You might also like
- F4a 2020 LEEA Assessments - Information For Members Students Nov 2019Document4 pagesF4a 2020 LEEA Assessments - Information For Members Students Nov 2019VishnuNo ratings yet
- 033 - Anchor Calibration of MV Adolfo Sr.Document3 pages033 - Anchor Calibration of MV Adolfo Sr.Mikhail Roy Dela CruzNo ratings yet
- 45 Samss 006Document8 pages45 Samss 006naruto256No ratings yet
- MPI Machine - SL 2016123864 - MPI Yoke - 27.05.2021Document1 pageMPI Machine - SL 2016123864 - MPI Yoke - 27.05.2021Naveen KumarNo ratings yet
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- DEN-CON TOOL ELEVATOR MAINTENANCE INSPECTION DATADocument2 pagesDEN-CON TOOL ELEVATOR MAINTENANCE INSPECTION DATAHector BarriosNo ratings yet
- Contact China Construction for Quality ProjectsDocument2 pagesContact China Construction for Quality ProjectsKeeshia Elaine RonoloNo ratings yet
- PT Bhaita Wire Rope Inspection ProcedureDocument4 pagesPT Bhaita Wire Rope Inspection ProcedureSugianto TanNo ratings yet
- Identification of Risk and Providing GuiDocument5 pagesIdentification of Risk and Providing GuiJay PanitanNo ratings yet
- Naga 7: Velesto Drilling SDN BHDDocument2 pagesNaga 7: Velesto Drilling SDN BHDmuhammad zahlanNo ratings yet
- Quality Docs DEP 17 0803Document7 pagesQuality Docs DEP 17 0803Edwin MPNo ratings yet
- 1.wash Pipe 8-1-8 SN NNDocument1 page1.wash Pipe 8-1-8 SN NNMuhammad Rijal sembiringNo ratings yet
- Drill Pipe I.RDocument6 pagesDrill Pipe I.REdwin MPNo ratings yet
- RADIANT NDT SERVICES REPORT PROVIDES ULTRASONIC TESTING RESULTSDocument1 pageRADIANT NDT SERVICES REPORT PROVIDES ULTRASONIC TESTING RESULTSGoutam Kumar Deb100% (1)
- 0 - BV - OCTG - Pre Rig Inspection Procedure .Rev - GEMDocument4 pages0 - BV - OCTG - Pre Rig Inspection Procedure .Rev - GEMEduard GadzhievNo ratings yet
- Oil India Tender for Supply of Drill PipesDocument13 pagesOil India Tender for Supply of Drill Pipesifebrian100% (1)
- T4 Drill Pipe Colour Code Classification Chart NS2Document1 pageT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (1)
- Manual Lathe Calibration Procedure: 1.0 Standards and EquipmentDocument3 pagesManual Lathe Calibration Procedure: 1.0 Standards and EquipmentG. Dancer GhNo ratings yet
- Almansoori Inspection Services: Travelling Block AssemblyDocument2 pagesAlmansoori Inspection Services: Travelling Block AssemblyRanjithNo ratings yet
- Joint Declaration Under para 26 (6) of The Epf Scheme, 1952Document2 pagesJoint Declaration Under para 26 (6) of The Epf Scheme, 1952prakash reddyNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- International Limited: Certificate of Visual Examination and MpiDocument8 pagesInternational Limited: Certificate of Visual Examination and MpiMichael OkwuwaNo ratings yet
- Method of Statement PDFDocument7 pagesMethod of Statement PDFSakib AyubNo ratings yet
- Calibration CertificateDocument2 pagesCalibration CertificatemangengueyNo ratings yet
- Stabilizer Selection Guidelines QG Wrap Taper AngelsDocument19 pagesStabilizer Selection Guidelines QG Wrap Taper AngelsAhmed Mushtaq100% (1)
- API5b Changes in 16th EditionDocument4 pagesAPI5b Changes in 16th EditionMostafa FikryNo ratings yet
- Drawn by Date RevisionDocument10 pagesDrawn by Date RevisionИван ВасильевNo ratings yet
- Phased Array UT Weld Inspection and Crack DetectionDocument3 pagesPhased Array UT Weld Inspection and Crack DetectionGistek MarcoNo ratings yet
- Microcheck Calibration Services Presentation on Importance of Machine Tool CalibrationDocument19 pagesMicrocheck Calibration Services Presentation on Importance of Machine Tool CalibrationSunilNo ratings yet
- WEIR Product ListDocument4 pagesWEIR Product ListSaurabhNo ratings yet
- Pressure Test Sample Form R2Document1 pagePressure Test Sample Form R2Ruel fernandezNo ratings yet
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- 06d AppendixB4 (550HP) 1582536012902Document94 pages06d AppendixB4 (550HP) 1582536012902Harsh TiwariNo ratings yet
- MPI Reports for ROMFOR Oilfield EquipmentDocument21 pagesMPI Reports for ROMFOR Oilfield EquipmentMehmet SoysalNo ratings yet
- Catalogo 511Document4 pagesCatalogo 511Luis Oswaldo R PNo ratings yet
- 5 Welding Processes 1Document62 pages5 Welding Processes 1adelNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- QAP for Flange InspectionDocument2 pagesQAP for Flange InspectionGOPINATH KRISHNAN NAIRNo ratings yet
- Design CalculationsDocument4 pagesDesign CalculationsEDWIN M.P50% (2)
- Protect Industrial Chemical Tanks Under 40 CharactersDocument16 pagesProtect Industrial Chemical Tanks Under 40 CharactersChonTicha'100% (1)
- API 5CT Scope For Pup JointsDocument3 pagesAPI 5CT Scope For Pup JointsKapil HarchekarNo ratings yet
- Safety Alert Space HeatersDocument2 pagesSafety Alert Space HeatersRamadan KareemNo ratings yet
- Dimensional Check-Form 3TDocument3 pagesDimensional Check-Form 3Tlempeng durianNo ratings yet
- Memo To: Memo No: From: Date: Prep. By: Copied ToDocument3 pagesMemo To: Memo No: From: Date: Prep. By: Copied Tojogi oscar sinagaNo ratings yet
- INSPECTION RESULTS AND RECOMMENDATIONSDocument5 pagesINSPECTION RESULTS AND RECOMMENDATIONSBayu Aringga putra100% (1)
- Understanding Api 4f StructuresDocument16 pagesUnderstanding Api 4f StructuresGordan KanižajNo ratings yet
- Manual - Tenaris - Dimensiones Tubing Joint CasingDocument10 pagesManual - Tenaris - Dimensiones Tubing Joint CasingPatricio JNo ratings yet
- Allied Piping Catalouge 2018Document8 pagesAllied Piping Catalouge 2018ArshadNo ratings yet
- Rotary Table Feeder Data SheetDocument1 pageRotary Table Feeder Data SheetclxNo ratings yet
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Document1 pageWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNo ratings yet
- SS Pipe Welding ProcedureDocument5 pagesSS Pipe Welding Procedureamit rajputNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Specification: 70.78412 Revision: I Date: August 13, 2010 Specification - General Procedure - Brinell and Rockwell Hardness TestingDocument4 pagesSpecification: 70.78412 Revision: I Date: August 13, 2010 Specification - General Procedure - Brinell and Rockwell Hardness Testingstephen lewellenNo ratings yet
- Msheireb General Rig InfoDocument2 pagesMsheireb General Rig InfoAftandil QarmonNo ratings yet
- Summary TER of 13 Unit 20FT ISO Dry ContainerDocument219 pagesSummary TER of 13 Unit 20FT ISO Dry ContainerGhilman0529No ratings yet
- NC50 PinDocument1 pageNC50 PinEduard GadzhievNo ratings yet
- API LIcenseDocument9 pagesAPI LIcenseNadeem AnsariNo ratings yet
- JMW 12.6 ManualDocument8 pagesJMW 12.6 ManualMurillo MoreiraNo ratings yet
- Drill PressDocument4 pagesDrill PressSaurabh SharmaNo ratings yet
- Drilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inDocument9 pagesDrilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inAekanshNo ratings yet
- Thermocouple - أحمد نادر ابراهيم الغوانمةDocument9 pagesThermocouple - أحمد نادر ابراهيم الغوانمةG. Dancer GhNo ratings yet
- Exp.1 Linear MeasurementsDocument8 pagesExp.1 Linear MeasurementsG. Dancer GhNo ratings yet
- Iare Heat Transfer Lecture NotesDocument215 pagesIare Heat Transfer Lecture NotesG. Dancer GhNo ratings yet
- Exp.2 Angular MeasurementsDocument10 pagesExp.2 Angular MeasurementsG. Dancer GhNo ratings yet
- Block Gauges - احمد نادر إبراهيم الغوانمةDocument10 pagesBlock Gauges - احمد نادر إبراهيم الغوانمةG. Dancer GhNo ratings yet
- Heat Transfer From Extended Surfaces (Fins)Document41 pagesHeat Transfer From Extended Surfaces (Fins)G. Dancer GhNo ratings yet
- Chapter 6 - Temperature MeasurementsDocument16 pagesChapter 6 - Temperature MeasurementsG. Dancer GhNo ratings yet
- Tafila Technical University Faculty of Engineering Department of Mechanical EngineeringDocument7 pagesTafila Technical University Faculty of Engineering Department of Mechanical EngineeringG. Dancer GhNo ratings yet
- Chapter 5Document6 pagesChapter 5tabloid07No ratings yet
- Chemistry 520L: Polymer Chemistry Lab: Spring 2018 Friday, 1:25 - 5:15 PM in Morehead Labs 303Document7 pagesChemistry 520L: Polymer Chemistry Lab: Spring 2018 Friday, 1:25 - 5:15 PM in Morehead Labs 303G. Dancer GhNo ratings yet
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- l31 Welding TechnologyDocument25 pagesl31 Welding TechnologyG. Dancer GhNo ratings yet
- One Dimensional, Steady-State Heat ConductionDocument53 pagesOne Dimensional, Steady-State Heat ConductionG. Dancer GhNo ratings yet
- Production Layout Improvement by Using Line BalancDocument8 pagesProduction Layout Improvement by Using Line BalancG. Dancer GhNo ratings yet
- 2016 Bookmatter FundamentalsOfMachineTheoryAndDocument43 pages2016 Bookmatter FundamentalsOfMachineTheoryAndRaj PatilNo ratings yet
- Manufacturing Processes FormabilityDocument6 pagesManufacturing Processes FormabilityG. Dancer GhNo ratings yet
- CNC Programming Turning GuideDocument9 pagesCNC Programming Turning GuideG. Dancer GhNo ratings yet
- Chapter 1-IntroductionDocument6 pagesChapter 1-IntroductionG. Dancer GhNo ratings yet
- سنوات قطع معادنDocument34 pagesسنوات قطع معادنG. Dancer GhNo ratings yet
- Chapter 2-Review of Mechanical PropertiesDocument6 pagesChapter 2-Review of Mechanical PropertiesG. Dancer GhNo ratings yet
- Extrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - ADocument6 pagesExtrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - AchandanNo ratings yet
- Lab Report of Drill MachineDocument6 pagesLab Report of Drill MachineAhtisham AmjadNo ratings yet
- NPTEL Online Course: Control Engineering Assignment-8 SolutionsDocument7 pagesNPTEL Online Course: Control Engineering Assignment-8 SolutionsG. Dancer GhNo ratings yet
- Experiment N 3Document4 pagesExperiment N 3G. Dancer GhNo ratings yet
- Experiment N 5: Surface RoughnessDocument3 pagesExperiment N 5: Surface RoughnessG. Dancer GhNo ratings yet
- College of Science Department of Mathematics Course Syllabus: Statistical Methods Spring Semester 2020/2021Document3 pagesCollege of Science Department of Mathematics Course Syllabus: Statistical Methods Spring Semester 2020/2021G. Dancer GhNo ratings yet
- Sorry: Please Downloa DDocument1 pageSorry: Please Downloa DG. Dancer GhNo ratings yet
- Surface Roughness - أحمد نادر ابراهيم الغوانمةDocument3 pagesSurface Roughness - أحمد نادر ابراهيم الغوانمةG. Dancer GhNo ratings yet
- Strain Measurements - أحمد نادر ابراهيم الغوانمةDocument3 pagesStrain Measurements - أحمد نادر ابراهيم الغوانمةG. Dancer GhNo ratings yet
- Experiment N 6Document3 pagesExperiment N 6G. Dancer Gh100% (1)
- High End Property Refurbishment & Renovation Company in Preston, Lancashire, Merseyside and The UKDocument1 pageHigh End Property Refurbishment & Renovation Company in Preston, Lancashire, Merseyside and The UKAfian PermanaNo ratings yet
- Olana Cement Based Construction Materials Business PlanDocument29 pagesOlana Cement Based Construction Materials Business PlanLeulNo ratings yet
- STC-SC-BEC-LTR-0272 Water Supply PPR Piping Mock-Up WIR PDFDocument2 pagesSTC-SC-BEC-LTR-0272 Water Supply PPR Piping Mock-Up WIR PDFAdel MorsyNo ratings yet
- Specification Estimation and ValuationDocument71 pagesSpecification Estimation and ValuationRitika RituNo ratings yet
- Tefra Corporate BrochureDocument20 pagesTefra Corporate BrochurepmpintoisqNo ratings yet
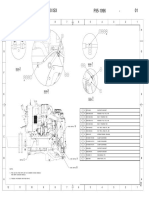
- Routing - HVAC 2007 T660 ISX F95-1096 - 01: DWG SizeDocument3 pagesRouting - HVAC 2007 T660 ISX F95-1096 - 01: DWG SizeMiguel CardenasNo ratings yet
- CAM Magazine Special Issue 2009: The Best of Michigan ConstructionDocument112 pagesCAM Magazine Special Issue 2009: The Best of Michigan ConstructionCAM MagazineNo ratings yet
- BK117 - Ipc - Section2-1 - Lifting SystemDocument108 pagesBK117 - Ipc - Section2-1 - Lifting Systemamir ghaznaviNo ratings yet
- ARKAN SHADES Welding Inspection & Paint InspectionDocument2 pagesARKAN SHADES Welding Inspection & Paint InspectionSpectex dubaiNo ratings yet
- Updated Up To ACS 38 Dtd. 14.01.2020Document368 pagesUpdated Up To ACS 38 Dtd. 14.01.2020Hermann LoweNo ratings yet
- EFFECT OF ADVERTISING & OUTDOOR MEDIA OF BIRLA CEMENT LTDDocument71 pagesEFFECT OF ADVERTISING & OUTDOOR MEDIA OF BIRLA CEMENT LTDAbhay JainNo ratings yet
- Pushpangan Architecture-R0Document1 pagePushpangan Architecture-R0ajit_archi4nitNo ratings yet
- Amaia 09-20-2022 RevisedDocument16 pagesAmaia 09-20-2022 RevisedKris TolentinoNo ratings yet
- Arbitration award upheld for construction project cost adjustmentsDocument13 pagesArbitration award upheld for construction project cost adjustmentsKrisia OrenseNo ratings yet
- 12-Detailed Estimate of RCC Framed StructuresDocument9 pages12-Detailed Estimate of RCC Framed Structuresfarheen ahmadNo ratings yet
- 2-Concrete Blocks and TestingDocument8 pages2-Concrete Blocks and TestingZhiwar oramariNo ratings yet
- Dhana CV - Mechanical SupervisorDocument6 pagesDhana CV - Mechanical SupervisorpreanandNo ratings yet
- Internship Report On Harshit LandmarkDocument32 pagesInternship Report On Harshit LandmarkABHISHEK SINGHNo ratings yet
- Preferred Practices For Steel Bridge Design, Fabrication, and ErectionDocument58 pagesPreferred Practices For Steel Bridge Design, Fabrication, and ErectionMario Guevara Ubidia- IngenieroCivilNo ratings yet
- EHS Training Matrix - Rev2finalDocument1 pageEHS Training Matrix - Rev2finalMalik Khuram ShazadNo ratings yet
- Lifting & Installation Pipes Plan - Romp 05Document6 pagesLifting & Installation Pipes Plan - Romp 05syed khaja misbhuddinNo ratings yet
- Section - I: Cover Page Section - II:: IndexDocument21 pagesSection - I: Cover Page Section - II:: Indexamit rajputNo ratings yet
- NHBC Standards 2020 Complete PDFDocument401 pagesNHBC Standards 2020 Complete PDFRam Kumar100% (1)
- Scaffold Inspection ChecklistDocument2 pagesScaffold Inspection ChecklistAshique pNo ratings yet
- Construction Waste Management in IndiaDocument4 pagesConstruction Waste Management in IndiaHarshal GunjalNo ratings yet
- Design and Build of Six-Storey MEZ Administration Office BuildingDocument89 pagesDesign and Build of Six-Storey MEZ Administration Office BuildingKarl MoralejoNo ratings yet
- Services For Construction CompanyDocument19 pagesServices For Construction CompanyUzair Maqbool Khan100% (1)
- Fidic Questions and AnwersDocument35 pagesFidic Questions and AnwersRajendra TharmakulasinghamNo ratings yet
- Cable Tray Certification for Gonvarri ColombiaDocument3 pagesCable Tray Certification for Gonvarri ColombiaPool RiveroNo ratings yet