You might also like
- Material Schedule FormatDocument104 pagesMaterial Schedule FormatRana ImtiazNo ratings yet
- 10 MM Test CertificateDocument1 page10 MM Test CertificatesimbamikeNo ratings yet
- Mild Steel TMT BarDocument5 pagesMild Steel TMT BarEktaNo ratings yet
- 1000 LPH Quatation (2) AqDocument3 pages1000 LPH Quatation (2) Aqsv netNo ratings yet
- Boq For Toilet Renovation SpectrumDocument1 pageBoq For Toilet Renovation SpectrumMohd MujahedNo ratings yet
- Earthwork - Cut & Fill Calculation: SY PerundingDocument6 pagesEarthwork - Cut & Fill Calculation: SY PerundingGan Chin PhangNo ratings yet
- Proposal: Construction / Maintenance & Renovation of Staff Colony, Labour Colony and CanteenDocument9 pagesProposal: Construction / Maintenance & Renovation of Staff Colony, Labour Colony and CanteenIT. ExecutiveNo ratings yet
- Sajid Khan.: Mechanical EngineerDocument2 pagesSajid Khan.: Mechanical EngineerShankker KumarNo ratings yet
- Villa - Landscape B.O.Q. (Egypt)Document28 pagesVilla - Landscape B.O.Q. (Egypt)Moustapha AlgoharyNo ratings yet
- Steel Reconciliation FormatDocument120 pagesSteel Reconciliation FormatNagothu NikhilNo ratings yet
- Catch Up PlanDocument1 pageCatch Up PlanEmmanuel ManzanaNo ratings yet
- Electrical Daily Progress ReportDocument15 pagesElectrical Daily Progress ReportJose100% (1)
- Testing Report FormatDocument6 pagesTesting Report Formatdt_chopra6453No ratings yet
- Cement and Gypsum Board Works - BOQ - STAGE BDocument1 pageCement and Gypsum Board Works - BOQ - STAGE BAhmed ElkhashabNo ratings yet
- 10 Marla Materials StatementDocument2 pages10 Marla Materials StatementKashif MohiuddinNo ratings yet
- CoefficientDocument11 pagesCoefficientkanigiri123No ratings yet
- Material RatesDocument27 pagesMaterial RatesShubham KesarwaniNo ratings yet
- Developed by .. 1) Rakesh Raghavani (11Cl083) 2) Rahul Raghavani (11CL084) 3) Jayadeep Rana (11CL084)Document18 pagesDeveloped by .. 1) Rakesh Raghavani (11Cl083) 2) Rahul Raghavani (11CL084) 3) Jayadeep Rana (11CL084)Rakesh7770No ratings yet
- Gantt Chart/ Work Plan For The Project "Upgradation of Infrastructure Facilities Nca"Document1 pageGantt Chart/ Work Plan For The Project "Upgradation of Infrastructure Facilities Nca"xahidlalaNo ratings yet
- Conveyor Systems and Equipment11Document6 pagesConveyor Systems and Equipment11benssjNo ratings yet
- Afcons Africa Company ProfileDocument80 pagesAfcons Africa Company ProfileHarrison O OdoyoNo ratings yet
- Srs Buildwell LTD Morena-Ambah-Porsa Road Project Daily Progress Report For Highway WorksDocument2 pagesSrs Buildwell LTD Morena-Ambah-Porsa Road Project Daily Progress Report For Highway WorksAvi SaxenaNo ratings yet
- Budget Vs Actual Summary 05062020154357Document15 pagesBudget Vs Actual Summary 05062020154357satish kumar.ANo ratings yet
- Actual Vs BudgetDocument2 pagesActual Vs BudgetCarli MuzquizNo ratings yet
- Data SheetDocument7 pagesData SheetsutanuprojectsNo ratings yet
- Boq Dec Civil Finishes Boq For QuotationDocument12 pagesBoq Dec Civil Finishes Boq For QuotationHasan JamalNo ratings yet
- Format For Material Reconciliation at SiteDocument32 pagesFormat For Material Reconciliation at SiteDebasish GangulyNo ratings yet
- Stock Register StoreDocument1,218 pagesStock Register StoreSantanu Kumar SahuNo ratings yet
- Technical Requirements 1.0 Solar Panels/PV ModulesDocument26 pagesTechnical Requirements 1.0 Solar Panels/PV ModulesHoffmann1No ratings yet
- Civil and Structural BOQDocument11 pagesCivil and Structural BOQRaviraj ThoratNo ratings yet
- % Planned vs. Actual 22.Document3 pages% Planned vs. Actual 22.Eslam FayedNo ratings yet
- 2016 PreCut PowerLine FineCut EnglishDocument16 pages2016 PreCut PowerLine FineCut Englishrcaleta0% (1)
- Renovation Planning - Work ScopeDocument2 pagesRenovation Planning - Work ScopeYeoj NeskireNo ratings yet
- DPR PDFDocument154 pagesDPR PDFSatish ReddyNo ratings yet
- Construction Monitoring Modular Accomplishment Based On NTP NTP No: 09Document5 pagesConstruction Monitoring Modular Accomplishment Based On NTP NTP No: 09Rhobbie NolloraNo ratings yet
- Mechanical Electronic CSR For Year 2023 24Document169 pagesMechanical Electronic CSR For Year 2023 24sujit tiwariNo ratings yet
- Weight FeederDocument4 pagesWeight Feedercakhokhe100% (1)
- Simulation of Hybrid Power System Using Solar Power As Main Source and Fuel Cell As Backup SourceDocument28 pagesSimulation of Hybrid Power System Using Solar Power As Main Source and Fuel Cell As Backup Sourceritusree mandal100% (1)
- Comparative (3) RaaDocument13 pagesComparative (3) RaaRajeev MishraNo ratings yet
- Vibratingfeeder 150211110459 Conversion Gate01Document18 pagesVibratingfeeder 150211110459 Conversion Gate01ManekGorisNo ratings yet
- (Kindly Provide Maximum Information Possible) : Annexure-Ii Questionnaire For Sellers of Solar Power Projects in IndiaDocument4 pages(Kindly Provide Maximum Information Possible) : Annexure-Ii Questionnaire For Sellers of Solar Power Projects in IndiaRajesh BogulNo ratings yet
- Solar ProjectDocument36 pagesSolar ProjectsyaapaNo ratings yet
- BẢNG MÀU JOTUN 1-Màu kết cấu thép PDFDocument2 pagesBẢNG MÀU JOTUN 1-Màu kết cấu thép PDFphuocquocNo ratings yet
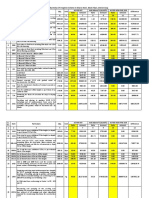
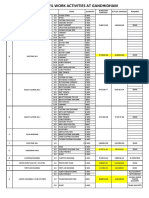
- List of Civil Work Activities at Gandhidham: Sno. Activity Items Quantity Actual Expenses Remarks Budgeted ExpensesDocument6 pagesList of Civil Work Activities at Gandhidham: Sno. Activity Items Quantity Actual Expenses Remarks Budgeted ExpensesZeeshan HaiderNo ratings yet
- BOQ 4-Storey-Residential 03282019 FInalDocument9 pagesBOQ 4-Storey-Residential 03282019 FInalCharles SiaNo ratings yet
- Sanitary Rate 075 - 76Document121 pagesSanitary Rate 075 - 76Abinash MandalNo ratings yet
- Bucket Elevator Excel Calculations Bucket Elevator ApplicationsDocument20 pagesBucket Elevator Excel Calculations Bucket Elevator ApplicationsChauk Mejia ChaukNo ratings yet
- Fire Fighting System For M/S RTRC, Manesar: Description Qty. Make Fire Hydrant System Sr. No. Rate/ Unit AmountDocument6 pagesFire Fighting System For M/S RTRC, Manesar: Description Qty. Make Fire Hydrant System Sr. No. Rate/ Unit AmountJASPAUL KalraNo ratings yet
- Chapter 1Document56 pagesChapter 1Surbhi JainNo ratings yet
- Reconciliation FEB 2021Document48 pagesReconciliation FEB 2021bssa1992No ratings yet
- Excavation in Ordinary Rock Standard DataDocument4 pagesExcavation in Ordinary Rock Standard Dataprashanth reddy sunkiNo ratings yet
- Chain ConveyorDocument17 pagesChain ConveyorSiraye AbirhamNo ratings yet
- How Much Cement, Sand and Water Is Required For 12mm Thick Plastering - HapphoDocument21 pagesHow Much Cement, Sand and Water Is Required For 12mm Thick Plastering - HapphoibrahimNo ratings yet
- BOQ For Renovation of Bathrooms, Toilets & Sewage Line in A, B & C Block in Girls Hostel at MANITDocument3 pagesBOQ For Renovation of Bathrooms, Toilets & Sewage Line in A, B & C Block in Girls Hostel at MANITyamanta_rajNo ratings yet
- Reconcilation of Materials at RMC PlantDocument8 pagesReconcilation of Materials at RMC PlantakshatNo ratings yet
- Reconciliation For Steel ReinforcementDocument2 pagesReconciliation For Steel ReinforcementNagothu NikhilNo ratings yet
- Elevator Calculations Bechtel PDFDocument2 pagesElevator Calculations Bechtel PDFJagadeesh Reddy RagulaNo ratings yet
- Narayani ProfileDocument16 pagesNarayani ProfileCHAIN LINK FENCINGNo ratings yet
- Prysmian EU 11kV 1core ArmourDocument5 pagesPrysmian EU 11kV 1core ArmourBhagoo HatheyNo ratings yet
- Types and Properties of PackingDocument11 pagesTypes and Properties of PackingDominiq FernandezNo ratings yet
- Hydrostatic Transmission1Document67 pagesHydrostatic Transmission1Anshul yadavNo ratings yet
- Ultimate Pit Design: Prepared By: Gaurav Kumar Iit (Ism) DhanbadDocument34 pagesUltimate Pit Design: Prepared By: Gaurav Kumar Iit (Ism) DhanbadAnshul yadavNo ratings yet
- Aerial RopewaysDocument43 pagesAerial RopewaysAnshul yadavNo ratings yet
- Haulage RopesDocument76 pagesHaulage RopesVenkat100% (1)
- Surface MinerDocument67 pagesSurface MinerAnshul yadav100% (1)
- 2017-8 Sem PaperDocument7 pages2017-8 Sem PaperAnshul yadavNo ratings yet
- Eight SemDocument24 pagesEight SemAnshul yadavNo ratings yet
- Mine SubsdenceDocument126 pagesMine SubsdenceAnshul yadavNo ratings yet
- Surface - NK 1416036214503Document14 pagesSurface - NK 1416036214503Anshul yadavNo ratings yet
- Handout Rbolt Failure Causes NIOSHDocument3 pagesHandout Rbolt Failure Causes NIOSHAnshul yadavNo ratings yet
- Bucket Wheel ExcavatorDocument26 pagesBucket Wheel ExcavatorAnshul yadav100% (1)
- 1intro Backfill 2basic Fill MaterialsDocument13 pages1intro Backfill 2basic Fill MaterialsAnshul yadavNo ratings yet
- BWE and CSMDocument43 pagesBWE and CSMAnshul yadavNo ratings yet
- Naval Kishore Sir Unit 1&2 - 1417627733225Document14 pagesNaval Kishore Sir Unit 1&2 - 1417627733225Anshul yadavNo ratings yet
- Adt - Lateral - Diploma 2014Document10 pagesAdt - Lateral - Diploma 2014Anshul yadavNo ratings yet
- KL Factors Affecting The Dragline Pit Planning and Design: 40 SecondsDocument16 pagesKL Factors Affecting The Dragline Pit Planning and Design: 40 SecondsAnshul yadavNo ratings yet
- Slope Stability Part 2 - Dewangan SirDocument87 pagesSlope Stability Part 2 - Dewangan SirAnshul yadavNo ratings yet
- Slope Stability Part 1 - Dewangan SirDocument121 pagesSlope Stability Part 1 - Dewangan SirAnshul yadavNo ratings yet
- Ultimate Pit DesignDocument51 pagesUltimate Pit DesignAnshul yadavNo ratings yet
- Dragline Casting LayoutsDocument40 pagesDragline Casting LayoutsAnshul yadavNo ratings yet
- Valmir Sir NotesDocument47 pagesValmir Sir NotesAnshul yadavNo ratings yet
- Strata Monitoring (Lokhande Sir)Document10 pagesStrata Monitoring (Lokhande Sir)Anshul yadavNo ratings yet
- Strata Monitoring by Tell Tales: Description, Application and SuggestionsDocument7 pagesStrata Monitoring by Tell Tales: Description, Application and SuggestionsAnshul yadavNo ratings yet
- New Doc 2018-04-30Document46 pagesNew Doc 2018-04-30Anshul yadavNo ratings yet
- Fundamentals of Energy Fossil Fuels and Nuclear EnergyDocument68 pagesFundamentals of Energy Fossil Fuels and Nuclear EnergyAkshat MehrotraNo ratings yet
- TRANSPORTATION PROBLEM FINDING INITIAL BASIC FEASIBLE SOLUTION (EDocFind - Com)Document9 pagesTRANSPORTATION PROBLEM FINDING INITIAL BASIC FEASIBLE SOLUTION (EDocFind - Com)Sourabh SinghNo ratings yet
- Resume Tanmay Sharma: Educational QualificationDocument2 pagesResume Tanmay Sharma: Educational QualificationAnshul yadavNo ratings yet
- Mine Pumps1Document81 pagesMine Pumps1Anshul yadavNo ratings yet
- WIRE ROPE HAULAGE WordDocument16 pagesWIRE ROPE HAULAGE WordAnshul yadavNo ratings yet
- King Kutter ManualDocument40 pagesKing Kutter ManualrhuckNo ratings yet
- Canon Color Laser Copier 1120-1130-1150 Service ManualDocument268 pagesCanon Color Laser Copier 1120-1130-1150 Service Manualnightveil9904No ratings yet
- Om Jaw Crusher SaturnoDocument4 pagesOm Jaw Crusher Saturnomacross086No ratings yet
- Fortuna: User ' 'S Manual Parts BookDocument107 pagesFortuna: User ' 'S Manual Parts BookEliseo Velazquez CabreraNo ratings yet
- Bananaman (MD) (Edited)Document53 pagesBananaman (MD) (Edited)MarvinNo ratings yet
- 2016 PreCut PowerLine FineCut EnglishDocument16 pages2016 PreCut PowerLine FineCut Englishrcaleta0% (1)
- Easy Laser ManualDocument8 pagesEasy Laser ManualHERWIN SEPTIYANNo ratings yet
- Lec 9 Design of Flat Belt DrivesDocument9 pagesLec 9 Design of Flat Belt DrivesMostafa MahranNo ratings yet
- Pc200-6 Parts ManualDocument529 pagesPc200-6 Parts ManualwilsonNo ratings yet
- MechanismsDocument10 pagesMechanismsapi-358875983100% (3)
- Inastallastion Manual - Mechanical - +ÍDocument206 pagesInastallastion Manual - Mechanical - +ÍJoséRodríguez100% (3)
- Development of Electrically Powered Reciprocating Cocoa Pods Breaking MachineDocument5 pagesDevelopment of Electrically Powered Reciprocating Cocoa Pods Breaking MachineIJEID :: www.ijeid.com100% (1)
- FMC BL 601Document9 pagesFMC BL 601Giovanni MoralesNo ratings yet
- Optibelt-CAP Drive CalculationDocument2 pagesOptibelt-CAP Drive CalculationRbhatNo ratings yet
- Spare Parts Catalogue (Usado en Mtto. RL13-14)Document98 pagesSpare Parts Catalogue (Usado en Mtto. RL13-14)jesus valbuena100% (1)
- Conveyor Transitions: Michael Cremeens, VP Business Development Member, NIBA Education/Technical Committee MemberDocument7 pagesConveyor Transitions: Michael Cremeens, VP Business Development Member, NIBA Education/Technical Committee MemberPanchoMiyamotoNo ratings yet
- Manual VTA15AB (2) TDocument44 pagesManual VTA15AB (2) TPabitra DasNo ratings yet
- Caterpillar Cat GC20N Forklift Lift Trucks Service Repair Manual SN AT90-00011 and Up PDFDocument50 pagesCaterpillar Cat GC20N Forklift Lift Trucks Service Repair Manual SN AT90-00011 and Up PDFfjkskekmdmmeNo ratings yet
- Electric Suspended MagnetsDocument5 pagesElectric Suspended MagnetsedgarlimasNo ratings yet
- Jss 2 Basic Technology JSS 2 Third Term Examination - Marvel LearnDocument1 pageJss 2 Basic Technology JSS 2 Third Term Examination - Marvel LearnTriple Jay COC100% (1)
- SI1129D Alternator Belt Tension, Methods of CheckingDocument2 pagesSI1129D Alternator Belt Tension, Methods of CheckingNickNo ratings yet
- Engine Timing Gear A40FDocument4 pagesEngine Timing Gear A40FMrAlbert2009No ratings yet
- Development of An Improved Pepper Grinding Machine Using Stainless SteelDocument10 pagesDevelopment of An Improved Pepper Grinding Machine Using Stainless SteelTariku NegashNo ratings yet
- Unit1 EDCDocument24 pagesUnit1 EDCKarthick Sivakumar ChellamuthuNo ratings yet
- LG FFH386Document14 pagesLG FFH386Abraham BautistaNo ratings yet
- Manual de Operacion y Mantenimiento d8tDocument75 pagesManual de Operacion y Mantenimiento d8tJuan Paco100% (1)
- Belt Tracking GuideDocument4 pagesBelt Tracking Guidekeira_designNo ratings yet
- 3grfse 2 PDFDocument20 pages3grfse 2 PDFMarranNo ratings yet
- An Instruction Manual: HTSR Series BlowersDocument10 pagesAn Instruction Manual: HTSR Series Blowersjmra12No ratings yet
- Manual - Labeling MachineDocument10 pagesManual - Labeling MachineGilang WijayaNo ratings yet