You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- FMEA by ProcessDocument5 pagesFMEA by ProcessLow SnNo ratings yet
- SOP-Startup Shutdown and Operation of Cement MillsDocument4 pagesSOP-Startup Shutdown and Operation of Cement MillsJCSNo ratings yet
- CAT Level 2 QuestionnairesDocument16 pagesCAT Level 2 QuestionnairesRona Amor MundaNo ratings yet
- COSO Fraud Risk Management GuideDocument20 pagesCOSO Fraud Risk Management GuideAhmad Himmo100% (2)
- Case - Spring GardenDocument1 pageCase - Spring GardenTanu GuptaNo ratings yet
- Steam TurbineDocument78 pagesSteam TurbineAbhishek Verma100% (1)
- Modification of Gear Cutting Fixtures in CNC Hobbing MachineDocument24 pagesModification of Gear Cutting Fixtures in CNC Hobbing MachinegowthamNo ratings yet
- Chapter 5Document12 pagesChapter 5Hoàng LongNo ratings yet
- 8D: Problem Solving Sheet: We Use Cause and Effect Diagram For Find Out Possible CausesDocument7 pages8D: Problem Solving Sheet: We Use Cause and Effect Diagram For Find Out Possible CausesPuneet SharmaNo ratings yet
- Method: Wrong Setting of Feeder RollDocument12 pagesMethod: Wrong Setting of Feeder Rollrajesh sharmaNo ratings yet
- Diverter Valves PPT FinalDocument25 pagesDiverter Valves PPT FinalRahul MishraNo ratings yet
- EnCounter 3GF20Document1 pageEnCounter 3GF20srinivasaNo ratings yet
- Pdf 文件使用 "Pdffactory Pro" 试用版本创建: Www.Fineprint.CnDocument2 pagesPdf 文件使用 "Pdffactory Pro" 试用版本创建: Www.Fineprint.CnAida RuptureanuNo ratings yet
- Casting High Quality C12A: Bradken Energy ProductsDocument37 pagesCasting High Quality C12A: Bradken Energy Productsdelta lab sangliNo ratings yet
- IRJET V3I1131 With Cover Page v2Document10 pagesIRJET V3I1131 With Cover Page v2sara hishamNo ratings yet
- Critical: Closed Closed Closed Closed Closed Closed Closed Closed Closed ClosedDocument47 pagesCritical: Closed Closed Closed Closed Closed Closed Closed Closed Closed ClosedRS MANIKANDANNo ratings yet
- App Man Section6 Rev1 PDFDocument41 pagesApp Man Section6 Rev1 PDFSiding BarroNo ratings yet
- Casting Quality ControlDocument62 pagesCasting Quality ControlusharajendranNo ratings yet
- Six Sigma Project ReportDocument39 pagesSix Sigma Project Reportsumeetsaini88No ratings yet
- Wave Soldering ProcessDocument5 pagesWave Soldering ProcessNur AiniNo ratings yet
- Recondition of SPM012Document7 pagesRecondition of SPM012MAINI MAINT TEAMNo ratings yet
- Reduction of Defects in High Pressure Bolts: Project ReviewDocument17 pagesReduction of Defects in High Pressure Bolts: Project ReviewVickyVenkataramanNo ratings yet
- 7 QC Tools Live ExampleDocument12 pages7 QC Tools Live ExampleKamlesh RanaNo ratings yet
- PA Unit Januari 2022 NewDocument19 pagesPA Unit Januari 2022 NewAfif HidayatNo ratings yet
- 7 Step PfmeaDocument132 pages7 Step PfmeaRajdeep SikdarNo ratings yet
- 7 QC Tools - TrainingDocument27 pages7 QC Tools - TrainingRadhika GuptaNo ratings yet
- Engineering Project in Varroc Chennai 2020-2021Document9 pagesEngineering Project in Varroc Chennai 2020-2021Manjeet Rana100% (1)
- Problem-Solving Model: Identify Determine Root CauseDocument68 pagesProblem-Solving Model: Identify Determine Root CauseDin UdinNo ratings yet
- Aspect Impact Hazard Risk Production and InspectionDocument19 pagesAspect Impact Hazard Risk Production and InspectionganrashNo ratings yet
- OEE Improvement Project: Eng. Ehab Abo Elkhier Eng. Ahmed Shawky Eng. Mohamed Ramadan Eng. Hamdy Saber Mahmoud KhairyDocument23 pagesOEE Improvement Project: Eng. Ehab Abo Elkhier Eng. Ahmed Shawky Eng. Mohamed Ramadan Eng. Hamdy Saber Mahmoud Khairymahmoud khairyNo ratings yet
- RCA - 05-P521A Shaft FailureDocument40 pagesRCA - 05-P521A Shaft FailureAnkit SharmaNo ratings yet
- PA Unit Januari 2022Document18 pagesPA Unit Januari 2022Afif HidayatNo ratings yet
- Training & Development Wing Quality Assurance: Prepared By: Abdul Latif (AM - QA)Document82 pagesTraining & Development Wing Quality Assurance: Prepared By: Abdul Latif (AM - QA)bronicNo ratings yet
- 8D Report of Urea Tank For Pump Welding Leakage IssueDocument122 pages8D Report of Urea Tank For Pump Welding Leakage IssueAvinash NikamNo ratings yet
- ESPECIFICACIONES TECNICAS ePA-CF NYLON FIBRA DE CARBONO ESUNDocument2 pagesESPECIFICACIONES TECNICAS ePA-CF NYLON FIBRA DE CARBONO ESUNArq.mauricioaguilarNo ratings yet
- 850T - CPK ImprovementDocument11 pages850T - CPK ImprovementMansoor ShaikhNo ratings yet
- SOP-startup Shutdown and Operation of Raw MillDocument4 pagesSOP-startup Shutdown and Operation of Raw MillJCS100% (1)
- PPTDocument33 pagesPPTSam SamNo ratings yet
- What Is SMT Soldering Process Step by StepDocument12 pagesWhat Is SMT Soldering Process Step by StepjackNo ratings yet
- The Case SMEDocument8 pagesThe Case SMEMusti BeNo ratings yet
- Attn: Yamaha Motor Vietnam Co..LtdDocument5 pagesAttn: Yamaha Motor Vietnam Co..LtdanhthoNo ratings yet
- Certificate of Analysis: DEC DEC DECDocument2 pagesCertificate of Analysis: DEC DEC DECAlejandro PalaciosNo ratings yet
- Technical Review:: Program: Mahindra Oil Pump Part No.: M0106066 Description: VALVE Supplier: Bhagwan Precision (P) LTDDocument17 pagesTechnical Review:: Program: Mahindra Oil Pump Part No.: M0106066 Description: VALVE Supplier: Bhagwan Precision (P) LTDhandakeshav7321No ratings yet
- Report On Investigation of Bearing Failure On Drive MotorDocument9 pagesReport On Investigation of Bearing Failure On Drive MotorJoel MinafiNo ratings yet
- FmeaDocument5 pagesFmeaBuiTrungNo ratings yet
- Mould Check List / Trial Record: FG Control Tube FG H-TopDocument8 pagesMould Check List / Trial Record: FG Control Tube FG H-ToprajeshNo ratings yet
- Brochure Mounting enDocument28 pagesBrochure Mounting enjmciudadmaderas26No ratings yet
- Hot Stamping of Aerospace Aluminium Alloys (MM) FinalDocument20 pagesHot Stamping of Aerospace Aluminium Alloys (MM) FinalMeby MathewNo ratings yet
- 777G Ski Plate Extension - Rev 03Document29 pages777G Ski Plate Extension - Rev 03Herman Castillo EspindolaNo ratings yet
- Baxter - Kifayat Hussain-1Document2 pagesBaxter - Kifayat Hussain-1Kifaýať HuśśaiňNo ratings yet
- Emme Hot Stamping Bilbao EndfassungDocument29 pagesEmme Hot Stamping Bilbao EndfassungJoão TarelhoNo ratings yet
- Fish Bone - KP Taper BoreDocument6 pagesFish Bone - KP Taper BoreSANKUSINo ratings yet
- Guidance 1GDocument5 pagesGuidance 1GWahyu HaryadiNo ratings yet
- Unit-Ii Plant Location & LayoutDocument65 pagesUnit-Ii Plant Location & LayoutCharul AgrawalNo ratings yet
- Bevel Gear Manufacturing Troubleshooting: - L., ) Li: I - Iiil - In'Document5 pagesBevel Gear Manufacturing Troubleshooting: - L., ) Li: I - Iiil - In'Prasanna JNo ratings yet
- ATM Sample Preparation MethodsDocument24 pagesATM Sample Preparation MethodsjhscribdaccNo ratings yet
- Punjab Bevel Gears Ltd. Sahibabad.: KNL Driveline Parts Pvt. Ltd. Material Test CertificateDocument1 pagePunjab Bevel Gears Ltd. Sahibabad.: KNL Driveline Parts Pvt. Ltd. Material Test CertificateargmsfNo ratings yet
- Manufacturing Surface Technology: Surface Integrity and Functional PerformanceFrom EverandManufacturing Surface Technology: Surface Integrity and Functional PerformanceRating: 5 out of 5 stars5/5 (1)
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingFrom EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo ratings yet
- Worked Examples in Electrical Machines and Drives: Applied Electricity and ElectronicsFrom EverandWorked Examples in Electrical Machines and Drives: Applied Electricity and ElectronicsRating: 3 out of 5 stars3/5 (5)
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text Bookhasan waqarNo ratings yet
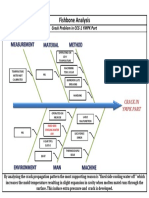
- Fishbone Analysis PDFDocument1 pageFishbone Analysis PDFhasan waqarNo ratings yet
- Prazna SlamaDocument115 pagesPrazna SlamaDuke Togo100% (3)
- Awareness FinalDocument12 pagesAwareness Finalhasan waqarNo ratings yet
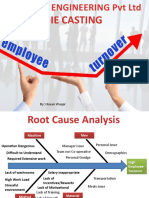
- Die Casting: By: Hasan WaqarDocument12 pagesDie Casting: By: Hasan Waqarhasan waqarNo ratings yet
- Efficient Gas UtilizationDocument27 pagesEfficient Gas Utilizationhasan waqarNo ratings yet
- Proteccion Conta Incendios Hdpe - KWH PipeDocument8 pagesProteccion Conta Incendios Hdpe - KWH PipeYHASMANI SOTELO GARCIANo ratings yet
- D.light CaseDocument19 pagesD.light CaseKshitijNo ratings yet
- Quality Control Manager Job DescriptionDocument2 pagesQuality Control Manager Job DescriptionSarah ChaudharyNo ratings yet
- Payroll Canadian 1St Edition Dryden Test Bank Full Chapter PDFDocument37 pagesPayroll Canadian 1St Edition Dryden Test Bank Full Chapter PDFhebexuyenod8q100% (6)
- BYOD Case StudyDocument2 pagesBYOD Case StudyNaman JainNo ratings yet
- Spa For PRC Id AuthorizationDocument2 pagesSpa For PRC Id AuthorizationJULEBIE LARIDE100% (1)
- Going Rate PricingDocument3 pagesGoing Rate PricingHarshitha RNo ratings yet
- Cookies Haven: Have Every Bite Without GuiltDocument8 pagesCookies Haven: Have Every Bite Without GuiltjeanneNo ratings yet
- Model Draft of - Notice Under Section 80 CPC Against State GovernmentDocument4 pagesModel Draft of - Notice Under Section 80 CPC Against State Governmentshivam5singh-25No ratings yet
- Nokia Corporation Porter Five (5) Forces & Industry Analysis (Strategy)Document9 pagesNokia Corporation Porter Five (5) Forces & Industry Analysis (Strategy)jijuikruNo ratings yet
- UPN - UG TMyR Sem 14 (L) Calculating MarkupsDocument6 pagesUPN - UG TMyR Sem 14 (L) Calculating MarkupsJulio César Poblete BenitesNo ratings yet
- OFAG Short.NDocument133 pagesOFAG Short.Nberihun admassuNo ratings yet
- Mcbriz-Module 1 - FM Elec3Document18 pagesMcbriz-Module 1 - FM Elec3Jesca ConsulNo ratings yet
- Automation 72604Document224 pagesAutomation 72604gerco120% (1)
- FinMod FIN4350 TeamHW3 Fall2021 Sensitivity&Stochastic Analysis AdvertisingBudgetDecisionDocument12 pagesFinMod FIN4350 TeamHW3 Fall2021 Sensitivity&Stochastic Analysis AdvertisingBudgetDecisionalka murarkaNo ratings yet
- Joint Affidavit of UndertakingDocument1 pageJoint Affidavit of UndertakingMarlon RondainNo ratings yet
- Design Thinking - 2Document18 pagesDesign Thinking - 2Shalu100% (2)
- The Way of The SamuraiDocument131 pagesThe Way of The SamuraiSign InNo ratings yet
- Assignment On Financial ManagementDocument22 pagesAssignment On Financial ManagementSimran VirmaniNo ratings yet
- Quality of Conformance - Definition, Example & Benefits - Top 6Document7 pagesQuality of Conformance - Definition, Example & Benefits - Top 6ghoshsan909No ratings yet
- Central University of Kashmir: TopicDocument8 pagesCentral University of Kashmir: TopicOWAIS ZAHOOR BHATNo ratings yet
- Microsoft Cloud Partner Program Walking DeckDocument18 pagesMicrosoft Cloud Partner Program Walking DeckTech On Demand Solution ProvidersNo ratings yet
- Cash QuizDocument6 pagesCash QuizGwen Cabarse PansoyNo ratings yet
- Sales Notes LatestDocument6 pagesSales Notes LatestArnold Janssen CastilloNo ratings yet
- Department of Trade and Industry: 3L Publication Code 380-20170714-41Document4 pagesDepartment of Trade and Industry: 3L Publication Code 380-20170714-41paympmnpNo ratings yet
- MOS Case StudyDocument3 pagesMOS Case StudySakshi AgarwalNo ratings yet
- Bengali PlanDocument11 pagesBengali PlanPravin KumarNo ratings yet