You might also like
- SOP Gas Cutting and Heating .Document1 pageSOP Gas Cutting and Heating .aarunsnairNo ratings yet
- Utico FZC Work Instruction Manual Drilling MachineDocument2 pagesUtico FZC Work Instruction Manual Drilling MachineNAVANEETHNo ratings yet
- Strut Channel Roll Forming Machine SpecsDocument7 pagesStrut Channel Roll Forming Machine SpecsIkram SarghiniNo ratings yet
- SOP - LatheDocument2 pagesSOP - LatheQuality PFPLNo ratings yet
- 3 S Checklist Level 1Document2 pages3 S Checklist Level 1Maintenance BawalNo ratings yet
- Welding PresentationDocument33 pagesWelding PresentationHosam Ahmed100% (1)
- Safety Guidelines For Iron & Steel Sector Direct Reduction PlantDocument5 pagesSafety Guidelines For Iron & Steel Sector Direct Reduction PlantHasan AshNo ratings yet
- Penguard PrimerDocument5 pagesPenguard PrimerPutroedidohNo ratings yet
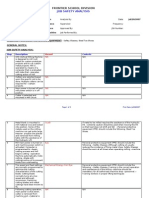
- JSA - Main Turbine Lub Oil Pumps - OHDocument2 pagesJSA - Main Turbine Lub Oil Pumps - OHShubham Gupta0% (1)
- Chennai Metro Rail Project Safe Gas Cutting & Welding ProcedureDocument12 pagesChennai Metro Rail Project Safe Gas Cutting & Welding ProcedureRmr ReyesNo ratings yet
- Metal Bandsaw: Use and Operation and Has Given PermissionDocument2 pagesMetal Bandsaw: Use and Operation and Has Given PermissionPHH9834No ratings yet
- Job Safety Analysis: Cooling Tower OperationDocument2 pagesJob Safety Analysis: Cooling Tower OperationVi VekNo ratings yet
- TIG Welding SOPDocument2 pagesTIG Welding SOPGnanasekaran M (TECHNICAL TRAINING/TVSTS)100% (1)
- Caretaker Risk Assessment - Working at HeightDocument8 pagesCaretaker Risk Assessment - Working at HeightLina MarcelaNo ratings yet
- Safety During OHDocument5 pagesSafety During OHAmit SinghNo ratings yet
- Welding and Cutting Safety Procedure: PurposeDocument14 pagesWelding and Cutting Safety Procedure: PurposeadrianNo ratings yet
- CRCA Technical Notes - 2018Document11 pagesCRCA Technical Notes - 2018Sajib Chandra RoyNo ratings yet
- BÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05Document2 pagesBÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05PubcrawlNo ratings yet
- CNC Vertical Milling Machine-JOB PROCEDUREDocument3 pagesCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119No ratings yet
- Safety Operating ProcedureDocument15 pagesSafety Operating ProcedureJinky L. Lavega100% (1)
- Welding Safety PrecautionsDocument64 pagesWelding Safety PrecautionsSunil SavalagiNo ratings yet
- Hydraulic Test ProcedureDocument2 pagesHydraulic Test ProcedureNagendra Kumar SinghNo ratings yet
- Milling Machine SafetyDocument1 pageMilling Machine SafetyAizrul ShahNo ratings yet
- Job Safety Analysis Sheet: PSV ReplacementDocument1 pageJob Safety Analysis Sheet: PSV ReplacementshahzadNo ratings yet
- Powder Coating Procedure Guide for Oven Temperature Control, Degreasing, and Part PreparationDocument1 pagePowder Coating Procedure Guide for Oven Temperature Control, Degreasing, and Part Preparationnastyn-1No ratings yet
- Milling MachineDocument1 pageMilling MachineFikri MaulanaNo ratings yet
- 5S Organization ChartDocument1 page5S Organization Chartrishi gautam100% (1)
- 020.abrasive Blasting Rev.0 PDFDocument12 pages020.abrasive Blasting Rev.0 PDFYounis KhanNo ratings yet
- SOP of Pump Changing JobDocument11 pagesSOP of Pump Changing JobDwitikrushna Rout100% (1)
- Middle East Welding Safety ProceduresDocument6 pagesMiddle East Welding Safety ProceduresyahiyaNo ratings yet
- Corroseal TE 321 Rev 01Document1 pageCorroseal TE 321 Rev 01Ashif AkhtarNo ratings yet
- Arc Welding SOPDocument2 pagesArc Welding SOPMohamedNo ratings yet
- Air Compressor Operation SafetyDocument10 pagesAir Compressor Operation SafetyKelvin TanNo ratings yet
- 02 Heavy Vehicle Movement, Loading Unloading & Shifting SOPDocument8 pages02 Heavy Vehicle Movement, Loading Unloading & Shifting SOPB&R HSE BALCO SEP SiteNo ratings yet
- Insulation NotesDocument11 pagesInsulation Notesnike_y2kNo ratings yet
- !drilling Machine Geared Head InstructionDocument5 pages!drilling Machine Geared Head InstructionTiago PaivaNo ratings yet
- Polishing Procedure For PipesDocument1 pagePolishing Procedure For PipesReduddboyNo ratings yet
- Black Bitumen PaintDocument1 pageBlack Bitumen PaintSUBHOMOYNo ratings yet
- Work Instruction For Bending Rev. 01.01.2013Document3 pagesWork Instruction For Bending Rev. 01.01.2013aymanmalah100% (1)
- Hot Work Permit ChecklistDocument1 pageHot Work Permit ChecklistDhanraj PatilNo ratings yet
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- Foam InductorDocument6 pagesFoam InductorDipanjan Chakrabarti100% (1)
- CNC Milling Machine ProcedureDocument1 pageCNC Milling Machine ProcedureAmaliaAprina100% (1)
- New Sop InsulationDocument4 pagesNew Sop InsulationBALAL AKRAM100% (2)
- Foundry Environmental IssuesDocument11 pagesFoundry Environmental Issuesmecaunidos777150% (2)
- Filling & Decanting SOP'sDocument4 pagesFilling & Decanting SOP'sMian Abdul RehmanNo ratings yet
- Compulsory Ppe As Needed Ppe: Safe Operating Procedures SOP 02 - Bench GrinderDocument2 pagesCompulsory Ppe As Needed Ppe: Safe Operating Procedures SOP 02 - Bench GrinderMuhammad Oji L100% (1)
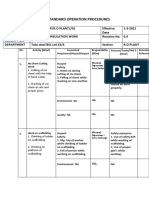
- OCP For Welding Gas CuttingDocument2 pagesOCP For Welding Gas CuttingManu Sharma0% (1)
- Safe Use of Lifting Machines and Lifting TackleDocument59 pagesSafe Use of Lifting Machines and Lifting TackleJakesNo ratings yet
- IC Engines GuideDocument41 pagesIC Engines GuideSatya NarayanaNo ratings yet
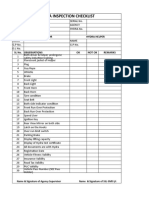
- Inspection Date: Period: Brand and Type of Tools & Equipments: Valid Until: Color Code Capacity: Inventory No.: Result (Hasil) Remark Good BadDocument1 pageInspection Date: Period: Brand and Type of Tools & Equipments: Valid Until: Color Code Capacity: Inventory No.: Result (Hasil) Remark Good BadilyasNo ratings yet
- Hydra & Trailer ChecklistDocument2 pagesHydra & Trailer ChecklistparthaNo ratings yet
- Tube Expanders CatalogDocument20 pagesTube Expanders Catalognathanielek1989No ratings yet
- Majestic True Beauty Matt: Technical Data SheetDocument3 pagesMajestic True Beauty Matt: Technical Data SheetBilher SihombingNo ratings yet
- SOP 11 - Lime Stone Circuit OprationDocument9 pagesSOP 11 - Lime Stone Circuit Oprationfaraz ahmedNo ratings yet
- Safety Engineer JobDocument3 pagesSafety Engineer Jobخلف الله التوم0% (1)
- Ceramics and Refractories (Combined)Document45 pagesCeramics and Refractories (Combined)Rameen MasrurNo ratings yet
- Unit 4 - Engineering CeramicsDocument20 pagesUnit 4 - Engineering Ceramicsmaximus4682No ratings yet
- Nonferrousmetal 171110093912Document68 pagesNonferrousmetal 171110093912maarof.emadNo ratings yet
- Methods of Melting: Anil Kumar. GarikapatiDocument16 pagesMethods of Melting: Anil Kumar. GarikapatiAnil Kumar GarikapatiNo ratings yet
- ME-311 Machine Design: Instructor: Dr. Samiur Rahman ShahDocument12 pagesME-311 Machine Design: Instructor: Dr. Samiur Rahman ShahMuhammad Zun Nooren BangashNo ratings yet
- Land & People of PakistanDocument30 pagesLand & People of PakistanMuhammad Zun Nooren Bangash100% (1)
- Quaid e AzamDocument41 pagesQuaid e AzamMuhammad Zun Nooren BangashNo ratings yet
- Lecture 04 - Developement of Political - Constitutional SystemDocument40 pagesLecture 04 - Developement of Political - Constitutional SystemAnsar KhalilNo ratings yet
- Economic Outlook of Pakistan - CopyDocument45 pagesEconomic Outlook of Pakistan - CopyMuhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 14Document5 pagesME-311 Machine Design - Lecture 14Muhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 11Document11 pagesME-311 Machine Design - Lecture 11Muhammad Zun Nooren BangashNo ratings yet
- Clamp Design Baher 1651934316Document10 pagesClamp Design Baher 1651934316Muhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design: Instructor: Dr. Samiur Rahman ShahDocument10 pagesME-311 Machine Design: Instructor: Dr. Samiur Rahman ShahMuhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 3Document27 pagesME-311 Machine Design - Lecture 3Muhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design: Instructor: Dr. Samiur Rahman ShahDocument45 pagesME-311 Machine Design: Instructor: Dr. Samiur Rahman ShahMuhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 7Document16 pagesME-311 Machine Design - Lecture 7Muhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 6Document17 pagesME-311 Machine Design - Lecture 6Muhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 2Document16 pagesME-311 Machine Design - Lecture 2Muhammad Zun Nooren BangashNo ratings yet
- NUST Mechanical Engineering Machine Design LectureDocument17 pagesNUST Mechanical Engineering Machine Design LectureMuhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design Lecture 5 Screws, Fasteners and ConnectionsDocument17 pagesME-311 Machine Design Lecture 5 Screws, Fasteners and ConnectionsMuhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 3Document27 pagesME-311 Machine Design - Lecture 3Muhammad Zun Nooren BangashNo ratings yet
- FM-II Week 05 Pipe SystemsDocument11 pagesFM-II Week 05 Pipe SystemsMuhammad Zun Nooren BangashNo ratings yet
- ME-311 Machine Design - Lecture 2Document16 pagesME-311 Machine Design - Lecture 2Muhammad Zun Nooren BangashNo ratings yet
- Occupational Health & SafetyDocument30 pagesOccupational Health & SafetyMuhammad Zun Nooren BangashNo ratings yet
- NUST Machine Design Lecture on Stress, Strength and UncertaintyDocument19 pagesNUST Machine Design Lecture on Stress, Strength and UncertaintyMuhammad Zun Nooren BangashNo ratings yet
- MOM-I Bending of Curved BeamsDocument31 pagesMOM-I Bending of Curved BeamsMuhammad Zun Nooren Bangash100% (1)
- FM-II Week 05 Pipe SystemsDocument11 pagesFM-II Week 05 Pipe SystemsMuhammad Zun Nooren BangashNo ratings yet
- Safety-Foundry 2Document44 pagesSafety-Foundry 2Muhammad Zun Nooren BangashNo ratings yet
- Me211 4Document24 pagesMe211 4Muhammad Zun Nooren BangashNo ratings yet
- List of Declarable Substances and Threshold LevelsDocument11 pagesList of Declarable Substances and Threshold LevelsSUDARSHAN dAWNo ratings yet
- Determination of The Empirical Formula of MgODocument7 pagesDetermination of The Empirical Formula of MgOCicy IrnaNo ratings yet
- Bill Watersons HobbesDocument3 pagesBill Watersons HobbesNONENo ratings yet
- Whirlpool ADP 450 WHDocument23 pagesWhirlpool ADP 450 WHDan Pop0% (2)
- Chapter 6-Well CompletionDocument49 pagesChapter 6-Well Completionjorge_h_rivero100% (2)
- SAE Steel Grades - WikipediaDocument12 pagesSAE Steel Grades - WikipediaprabuNo ratings yet
- Idronics 27 Hot Water HeatpumpDocument84 pagesIdronics 27 Hot Water HeatpumpHuynh Le DuyenNo ratings yet
- Extreme Wear Resistance and ToughnessDocument4 pagesExtreme Wear Resistance and Toughnesssrinivas rao rayuduNo ratings yet
- Plasma or Flame Spraying SynthesisDocument6 pagesPlasma or Flame Spraying SynthesisOmeyya TanveerNo ratings yet
- Sika Viscocrete 1003 Pds enDocument3 pagesSika Viscocrete 1003 Pds enNugi AsmiNo ratings yet
- 1227 AppG PDFDocument2 pages1227 AppG PDFCecilio MtzNo ratings yet
- Electrical SteelDocument3 pagesElectrical SteelAshay NarvekarNo ratings yet
- BS en 1708-1 (2010)Document76 pagesBS en 1708-1 (2010)Peter TvardzíkNo ratings yet
- Method Statement of Road Construction Works - MBPJDocument6 pagesMethod Statement of Road Construction Works - MBPJUmaira ZainalNo ratings yet
- Week010 LaboratoryExercise003 AcidsandBasesSolubilityEquilibriaDocument9 pagesWeek010 LaboratoryExercise003 AcidsandBasesSolubilityEquilibriarejlarracasNo ratings yet
- Acronal S 559Document1 pageAcronal S 559Paul ChendeNo ratings yet
- GI-Specs For HandbookDocument1 pageGI-Specs For HandbookNrjNo ratings yet
- BROC Rhodafac+Re+610 EN v1.0Document4 pagesBROC Rhodafac+Re+610 EN v1.0Paul Fernandez CevallosNo ratings yet
- Some Important Prestressed Silos and Reservoirs in ScandinaviaDocument17 pagesSome Important Prestressed Silos and Reservoirs in ScandinaviaRolando RojasNo ratings yet
- ETA 16 0264 European ApprovalDocument41 pagesETA 16 0264 European ApprovalBenedetto La FauciNo ratings yet
- Chapter 4 Ribbed Slabs and Waffle SlabsDocument11 pagesChapter 4 Ribbed Slabs and Waffle SlabsAssefa Nigussie100% (1)
- Electrochemistry Study GuideDocument4 pagesElectrochemistry Study Guidejeek ekekNo ratings yet
- UOP Aromatics ComplexDocument4 pagesUOP Aromatics ComplexThắng Linh NguyễnNo ratings yet
- Concrete Formwork Removal TimeDocument9 pagesConcrete Formwork Removal TimedrfkamalodeenNo ratings yet
- Dieter Urban - Polymer Dispersion and Their Industrial Applications - 2002 PDFDocument417 pagesDieter Urban - Polymer Dispersion and Their Industrial Applications - 2002 PDFNop Pirom100% (2)
- Dry ProcessDocument11 pagesDry ProcessArunika OronnoNo ratings yet
- Design of Concrete Mixes .Hw3Document12 pagesDesign of Concrete Mixes .Hw3RawandAlbarodyNo ratings yet
- 4 - Stair Case - Dead LoadsDocument4 pages4 - Stair Case - Dead Loadsraghav abudhabiNo ratings yet
- Master Spec UFGSMF95MF04ConvDocument11 pagesMaster Spec UFGSMF95MF04ConvchristdlNo ratings yet
- TDS Luban HDPE Blow-DMDA 6200Document2 pagesTDS Luban HDPE Blow-DMDA 6200Nazmul - Polymet SANo ratings yet