You might also like
- Infosys Way of Life SAQDocument7 pagesInfosys Way of Life SAQDevendra Patwardhan75% (4)
- SCN-An Insight - SAP Toll ManufacturingDocument10 pagesSCN-An Insight - SAP Toll ManufacturingRavibabu Koduri67% (3)
- Plant Layout ConfigurationDocument17 pagesPlant Layout ConfigurationRashmi SNo ratings yet
- The Future of Lean Procurement: Oracle - JD Edwards Enterprise ONEDocument17 pagesThe Future of Lean Procurement: Oracle - JD Edwards Enterprise ONErahuljy2000No ratings yet
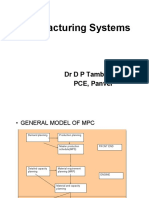
- Manufacturing Systems: DR D P Tambuskar PCE, PanvelDocument15 pagesManufacturing Systems: DR D P Tambuskar PCE, PanvelSankalp GuravNo ratings yet
- MNS-02 Manufacturing Execution SystemDocument28 pagesMNS-02 Manufacturing Execution System11 Jela SukmawanNo ratings yet
- Flexible Manufacturing SystemDocument55 pagesFlexible Manufacturing SystemMiftachul HudaNo ratings yet
- Production System Is A Collection of People, Equipment, and Procedures Organized To Accomplish The Manufacturing Operations of An OrganizationDocument55 pagesProduction System Is A Collection of People, Equipment, and Procedures Organized To Accomplish The Manufacturing Operations of An OrganizationPuneet GoelNo ratings yet
- Facility Layout, PPTDocument22 pagesFacility Layout, PPTsakhawatNo ratings yet
- Facility LayoutDocument18 pagesFacility LayoutjoiematerumNo ratings yet
- Facility LayoutDocument18 pagesFacility LayoutMonabbera Khatun NabilaNo ratings yet
- Flexible Manufacturing Systems (FMS)Document24 pagesFlexible Manufacturing Systems (FMS)Padmavathi Putra LokeshNo ratings yet
- Facility LayoutDocument54 pagesFacility LayoutSimayan Pati100% (11)
- Automation 171201051046Document51 pagesAutomation 171201051046Nikhil PandharpatteNo ratings yet
- JITfinalDocument40 pagesJITfinalRatnesh Kumar RaiNo ratings yet
- Process Selection & Facility LayoutDocument52 pagesProcess Selection & Facility LayoutNikki D. ChavezNo ratings yet
- Chapter 3Document40 pagesChapter 3richard tiamNo ratings yet
- APPC Manufacturing ProcessDocument45 pagesAPPC Manufacturing ProcessManish DwivediNo ratings yet
- Flexible Manufacturing SystemDocument37 pagesFlexible Manufacturing SystemSuwandi RamdanNo ratings yet
- 1.PPC IntroductionDocument70 pages1.PPC IntroductionAbhinav ReddyNo ratings yet
- Manufacturing Process DesignDocument45 pagesManufacturing Process DesignAnuj Chanda0% (1)
- Product Layout: Thah ADocument22 pagesProduct Layout: Thah AjoyanuNo ratings yet
- Introduction To Plant LayoutDocument31 pagesIntroduction To Plant LayoutKUBAL MANOJ SHAMSUNDARNo ratings yet
- Manufacturing and Service Processes: Chapter 7and 9 of Chase, Shankar, JacobsDocument53 pagesManufacturing and Service Processes: Chapter 7and 9 of Chase, Shankar, JacobsKhursheed AlamNo ratings yet
- Process Selection and Facility LayoutDocument33 pagesProcess Selection and Facility LayoutAchim BragancaNo ratings yet
- Types of Manufacturing SystemDocument23 pagesTypes of Manufacturing SystemVishal ChoudharyNo ratings yet
- 8 - The Conversion Cycle WfaDocument70 pages8 - The Conversion Cycle WfaShandy MojicaNo ratings yet
- Cad, Cam CimDocument16 pagesCad, Cam CimSurya SNo ratings yet
- Manufacturing ProcessDocument14 pagesManufacturing Processayushichaudhary72No ratings yet
- Group TechnologyDocument161 pagesGroup TechnologyjayananthanNo ratings yet
- Manufactuiring ConceptsDocument79 pagesManufactuiring ConceptsBharath SrNo ratings yet
- Production System: Submitted By:-Amrinder Kaur, Anup Chauhan, AnuragDocument12 pagesProduction System: Submitted By:-Amrinder Kaur, Anup Chauhan, AnuragAnup ChauhanNo ratings yet
- Flexible Manufacturing Systems (FMS)Document24 pagesFlexible Manufacturing Systems (FMS)IndriiNo ratings yet
- Chapter-3: Plant Layout DesignDocument53 pagesChapter-3: Plant Layout DesignDasale DaposNo ratings yet
- Different Types of Manufacturing ProcessDocument23 pagesDifferent Types of Manufacturing ProcessBrajesh KumarNo ratings yet
- Lecture 1Document24 pagesLecture 1Philani XabaNo ratings yet
- Facility Layout Session 2Document28 pagesFacility Layout Session 2Brijesh BaghelNo ratings yet
- Manufacturing Processes: Chapter SevenDocument15 pagesManufacturing Processes: Chapter SevenVinayak SaxenaNo ratings yet
- 8.LSC. Chapter 8 - P1Document38 pages8.LSC. Chapter 8 - P1HanhNo ratings yet
- Program MaDocument574 pagesProgram MaSennheiserNo ratings yet
- Flexible Manufacturing Systems (FMS)Document28 pagesFlexible Manufacturing Systems (FMS)Anand Kumar100% (1)
- Plant LayoutDocument17 pagesPlant LayoutChintan GosarNo ratings yet
- Facility Layout: by Dr. Harpreet Singh BediDocument65 pagesFacility Layout: by Dr. Harpreet Singh BediMayank GandhiNo ratings yet
- FRABB IA Lubes&Greases EN042018Document24 pagesFRABB IA Lubes&Greases EN042018Hassan Ahmed100% (3)
- Chapter 1.1 Production SystemDocument28 pagesChapter 1.1 Production SystemSarahjane TerradoNo ratings yet
- Process DesignDocument64 pagesProcess DesignahyaniluthfianasariNo ratings yet
- Lean 2012Document25 pagesLean 2012AlexandruNo ratings yet
- Online Lecture 4 MNFG SysDocument11 pagesOnline Lecture 4 MNFG Sysartm4038No ratings yet
- Production and Operations Management (Finished)Document11 pagesProduction and Operations Management (Finished)kingfearless27No ratings yet
- ML03 Process SelectionDocument23 pagesML03 Process Selectionalikulova1998No ratings yet
- Introduction To Production & Operations MGTDocument35 pagesIntroduction To Production & Operations MGTmoza salimNo ratings yet
- 2.0 Process Selection and Facility LayoutDocument28 pages2.0 Process Selection and Facility LayoutShanthiyaah ArumugamNo ratings yet
- Process AnalysisDocument23 pagesProcess AnalysisPrajna Shirsho ShomeNo ratings yet
- Concept of ProductionDocument18 pagesConcept of ProductionkrishnapiyaNo ratings yet
- T4.lean Manufacturing TechniquesDocument81 pagesT4.lean Manufacturing TechniquesAl AidenNo ratings yet
- CH 6 - Process SelectionDocument37 pagesCH 6 - Process SelectionZain AftabNo ratings yet
- FP Lec 4Document79 pagesFP Lec 4engbabaNo ratings yet
- 5 - Mathematical Models For Plant Layout IDocument59 pages5 - Mathematical Models For Plant Layout Ihandsomefa22No ratings yet
- How To Find Facility LayoutDocument54 pagesHow To Find Facility LayoutMr. Umang PanchalNo ratings yet
- Chapter 4Document58 pagesChapter 4rajmessi2001No ratings yet
- Types of Production SystemDocument19 pagesTypes of Production SystemRahul KukrejaNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Flexible Manufacturing Systems (FMS) by Ed RedDocument39 pagesFlexible Manufacturing Systems (FMS) by Ed RedDevendra PatwardhanNo ratings yet
- 2013 - Numerical Analysis of Fractured Femur Bone With Prosthetic Bone PlatesDocument11 pages2013 - Numerical Analysis of Fractured Femur Bone With Prosthetic Bone PlatesDevendra PatwardhanNo ratings yet
- Enhanced Plug-In Hybrid Electric Vehicles: 1. B: A V PhevDocument8 pagesEnhanced Plug-In Hybrid Electric Vehicles: 1. B: A V PhevDevendra PatwardhanNo ratings yet
- Thomas Cook CRMDocument23 pagesThomas Cook CRMahen123No ratings yet
- SCM AssignmentDocument7 pagesSCM AssignmentAvani JainNo ratings yet
- ISO220000 - 2018 Gap Analysis ChecklistDocument6 pagesISO220000 - 2018 Gap Analysis ChecklistaNo ratings yet
- Tugas 13.3 - 37882 - Arya Dharma Chandra - X MIA-14Document15 pagesTugas 13.3 - 37882 - Arya Dharma Chandra - X MIA-14RICHARDSON GOTAMANo ratings yet
- Ericsson Case StudyDocument4 pagesEricsson Case Studycarlos parraNo ratings yet
- Kuldeep VarmaDocument2 pagesKuldeep VarmaTarun HingoraniNo ratings yet
- Six Sigma in HR & Implementation in Bharti AirtelDocument46 pagesSix Sigma in HR & Implementation in Bharti AirtelJatin JalwanNo ratings yet
- Chapter 6 Question Review PDFDocument14 pagesChapter 6 Question Review PDFJannet OmolonNo ratings yet
- International Journal of Physical Distribution & Logistics ManagementDocument4 pagesInternational Journal of Physical Distribution & Logistics ManagementPradeep PandianNo ratings yet
- Marketing 2014 17th Edition Pride Solutions Manual 1Document24 pagesMarketing 2014 17th Edition Pride Solutions Manual 1donna100% (50)
- Câu hỏi trắc nghiệm vòng bán kết VNYLT2020Document12 pagesCâu hỏi trắc nghiệm vòng bán kết VNYLT2020Kim TuyếnNo ratings yet
- Chapter Three Operation Management PTTDocument19 pagesChapter Three Operation Management PTTKidan AmareNo ratings yet
- Information Security Continuous Monitoring (ISCM) For Federal Information Systems and OrganizationsDocument80 pagesInformation Security Continuous Monitoring (ISCM) For Federal Information Systems and OrganizationsFedScoopNo ratings yet
- Push and Pull Production Control System: MRP and JIT Session 5-7Document84 pagesPush and Pull Production Control System: MRP and JIT Session 5-7AfifahSeptiaNo ratings yet
- The Stationery Shop: Inside Sarki Gate, Shop # 2/B Near Mohalla Ghori Khan PeshawarDocument13 pagesThe Stationery Shop: Inside Sarki Gate, Shop # 2/B Near Mohalla Ghori Khan Peshawaraashika shresthaNo ratings yet
- The Impact of E-Business and Competitive AdvantageDocument4 pagesThe Impact of E-Business and Competitive AdvantageInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Session 3 Unit 3 Analysis On Inventory ManagementDocument18 pagesSession 3 Unit 3 Analysis On Inventory ManagementAyesha RachhNo ratings yet
- Tufin Secure App Data Sheet enDocument2 pagesTufin Secure App Data Sheet enCarlos R HernándezNo ratings yet
- SAP CRM 7.0 Bootcamp Day 2Document115 pagesSAP CRM 7.0 Bootcamp Day 2h2hack2100% (1)
- CA FINAL Transfer PricingDocument11 pagesCA FINAL Transfer Pricingjkrapps100% (1)
- Brochure - AVEVA Asset Strategy OptimizationDocument8 pagesBrochure - AVEVA Asset Strategy OptimizationTeguh YuliantoNo ratings yet
- Marketing Strategies at The Mcdonalds 1Document13 pagesMarketing Strategies at The Mcdonalds 1Bhatti FarahNo ratings yet
- Resume - Taliyah KeslerDocument1 pageResume - Taliyah Keslerapi-654532583No ratings yet
- Course Outline For Iatf 16949 2016 Lead AuditorDocument2 pagesCourse Outline For Iatf 16949 2016 Lead Auditorpareshpatel99No ratings yet
- Metal Rainbow Chart (English)Document2 pagesMetal Rainbow Chart (English)jaz99tanNo ratings yet
- CH 2Document26 pagesCH 2Zeina MoawadNo ratings yet
- Software Testing and Quality AssuranceDocument8 pagesSoftware Testing and Quality AssuranceKrishnakanth GudurNo ratings yet
- SAP Business Objects Processing Framework PDFDocument45 pagesSAP Business Objects Processing Framework PDFSUDHANo ratings yet