You might also like
- Journal Homepage: - : Manuscript HistoryDocument7 pagesJournal Homepage: - : Manuscript HistoryIJAR JOURNALNo ratings yet
- Flow Chart NotationsDocument5 pagesFlow Chart NotationsSandeep Kumar100% (1)
- The Role of Total Quality Management in Improving The Healthcare Services Performance: Empirical Study From Hospitals in Erbil City, KRIDocument12 pagesThe Role of Total Quality Management in Improving The Healthcare Services Performance: Empirical Study From Hospitals in Erbil City, KRIMonika GuptaNo ratings yet
- Quality ControlDocument45 pagesQuality ControlKhairah A KarimNo ratings yet
- ID-Centrifuge 6S 6S AccuDocument78 pagesID-Centrifuge 6S 6S AccucsclzNo ratings yet
- Journal Homepage: - : IntroductionDocument6 pagesJournal Homepage: - : IntroductionIJAR JOURNALNo ratings yet
- Nurses and Care Management in Clinical Emergencies: Bibliographic ReviewDocument7 pagesNurses and Care Management in Clinical Emergencies: Bibliographic ReviewIJAERS JOURNALNo ratings yet
- Koding THT Kelas Rabu Maret 2019Document8 pagesKoding THT Kelas Rabu Maret 2019FitriNo ratings yet
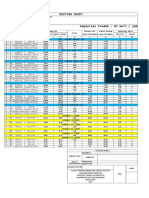
- ROUTING SHEET FOR MINIMALIST COMPUTER DESK PRODUCTIONDocument1 pageROUTING SHEET FOR MINIMALIST COMPUTER DESK PRODUCTIONMoh Sadam MasoyangNo ratings yet
- Metode SterilisasiDocument99 pagesMetode SterilisasiFajar Putra100% (1)
- Guideline Kontrasepsi 1Document62 pagesGuideline Kontrasepsi 1Laila Azzahrah SilitongaNo ratings yet
- SOP Digest1Document42 pagesSOP Digest1Pak RadenNo ratings yet
- Calibration Guideline For The Infusion Pump AnalyzerDocument5 pagesCalibration Guideline For The Infusion Pump AnalyzerNop CalplusNo ratings yet
- World-Class Care At Your Door: Modern Megacity and Medical Tourism LeaderDocument25 pagesWorld-Class Care At Your Door: Modern Megacity and Medical Tourism LeaderJemsner IrothNo ratings yet
- Environmental Aspects & Impacts AssessmentDocument19 pagesEnvironmental Aspects & Impacts AssessmentyudaNo ratings yet
- Electronic Health Record To Predict A Heart Attack Used Data Mining With Naïve Bayes MethodDocument6 pagesElectronic Health Record To Predict A Heart Attack Used Data Mining With Naïve Bayes MethodIJICT JournalNo ratings yet
- Analisa SWOT Usaha Peternakan Ayam Ras PetelurDocument9 pagesAnalisa SWOT Usaha Peternakan Ayam Ras PetelurPrawiro Indro BhaktiNo ratings yet
- Vazyme Antigen Test BrochureDocument2 pagesVazyme Antigen Test BrochureEddy LeoNo ratings yet
- Soal Implementasi Workshop Unit Cost LabDocument16 pagesSoal Implementasi Workshop Unit Cost LabNoval PutraNo ratings yet
- Materi 3 PDFDocument25 pagesMateri 3 PDFnavytiaraNo ratings yet
- Analisis Insiden Menggunakan RCADocument34 pagesAnalisis Insiden Menggunakan RCAAndykaYayanSetiawanNo ratings yet
- Kaizen Implementation Improves Patient Satisfaction at Roemani Muhammadiyah Hospital PharmacyDocument6 pagesKaizen Implementation Improves Patient Satisfaction at Roemani Muhammadiyah Hospital PharmacyEndai FajarNo ratings yet
- Procalcitonin and AB DecisionsDocument10 pagesProcalcitonin and AB DecisionsDennysson CorreiaNo ratings yet
- Formulir Serah Terima (Hand Over) Antar Shift JagaDocument2 pagesFormulir Serah Terima (Hand Over) Antar Shift Jagamarlisa pinatNo ratings yet
- Msds ABC PowderDocument5 pagesMsds ABC PowdertemterNo ratings yet
- Master FOPI Dan DAKSPI (Kode OSS) 15072021Document856 pagesMaster FOPI Dan DAKSPI (Kode OSS) 15072021fennyrahmaNo ratings yet
- Health Promotion at Dr. Tabrani HospitalDocument18 pagesHealth Promotion at Dr. Tabrani HospitalRS VANIANo ratings yet
- Langkah Langkah RCADocument57 pagesLangkah Langkah RCArizkyNo ratings yet
- The Effect of Structured Nursing Rounds On The Level Nursing Care Satisfaction of Patient in A Selected Tertiary Care Hospital, PuducherryDocument15 pagesThe Effect of Structured Nursing Rounds On The Level Nursing Care Satisfaction of Patient in A Selected Tertiary Care Hospital, PuducherryIJAR JOURNALNo ratings yet
- Resuscitation Drugs (Ali Haedar)Document41 pagesResuscitation Drugs (Ali Haedar)Bayu AkbarNo ratings yet
- Water Treatment for HemodialysisDocument30 pagesWater Treatment for Hemodialysisivan prabowoNo ratings yet
- Diagnosis, Evaluation, Prevention, and Treatment of CKD-MBDDocument71 pagesDiagnosis, Evaluation, Prevention, and Treatment of CKD-MBDJinnasit Tee0% (1)
- CDC Central Line ChecklistDocument1 pageCDC Central Line ChecklistpuspitawatiNo ratings yet
- Material BalancesDocument15 pagesMaterial BalancesHalil İbrahim ÖzdemirNo ratings yet
- CURRICULUM VITAE: A LEADER IN PATIENT SAFETY AND QUALITYDocument32 pagesCURRICULUM VITAE: A LEADER IN PATIENT SAFETY AND QUALITYagus priyantoNo ratings yet
- Stock ProdeviceDocument4 pagesStock ProdeviceresaNo ratings yet
- NO Chemical Laundry Dosis Pemakaian Per Kali Cuci (Kapasitas Mesin Cuci 25 KG) 1 Detergen 10 GR/KG Cucian Kering 250 Gram (1/4 KG)Document3 pagesNO Chemical Laundry Dosis Pemakaian Per Kali Cuci (Kapasitas Mesin Cuci 25 KG) 1 Detergen 10 GR/KG Cucian Kering 250 Gram (1/4 KG)Lies Pramana SariNo ratings yet
- HTA Intro. IndonsDocument53 pagesHTA Intro. Indonsmia100% (1)
- Air ChangeDocument22 pagesAir Changeyoga saputraNo ratings yet
- Role of Nurse Managers in Improving Nursing Service QualityDocument37 pagesRole of Nurse Managers in Improving Nursing Service QualityKomisariat SelatanNo ratings yet
- 8 Pencegahan InfeksiDocument47 pages8 Pencegahan InfeksiEry SuryatinNo ratings yet
- CONTOH PROSENTASE Clinical-PathwayDocument19 pagesCONTOH PROSENTASE Clinical-PathwayeffriyantoNo ratings yet
- Materi BDH Dr. LuckyDocument60 pagesMateri BDH Dr. LuckyHan Joo SoonNo ratings yet
- Failure Modes Effect AnalysisDocument23 pagesFailure Modes Effect AnalysisSaddam AbdullahNo ratings yet
- failure mode design projectDocument12 pagesfailure mode design projectSaddam AbdullahNo ratings yet
- Process/Product FMEA AnalysisDocument2 pagesProcess/Product FMEA AnalysisAmair Marthz100% (1)
- Process/Product Potential Failure Modes and Effects Analysis (FMEA)Document8 pagesProcess/Product Potential Failure Modes and Effects Analysis (FMEA)Carlos De Gracia NúñezNo ratings yet
- 06 Overview of Ra1Document71 pages06 Overview of Ra1Dana GuerreroNo ratings yet
- Template AMEFDocument10 pagesTemplate AMEFElvis DiazNo ratings yet
- 06 Overview of Ra1Document71 pages06 Overview of Ra1adryankusNo ratings yet
- Failure Modes Effects Analysis: Process Name: Person in ChargesDocument10 pagesFailure Modes Effects Analysis: Process Name: Person in Chargesrubber jayaNo ratings yet
- FMEADocument24 pagesFMEARaajha MunibathiranNo ratings yet
- Fmea TemplateDocument1 pageFmea TemplatePaul MendozaNo ratings yet
- 15 FmeaDocument43 pages15 Fmeaankit7588No ratings yet
- Failure Modes Effects Analysis Process or ProductDocument1 pageFailure Modes Effects Analysis Process or Producttami lestariNo ratings yet
- Assesment RiskDocument69 pagesAssesment RiskAhmad MaulidiNo ratings yet
- Fmea TemplateDocument1 pageFmea TemplateAngeloSkcNo ratings yet
- Failure Mode and Effect Analysis (FMEA) : Process: Process Owner: Project ID: Project TitleDocument1 pageFailure Mode and Effect Analysis (FMEA) : Process: Process Owner: Project ID: Project TitleCarolineNo ratings yet
- Failure Modes Effects AnalysisDocument1 pageFailure Modes Effects AnalysisAndrei EnacheNo ratings yet
- FMEA Rev 4Document25 pagesFMEA Rev 4Vale PazNo ratings yet
- Audit Report Summary for Barzan Onshore ProjectDocument3 pagesAudit Report Summary for Barzan Onshore Projectboen jaymeNo ratings yet
- UNBOUND-SVFCAI Cluster ActivitiesDocument12 pagesUNBOUND-SVFCAI Cluster ActivitiesMaria Cristina P SolimanNo ratings yet
- Step by Step Tally Question Practice SBSCDocument69 pagesStep by Step Tally Question Practice SBSCRohit sharmaNo ratings yet
- Mr Singh's Tax Services VSMDocument90 pagesMr Singh's Tax Services VSMAjit BhosaleNo ratings yet
- ASM Nahidul Haque Assignment #6 ProblemsDocument2 pagesASM Nahidul Haque Assignment #6 ProblemsNahid HawkNo ratings yet
- Employee Costs in Software IndustryDocument7 pagesEmployee Costs in Software Industryapi-3702531No ratings yet
- Articles Continuation VMVDocument3 pagesArticles Continuation VMVScott Adkins100% (2)
- 14.pricing Considerations, Approaches, N StrategyDocument18 pages14.pricing Considerations, Approaches, N Strategysucianny hartandiaNo ratings yet
- Chapter 1-3 Apbp Manufacturing CompanyDocument38 pagesChapter 1-3 Apbp Manufacturing CompanySweathzel Cabarrubias GutierrezNo ratings yet
- Securities Fraud, Stock Price Valuation, and Loss Causation: Toward A Corporate Finance-Based Theory of Loss CausationDocument5 pagesSecurities Fraud, Stock Price Valuation, and Loss Causation: Toward A Corporate Finance-Based Theory of Loss CausationMoin Max ReevesNo ratings yet
- Accounting Solutions To ExercisesDocument18 pagesAccounting Solutions To ExercisesJaveria SalmanNo ratings yet
- Moe Easa 08 Fev 2005 Rev 1 AngDocument135 pagesMoe Easa 08 Fev 2005 Rev 1 AngMikeNo ratings yet
- 313738Document90 pages313738louis04No ratings yet
- Freelance Writing Contract TemplateDocument5 pagesFreelance Writing Contract TemplateBekah DawnNo ratings yet
- Wilton Dy V PhilipsDocument2 pagesWilton Dy V PhilipsEzra Denise Lubong Ramel100% (1)
- Hansen Aise Im Ch02Document39 pagesHansen Aise Im Ch02FirlanaSubekti100% (1)
- Accounting Reviewer Grade 11 ABMDocument1 pageAccounting Reviewer Grade 11 ABMHabibi Waishu77% (13)
- Light After DarknessDocument47 pagesLight After DarknessAvinashmachadoNo ratings yet
- Dow EmulsifiersDocument4 pagesDow EmulsifiersxxtupikxxNo ratings yet
- Cloud ComputingDocument7 pagesCloud Computingng kkNo ratings yet
- Consumer ProtectionDocument33 pagesConsumer ProtectionkavisujaNo ratings yet
- TUE-THURS MMD 2020 Adjusting Entries and Financial StatementsDocument45 pagesTUE-THURS MMD 2020 Adjusting Entries and Financial StatementsArmin NoblesNo ratings yet
- Financial Strength & Performance Evaluation of Selected Enterprise of Bashundhara GroupDocument89 pagesFinancial Strength & Performance Evaluation of Selected Enterprise of Bashundhara Groupজিকরিয়া দি ব্যাংকারNo ratings yet
- Starting Small Family BusinessDocument4 pagesStarting Small Family BusinessMJ BenedictoNo ratings yet
- Ch 13 Current Liabilities and ProvisionsDocument85 pagesCh 13 Current Liabilities and ProvisionsViviane Tavares60% (5)
- Management Process & Organisational Behaviour I MBA104 Final 16092015Document183 pagesManagement Process & Organisational Behaviour I MBA104 Final 16092015Pratik MekheNo ratings yet
- Capitalization TableDocument10 pagesCapitalization TableDiego OssaNo ratings yet
- Ch. 4 Environmental Scanning and Industry AnalysisDocument28 pagesCh. 4 Environmental Scanning and Industry AnalysisJunior RalfNo ratings yet
- A Standard Computable General Equilibrium (CGE) Model in GAMSDocument79 pagesA Standard Computable General Equilibrium (CGE) Model in GAMSMohammad MiriNo ratings yet
- Import PurchaseDocument18 pagesImport PurchaseNItesh Gawas100% (2)