSruneerdha TNo ratings yet
- Paint Technical Training Corrosion CellDocument100 pagesPaint Technical Training Corrosion CellLakshan FonsekaNo ratings yet
- Katalog Siap Cetak Hdpe & CathodicDocument56 pagesKatalog Siap Cetak Hdpe & Cathodichaidar.atryaNo ratings yet
- Katalog Hdpe 2019Document51 pagesKatalog Hdpe 2019DianWidodoNo ratings yet
- Advances in Materials Science for Environmental and Energy Technologies IVFrom EverandAdvances in Materials Science for Environmental and Energy Technologies IVJosef MatyášNo ratings yet
- Developments in Strategic Materials and Computational Design V: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FloridaFrom EverandDevelopments in Strategic Materials and Computational Design V: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FloridaWaltraud M. KrivenNo ratings yet
- 76th Conference on Glass Problems, Version A: A Collection of Papers Presented at the 76th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 2-5, 2015From Everand76th Conference on Glass Problems, Version A: A Collection of Papers Presented at the 76th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 2-5, 2015S. K. SundaramNo ratings yet
- Advances in Ceramic Armor XIFrom EverandAdvances in Ceramic Armor XIJerry C. LaSalviaNo ratings yet
- Electrical HazardsDocument37 pagesElectrical HazardsAdil HasanovNo ratings yet
- Af 6adbzz ST SFD 4872 014 C01 PDFDocument1 pageAf 6adbzz ST SFD 4872 014 C01 PDFAdil HasanovNo ratings yet
- Af 6atsp1d Iso PV 340007 01 001 C02Document1 pageAf 6atsp1d Iso PV 340007 01 001 C02Adil HasanovNo ratings yet
- Pipe FittingsDocument1 pagePipe FittingsAdil HasanovNo ratings yet
- Material CertDocument1 pageMaterial CertAdil HasanovNo ratings yet
- 4-Discount Clinics EngDocument2 pages4-Discount Clinics EngAdil HasanovNo ratings yet
- Bench Mark Quiz and AnswerDocument6 pagesBench Mark Quiz and AnswerkhairurNo ratings yet
- Final Exam (Closed) Answer SheetDocument1 pageFinal Exam (Closed) Answer SheetAdil HasanovNo ratings yet
- ASME B31.3 Daily Exam 2 SolutionDocument3 pagesASME B31.3 Daily Exam 2 SolutionAdil HasanovNo ratings yet
- Asme Sec 5Document16 pagesAsme Sec 5Adil HasanovNo ratings yet
- API6D Valve Inspection Test PDFDocument4 pagesAPI6D Valve Inspection Test PDFPalkesh TrivediNo ratings yet
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- Stainless Steel PipeDocument13 pagesStainless Steel PipeAdil HasanovNo ratings yet
- BGAS Experience Form (May 16)Document2 pagesBGAS Experience Form (May 16)Adil HasanovNo ratings yet
- New-NDT 15A - Experience Claim Form (Rev. 2)Document4 pagesNew-NDT 15A - Experience Claim Form (Rev. 2)Adil HasanovNo ratings yet
- New-NDT 15A - Experience Claim Form (Rev. 2)Document2 pagesNew-NDT 15A - Experience Claim Form (Rev. 2)Adil HasanovNo ratings yet
- BGAS Experience FormDocument2 pagesBGAS Experience FormAdil HasanovNo ratings yet
- New-NDT 15A - Experience Claim Form (Rev. 2)Document2 pagesNew-NDT 15A - Experience Claim Form (Rev. 2)Adil HasanovNo ratings yet
- Multi Choice 1Document20 pagesMulti Choice 1Adil HasanovNo ratings yet
- Weld Decay PDFDocument7 pagesWeld Decay PDFAdil HasanovNo ratings yet
- New-NDT 15A - Experience Claim Form (Rev. 2)Document2 pagesNew-NDT 15A - Experience Claim Form (Rev. 2)Adil HasanovNo ratings yet
- Abrasive Blasters 1.5 - 20 Cu. FT: Operation and Maintenance ManualDocument86 pagesAbrasive Blasters 1.5 - 20 Cu. FT: Operation and Maintenance Manualhainguyenbkvhv100% (1)
- KNPC Al-Zour Refinery Project EPC 0059: Specification For External Coating of Line PipesDocument24 pagesKNPC Al-Zour Refinery Project EPC 0059: Specification For External Coating of Line PipesBiswasNo ratings yet
- Figure 1. Mixed Mode Bending Model.: WWW - Adfeup.co - CCDocument18 pagesFigure 1. Mixed Mode Bending Model.: WWW - Adfeup.co - CCFilipe Alberto MagalhaesNo ratings yet
- STP ShaliFloor SL 3CESDocument3 pagesSTP ShaliFloor SL 3CESRana MahatoNo ratings yet
- Devcon Plastic Steel Putty (A) - TDSDocument3 pagesDevcon Plastic Steel Putty (A) - TDSsibi_s_raj100% (2)
- Technical Data Sheet: Epoxy Heavy DutyDocument3 pagesTechnical Data Sheet: Epoxy Heavy DutyHasrul HadiNo ratings yet
- Garnet: Physical PropertiesDocument3 pagesGarnet: Physical PropertiesMark ReyNo ratings yet
- Ceramapure Repair ProcedureDocument1 pageCeramapure Repair Procedureadeoye_okunoyeNo ratings yet
- Metric MIL-STD-1504C (USAF) 01 March 2007 Supersedes MIL-STD-1504B 8 June 1989Document11 pagesMetric MIL-STD-1504C (USAF) 01 March 2007 Supersedes MIL-STD-1504B 8 June 1989HenryNo ratings yet
- Effect of Waterjet Cleaning on SurfaceDocument70 pagesEffect of Waterjet Cleaning on SurfaceRauf AliyevNo ratings yet
- Construction Sdn. BHD.: FoncoDocument16 pagesConstruction Sdn. BHD.: Foncomuhamadrafie1975No ratings yet
- Surface Preparation GuideDocument2 pagesSurface Preparation GuideAhmed Emad AhmedNo ratings yet
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDocument20 pagesMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyNo ratings yet
- Sandblast StencilDocument8 pagesSandblast StencilIzzHyukNo ratings yet
- Flexcrete 400: Epoxy Polysulfide Elastomeric Coating For Potable Water TanksDocument2 pagesFlexcrete 400: Epoxy Polysulfide Elastomeric Coating For Potable Water TanksSuresh YadavNo ratings yet
- RIPSTAR PRIMERv2Document2 pagesRIPSTAR PRIMERv2Ankita Baban GavadeNo ratings yet
- Sikadur 42 ZA PDFDocument4 pagesSikadur 42 ZA PDFnap_carinoNo ratings yet
- Solving Build-up on Preheater ID FansDocument5 pagesSolving Build-up on Preheater ID FansDebajit BurhagohainNo ratings yet
- Rust Protection by Metal Preservatives in The Humidity CabinetDocument9 pagesRust Protection by Metal Preservatives in The Humidity CabinettoanvmpetrologxNo ratings yet
- Ti e Protegol 130 HT Nov 07Document3 pagesTi e Protegol 130 HT Nov 07A MahmoodNo ratings yet
- Protectosil ANTIGRAFFITI PDFDocument3 pagesProtectosil ANTIGRAFFITI PDFFrancois-No ratings yet