You might also like
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Physics Investigatory Project: Metal DetectorsDocument17 pagesPhysics Investigatory Project: Metal DetectorsNagendra Kumar100% (3)
- Advanced Welding Processes PDFDocument9 pagesAdvanced Welding Processes PDFlovaldes62100% (1)
- Introduction To Soldering and Desoldering Techniques.Document6 pagesIntroduction To Soldering and Desoldering Techniques.Arsalan Ahmed100% (1)
- How Metal Coupling Affects Rusting of IronDocument15 pagesHow Metal Coupling Affects Rusting of IronYOGESH SHARMANo ratings yet
- TIG MIG Welding Lab ReportDocument6 pagesTIG MIG Welding Lab ReportSaad Saleem50% (2)
- Technique # 1. Leftward or Forward Welding:: AdvertisementsDocument2 pagesTechnique # 1. Leftward or Forward Welding:: AdvertisementszombieNo ratings yet
- Physics Activity 1 To 6Document12 pagesPhysics Activity 1 To 6Aadit “ThePROkiller”0% (1)
- Physics Class12 Project Report Cbse 2020 2021 On Topic Ac GeneratorDocument16 pagesPhysics Class12 Project Report Cbse 2020 2021 On Topic Ac Generatoruselessf97No ratings yet
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- Experiment - TIGDocument5 pagesExperiment - TIGAl Anood Al AmeriNo ratings yet
- Construction & WorkingDocument22 pagesConstruction & WorkingShah Aizat Razali100% (1)
- Learn Welding Skills and Safety ProceduresDocument11 pagesLearn Welding Skills and Safety ProceduresJia Yee Ten100% (1)
- Lab Report 1 F2023, F2002 .Document13 pagesLab Report 1 F2023, F2002 .nazren shahNo ratings yet
- ELECTRIC CHARGES AND FIELDS PROJECTDocument6 pagesELECTRIC CHARGES AND FIELDS PROJECTShifa SiddiquiNo ratings yet
- Machine Design Tutorial Sheet QuestionsDocument3 pagesMachine Design Tutorial Sheet Questionsabhishek chaurasiyaNo ratings yet
- Cells and Batteries Revised NotesDocument28 pagesCells and Batteries Revised NotesRoynika shaluNo ratings yet
- Week 10 - WeldingDocument133 pagesWeek 10 - WeldingFattihi EkhmalNo ratings yet
- Measuring, Marking and Basic Fitting Shop OperationsDocument9 pagesMeasuring, Marking and Basic Fitting Shop Operationssuleman205100% (4)
- Single Phase Transformer ReportDocument8 pagesSingle Phase Transformer ReportMuhammad MushtaqNo ratings yet
- KIMATHI UNI JOINT THROUGH MARRIED CABLEDocument5 pagesKIMATHI UNI JOINT THROUGH MARRIED CABLEDon Churchill100% (2)
- Lab ReportDocument21 pagesLab ReportMuhammad YasirNo ratings yet
- Fitting LabDocument8 pagesFitting LabArun kumar rouniyarNo ratings yet
- EXPERIMENT 6 - Voltage and Current Divider Circuit Design ConsiderationsDocument5 pagesEXPERIMENT 6 - Voltage and Current Divider Circuit Design ConsiderationsLea VillafuerteNo ratings yet
- List of ActivitiesDocument15 pagesList of Activitieskaustubhkushagra9No ratings yet
- MP Lecture Unit 3 FormingDocument21 pagesMP Lecture Unit 3 Formingaakash sharmaNo ratings yet
- Parts of An Electric IronDocument4 pagesParts of An Electric Ironraghgk2012No ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Study Lathe Machine PartsDocument4 pagesStudy Lathe Machine PartsMuhammad SohailNo ratings yet
- Physics Activity Grade12Document35 pagesPhysics Activity Grade12saisatyarahulNo ratings yet
- XII Physics Practical 2020 21Document39 pagesXII Physics Practical 2020 21HITEN SOLANKINo ratings yet
- Corrosion Lab ConclusionDocument5 pagesCorrosion Lab ConclusionDiane Iloveyou LeeNo ratings yet
- Iron and Steel ClassificationDocument16 pagesIron and Steel ClassificationVarun BainsNo ratings yet
- Internal Resistance - PhysicsDocument31 pagesInternal Resistance - PhysicsAbhijith A.SNo ratings yet
- Mech Lathe Machine ReportDocument15 pagesMech Lathe Machine ReportLary Dela Cruz Guevarra100% (1)
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Guide to Welding Types and TechniquesDocument15 pagesGuide to Welding Types and TechniquesArslan100% (1)
- Material Property ReportDocument25 pagesMaterial Property Reporta4idNo ratings yet
- Physics Class 12 ProjectDocument33 pagesPhysics Class 12 Projectansh46190No ratings yet
- Find A.C. Mains FrequencyDocument6 pagesFind A.C. Mains FrequencyAnshulNo ratings yet
- Bgtech 1 Research Paper Ferrous and Non Ferrous Metals: Far Eastern University Institute of Architecture and Fine ArtsDocument23 pagesBgtech 1 Research Paper Ferrous and Non Ferrous Metals: Far Eastern University Institute of Architecture and Fine ArtsRousseau Pierre LouisNo ratings yet
- Full Hacksaw ReportDocument7 pagesFull Hacksaw ReportIqbalRifat0% (1)
- Chapter 3 - Principles of Arc WeldingDocument32 pagesChapter 3 - Principles of Arc Weldingsipi maseleNo ratings yet
- Advance Welding TechnologyDocument52 pagesAdvance Welding Technologypankaj3753No ratings yet
- Aayushi PhysicsDocument12 pagesAayushi PhysicsSameer pandeyNo ratings yet
- Fitting Shop Tools Classification and UsesDocument8 pagesFitting Shop Tools Classification and UsesZatchBellNo ratings yet
- Two Way Switch Wiring GuideDocument7 pagesTwo Way Switch Wiring GuideLienie Azhar50% (4)
- NameDocument23 pagesNameBoss of the worldNo ratings yet
- Presentation On Air Circuit Breaker: Vidhyavardhini Institute of Technolofy PALDocument23 pagesPresentation On Air Circuit Breaker: Vidhyavardhini Institute of Technolofy PALPrathamesh MhatugadeNo ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- To Assemble The Components of A Given Electrical CircuitDocument2 pagesTo Assemble The Components of A Given Electrical Circuitarpit375rajputNo ratings yet
- Lab Report 1Document6 pagesLab Report 1yuwarajaNo ratings yet
- Investigatory Project For Class 12th ChemistryDocument6 pagesInvestigatory Project For Class 12th ChemistrywarriorNo ratings yet
- Exp04 - DC Circuit With Resistive LoadDocument12 pagesExp04 - DC Circuit With Resistive Loadhafiz100% (1)
- Manufacturing Processes Lab ManualDocument46 pagesManufacturing Processes Lab ManualAnas AminNo ratings yet
- Experiment 1 PhotocellDocument6 pagesExperiment 1 Photocellalbara83% (6)
- Join Metal Parts with Gas Welding, Brazing & SolderingDocument105 pagesJoin Metal Parts with Gas Welding, Brazing & SolderingAnuj Verma100% (1)
- Physics Project 1 DSFDSGSGDFSG CompressDocument16 pagesPhysics Project 1 DSFDSGSGDFSG Compresssoundarahari.pNo ratings yet
- Gas WeldingDocument17 pagesGas WeldingHiren KumarNo ratings yet
- Gas Welding (Oxy-Acetylene)Document20 pagesGas Welding (Oxy-Acetylene)Muhammad Ali BakhtNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- MPI Detects Surface FlawsDocument172 pagesMPI Detects Surface FlawsRamesh RNo ratings yet
- Radiographic Interpretation TechniquesDocument197 pagesRadiographic Interpretation TechniquesRamesh R100% (1)
- RT Detects Hidden FlawsDocument143 pagesRT Detects Hidden FlawsRamesh RNo ratings yet
- Module 4 Welding Joints and SymbolsDocument68 pagesModule 4 Welding Joints and SymbolsAhmed Shaban KotbNo ratings yet
- CWI Module 01Document3 pagesCWI Module 01Nsidibe Michael Etim67% (3)
- Metal Forming Operations: Rolling: Makes Sheet Metal (Hot or Cold)Document37 pagesMetal Forming Operations: Rolling: Makes Sheet Metal (Hot or Cold)Ramesh RNo ratings yet
- API STANDARD 1104 - Welding of Pipelines and Related FacilitiesDocument1 pageAPI STANDARD 1104 - Welding of Pipelines and Related FacilitiesRamesh RNo ratings yet
- Liquid Pentrant TestingDocument55 pagesLiquid Pentrant TestingRamesh R100% (1)
- ASME SEC IX - Welding Procedure and PerfDocument44 pagesASME SEC IX - Welding Procedure and Perfstefanie_1980100% (2)
- Module 10Document92 pagesModule 10Ramesh RNo ratings yet
- Aerospace Material Specification: (R) In-Process Welding of CastingsDocument13 pagesAerospace Material Specification: (R) In-Process Welding of CastingsRamesh R100% (1)
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Radiography TestingDocument23 pagesRadiography TestingRamesh RNo ratings yet
- Weld JointsDocument6 pagesWeld JointsRamesh RNo ratings yet
- ASME SEC IX - Welding Procedure and PerfDocument44 pagesASME SEC IX - Welding Procedure and Perfstefanie_1980100% (2)
- Shielded Metal Arc Welding (Smaw)Document21 pagesShielded Metal Arc Welding (Smaw)Ramesh RNo ratings yet
- Defects in Smaw WeldingDocument17 pagesDefects in Smaw WeldingRamesh R100% (1)
- Flame CuttingDocument26 pagesFlame CuttingRamesh RNo ratings yet
- Flux Core Arc Welding (Fcaw)Document8 pagesFlux Core Arc Welding (Fcaw)Ramesh RNo ratings yet
- Code PresentationDocument60 pagesCode PresentationwenigmaNo ratings yet
- Radiography TestingDocument23 pagesRadiography TestingRamesh R100% (1)
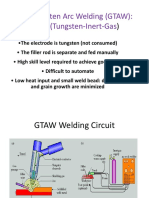
- GTAW or TIGDocument6 pagesGTAW or TIGRamesh RNo ratings yet
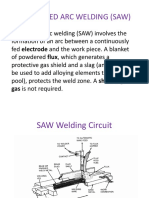
- SAW Welding Guide for High-Strength SteelDocument5 pagesSAW Welding Guide for High-Strength SteelRamesh RNo ratings yet
- Weld JointsDocument6 pagesWeld JointsRamesh RNo ratings yet
- Magnetic Particle TestingDocument32 pagesMagnetic Particle TestingRamesh RNo ratings yet
- Gmaw or MigDocument11 pagesGmaw or MigRamesh RNo ratings yet
- Ultrasonic TestingDocument13 pagesUltrasonic TestingRamesh RNo ratings yet
- Electrical Accessories Requirement For Ramakrishna PolytechnicDocument1 pageElectrical Accessories Requirement For Ramakrishna PolytechnicRamesh RNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Principles of MKTNG Q4 Module 7 6Document27 pagesPrinciples of MKTNG Q4 Module 7 6Dan Remark CuetoNo ratings yet
- Overview of Bhushan Power and SteelDocument18 pagesOverview of Bhushan Power and SteelAbhishek Dhawan0% (1)
- Customer Relationship Management ROIDocument19 pagesCustomer Relationship Management ROIHồng PhúcNo ratings yet
- O.M File 4Document50 pagesO.M File 4Kristoffer AngNo ratings yet
- Case Studies Rural Marketing 1Document9 pagesCase Studies Rural Marketing 1Avadhprasad PandeNo ratings yet
- Azad Products MGT-600Document3 pagesAzad Products MGT-600Abusufian SajibNo ratings yet
- Marketing in Public UtilitiesDocument2 pagesMarketing in Public UtilitiesVIVEK T VNo ratings yet
- ECM Overview-Best PracticesDocument35 pagesECM Overview-Best PracticesSweetie PieNo ratings yet
- Final MBA 2019 Bylaws 21.10.19Document156 pagesFinal MBA 2019 Bylaws 21.10.19Faraz SiddiquiNo ratings yet
- Manage Inbound & Outbound LogisticsDocument4 pagesManage Inbound & Outbound LogisticsNoopur Gandhi100% (2)
- Marketing Strategy Group 2 Porter's 5 Forces AnalysisDocument7 pagesMarketing Strategy Group 2 Porter's 5 Forces Analysishh ggjNo ratings yet
- Nihal Danish: Work Experience SkillsDocument1 pageNihal Danish: Work Experience SkillsNihal DanishNo ratings yet
- Assignment On Fabric Quality Control and TestingDocument57 pagesAssignment On Fabric Quality Control and TestingBayazid Bustami Shaun100% (2)
- Proposal To Rent Kiosk in MallDocument6 pagesProposal To Rent Kiosk in MallYOUNEED TRADINGNo ratings yet
- Assignment Standard Costing SolutionsDocument13 pagesAssignment Standard Costing SolutionsMartha MasalangkayNo ratings yet
- 5 Types of Inventory Costs (Explained With Examples)Document14 pages5 Types of Inventory Costs (Explained With Examples)Mohammad Rafiq DarNo ratings yet
- Marketing Research On NokiaDocument5 pagesMarketing Research On NokiaMuhammad Qasim HussainNo ratings yet
- Training Record 2Document15 pagesTraining Record 2subhanmusadiqNo ratings yet
- Bom LadderDocument2 pagesBom LadderAnonymous At01QbNo ratings yet
- Make Money On AmazonDocument24 pagesMake Money On AmazonFlora AlmeidaNo ratings yet
- Services Management - 2019 - S1Document45 pagesServices Management - 2019 - S1ParrNo ratings yet
- Activity Sheet - Preparing A Business Plan (2nd)Document9 pagesActivity Sheet - Preparing A Business Plan (2nd)lionellNo ratings yet
- F2 PSPP-Project Status of Purchased PartsDocument6 pagesF2 PSPP-Project Status of Purchased PartsOropeza LizbethNo ratings yet
- Manufacturing SystemsDocument9 pagesManufacturing SystemsElizzabeth HZNo ratings yet
- SAP SD - Quick GuideDocument104 pagesSAP SD - Quick Guidetsraja1999No ratings yet
- Amul PPT FinalDocument15 pagesAmul PPT FinalAdityaNo ratings yet
- CNC and VMCDocument13 pagesCNC and VMCJaisuryan VNo ratings yet
- 0000-Business Analysis Template-AIM BP080 Future Process Model-V102Document14 pages0000-Business Analysis Template-AIM BP080 Future Process Model-V102Krishanu BanerjeeNo ratings yet
- CROCSDocument3 pagesCROCSDiego Flores YagaNo ratings yet
- GEP JD - KS - Sourcing Analyst 2021-22Document2 pagesGEP JD - KS - Sourcing Analyst 2021-22pranita mundraNo ratings yet