You might also like
- Milling & Related OperationsDocument22 pagesMilling & Related OperationsIzi80% (5)
- Cutting Tool FundamentalsDocument25 pagesCutting Tool FundamentalssatenawuNo ratings yet
- Allen Precision Shooting Wildcat InformationDocument9 pagesAllen Precision Shooting Wildcat Informationshwn_petersNo ratings yet
- Machining Guide for Broaching ProcessesDocument35 pagesMachining Guide for Broaching ProcessesAbdulaziz FarhanNo ratings yet
- Sierra .300 Whisper Loading DataDocument8 pagesSierra .300 Whisper Loading Datarandomjunk999100% (2)
- Drills TheoryDocument56 pagesDrills TheoryrohanNo ratings yet
- Elements of Conventional Machine ToolsDocument77 pagesElements of Conventional Machine ToolsDeepan Raj100% (1)
- Drilling & Related OperationsDocument11 pagesDrilling & Related OperationsGonKilNo ratings yet
- JJ104 Workshop Technology Chapter6 Milling MachineDocument27 pagesJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Lathe MachineDocument16 pagesLathe MachineVanamali Thirumalai100% (4)
- Chips Single PT Cutting ToolDocument4 pagesChips Single PT Cutting Toolbalamurugan_meNo ratings yet
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- JJ104 Workshop Technology Chapter7 Grinding MachineDocument19 pagesJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- LatheDocument14 pagesLatheHimanshu ModiNo ratings yet
- Introduction To Fitting Shop.Document11 pagesIntroduction To Fitting Shop.Mahmood AliNo ratings yet
- BOILERSDocument34 pagesBOILERSanuranjanshardaNo ratings yet
- LB3000 EX II MY Technical SheetDocument66 pagesLB3000 EX II MY Technical SheetFerenc Ungvári100% (1)
- Geometry of Plain Milling Cutter & Twist DrillDocument30 pagesGeometry of Plain Milling Cutter & Twist DrillTulsi ChouhanNo ratings yet
- Milling MachineDocument32 pagesMilling MachineIrfan Shaikh100% (2)
- CH-47 GAUI-Manual English 090307Document16 pagesCH-47 GAUI-Manual English 090307Pouilly Eric100% (1)
- Anadarko Marco Polo - Running ProcedureDocument91 pagesAnadarko Marco Polo - Running ProcedureBrunoPestana100% (1)
- DOP Test ProtocolDocument10 pagesDOP Test ProtocolIzi100% (2)
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Fitting Shop Operations Nazeef'sDocument6 pagesFitting Shop Operations Nazeef'sFaheem Fiaz ChohanNo ratings yet
- Hybrid Electric VehicleDocument33 pagesHybrid Electric VehicleIzi75% (4)
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyNo ratings yet
- IndexingDocument10 pagesIndexingsaddam hosenNo ratings yet
- Travel Motor DisasembleDocument8 pagesTravel Motor DisasembleMaimun maimunNo ratings yet
- Drilling MachineDocument9 pagesDrilling MachineAqib ZamanNo ratings yet
- F - BoringDocument44 pagesF - BoringedsaregNo ratings yet
- GEOMETRY OF SINGLE POINT TOOLSDocument13 pagesGEOMETRY OF SINGLE POINT TOOLSAkshay KakaniNo ratings yet
- Grinding MachineDocument9 pagesGrinding Machinejineesha p jNo ratings yet
- CG932H Part List (New) PDFDocument189 pagesCG932H Part List (New) PDFAbderrahim Boutabba100% (2)
- MillingDocument33 pagesMillingRavichandran G0% (1)
- Production Technology (IV Sem)Document24 pagesProduction Technology (IV Sem)Shubham AgrawalNo ratings yet
- Screw Thread MeasurementDocument55 pagesScrew Thread MeasurementMadhuNo ratings yet
- Metal FormingDocument49 pagesMetal FormingtejasNo ratings yet
- W8L20 - Special ToolsDocument2 pagesW8L20 - Special ToolsTuan Linh Vo100% (1)
- Shaping & Grinding and Realated OperationsDocument26 pagesShaping & Grinding and Realated OperationsIzi86% (7)
- Lecture-08-Theory of Metal Cutting-Theory of Chip FormationDocument22 pagesLecture-08-Theory of Metal Cutting-Theory of Chip FormationDipu SubranNo ratings yet
- Chip Formation: Manufacturing Technology-IiDocument20 pagesChip Formation: Manufacturing Technology-IiSachin BharadwajNo ratings yet
- Inding MachineDocument22 pagesInding MachineVikrant SharmaNo ratings yet
- CH 2 Metal Cutting ToolsDocument19 pagesCH 2 Metal Cutting ToolsAlex AdmasNo ratings yet
- Grinding Process OverviewDocument8 pagesGrinding Process OverviewhainerajaramanNo ratings yet
- Machine Elements, Power Transmission Devices-pages-BY MBOKEHDocument93 pagesMachine Elements, Power Transmission Devices-pages-BY MBOKEHAvopaul ZeNo ratings yet
- U-5 Boring and Jig Boring MachineDocument27 pagesU-5 Boring and Jig Boring Machineapi-271354682No ratings yet
- 5 Milling and Related OperationsDocument19 pages5 Milling and Related Operationsrabbi35_me10No ratings yet
- Machine Tools: Shaper Machine GuideDocument62 pagesMachine Tools: Shaper Machine GuideFaisal MaqsoodNo ratings yet
- Step and V-FittingDocument11 pagesStep and V-FittingME Rgukt100% (1)
- 7 - Cutting Forces & PowerDocument23 pages7 - Cutting Forces & Powerresza100% (1)
- Machining ProcessDocument51 pagesMachining ProcessSudeepNo ratings yet
- Module 1Document21 pagesModule 1AzizNo ratings yet
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Principle Angle Single Point Cutting ToolsDocument16 pagesPrinciple Angle Single Point Cutting ToolsSoumik DasNo ratings yet
- CNC Milling Sample ProgramDocument16 pagesCNC Milling Sample ProgramjayyadavvpcNo ratings yet
- Broaching MachineDocument26 pagesBroaching Machinesanaashraf100% (1)
- CAD CAM Slot MachiningDocument5 pagesCAD CAM Slot MachiningMechanical FactsNo ratings yet
- Project Report on Rack and Pinion Gear DesignDocument15 pagesProject Report on Rack and Pinion Gear DesignWaqasNo ratings yet
- Marking OutDocument2 pagesMarking OutOladimeji TaiwoNo ratings yet
- 2016 Endmills and Drills Metric InchDocument396 pages2016 Endmills and Drills Metric InchyoungkyNo ratings yet
- Unit One Material and Geometry of Cutting Tools 2015Document46 pagesUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Milling: Prepared By: Dinbandhu Singh 1Document23 pagesMilling: Prepared By: Dinbandhu Singh 1Dino SinghNo ratings yet
- Workshop Practise: An IntroductionDocument21 pagesWorkshop Practise: An IntroductionjgkonnullyNo ratings yet
- Thread Cutting and Its MethodsDocument24 pagesThread Cutting and Its MethodsMr.N.S. NateshNo ratings yet
- Metal Joining PrcocessDocument42 pagesMetal Joining PrcocessDheerajSharmaNo ratings yet
- ShaperDocument20 pagesShaperMilan SainiNo ratings yet
- AMT-Forming (Compatibility Mode)Document15 pagesAMT-Forming (Compatibility Mode)Abdulhmeed MutalatNo ratings yet
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- Drilling - Production Process - Related OperationsDocument17 pagesDrilling - Production Process - Related OperationsMehmet Islam SaifulNo ratings yet
- Hand Drilling Lever FeedingDocument43 pagesHand Drilling Lever Feedingdevi saravananNo ratings yet
- Australian Wheat IndustryDocument1 pageAustralian Wheat IndustryIziNo ratings yet
- World Energy Scenarios - Composing Energy Futures To 2050 - Executive Summary PDFDocument44 pagesWorld Energy Scenarios - Composing Energy Futures To 2050 - Executive Summary PDFAmir HussainNo ratings yet
- openLCA 1.10.2 User-ManualDocument127 pagesopenLCA 1.10.2 User-ManualIziNo ratings yet
- Guide Driving TestDocument44 pagesGuide Driving TestDennis OngNo ratings yet
- 1442 IDocument6 pages1442 IIziNo ratings yet
- Australian Cotton Industry - CheckedDocument2 pagesAustralian Cotton Industry - CheckedIziNo ratings yet
- Australian Wheat Industry - CheckedDocument2 pagesAustralian Wheat Industry - CheckedIziNo ratings yet
- Form 1496i Family VisaDocument2 pagesForm 1496i Family VisaIziNo ratings yet
- Diesel Fuel InjectionDocument5 pagesDiesel Fuel InjectionIziNo ratings yet
- Usb 1616hs BNC SpecDocument8 pagesUsb 1616hs BNC SpecIziNo ratings yet
- Australian Cotton IndustryDocument1 pageAustralian Cotton IndustryIziNo ratings yet
- Alzheimer CheckedDocument2 pagesAlzheimer CheckedIziNo ratings yet
- Alzheimer's Disease: Memory Loss and Brain DegenerationDocument1 pageAlzheimer's Disease: Memory Loss and Brain DegenerationIziNo ratings yet
- Vortex 95 MsdsDocument13 pagesVortex 95 MsdsIziNo ratings yet
- Handout15 6333 PDFDocument17 pagesHandout15 6333 PDFIziNo ratings yet
- User ManualDocument18 pagesUser ManualIziNo ratings yet
- Calculating Standard Error Bars For A GraphDocument6 pagesCalculating Standard Error Bars For A GraphKona MenyongaNo ratings yet
- ASTM Biodiesel SpecDocument1 pageASTM Biodiesel SpecIziNo ratings yet
- Wang 2011 Bio Spary IgnitionDocument7 pagesWang 2011 Bio Spary IgnitionIziNo ratings yet
- Zakat GuideDocument15 pagesZakat GuideIziNo ratings yet
- Heat Flux Sensors Measure Fast Surface Temp ChangesDocument2 pagesHeat Flux Sensors Measure Fast Surface Temp ChangesIziNo ratings yet
- Usb 1616hs BNCDocument49 pagesUsb 1616hs BNCIziNo ratings yet
- GRE Words ListDocument2 pagesGRE Words ListIziNo ratings yet
- FtirDocument21 pagesFtirGaurav AcharyaNo ratings yet
- World Energy Assessment-2000Document506 pagesWorld Energy Assessment-2000IziNo ratings yet
- Sinus SamuraiDocument5 pagesSinus SamuraiIziNo ratings yet
- Unit 7Document39 pagesUnit 7vijay_oraerp1711No ratings yet
- Duct DesignDocument9 pagesDuct DesignjaswanthNo ratings yet
- Atlas Copco, Model ZH6 3 Stage Parts ListDocument63 pagesAtlas Copco, Model ZH6 3 Stage Parts ListStefan BesterNo ratings yet
- Design of Open Jet FacilityDocument8 pagesDesign of Open Jet FacilityJoe AjayNo ratings yet
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDocument4 pagesBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrNo ratings yet
- Technical Drafting - G7 - 8 - Week 2 Compress LASDocument13 pagesTechnical Drafting - G7 - 8 - Week 2 Compress LASNorman PolilinNo ratings yet
- Actuated Ball Valve 357 A - BDKDocument3 pagesActuated Ball Valve 357 A - BDKfarhanakhtar ansariNo ratings yet
- CMECC-BEL JV Jet A-1 Pipeline Project Construction Equipment & Tools List & Mobilization PlanDocument17 pagesCMECC-BEL JV Jet A-1 Pipeline Project Construction Equipment & Tools List & Mobilization PlanHasan ShahriarNo ratings yet
- Basic Elements of Machine ToolsDocument9 pagesBasic Elements of Machine Tools4gen_70% (1)
- 02 - 06 June 2022 Hardware & Tool CatalogueDocument20 pages02 - 06 June 2022 Hardware & Tool CatalogueCape AccessNo ratings yet
- Ke Kelit Simplex Product Catalogue 2016Document283 pagesKe Kelit Simplex Product Catalogue 2016kdc termiceNo ratings yet
- Second Hand Catering EquipmentDocument64 pagesSecond Hand Catering EquipmentbuzzsuppliesNo ratings yet
- Chapter 17 Launching SystemsDocument14 pagesChapter 17 Launching SystemsMas OudNo ratings yet
- Sky Air Seasonal Classic Conductos Baja Silueta Serie DDocument1 pageSky Air Seasonal Classic Conductos Baja Silueta Serie DmiroNo ratings yet
- Khaire Sir Classes Advance Manufacturing IMP MCQ Unit: 02 Milling Machine & Milling ProcessDocument11 pagesKhaire Sir Classes Advance Manufacturing IMP MCQ Unit: 02 Milling Machine & Milling ProcessHarshraj WaniNo ratings yet
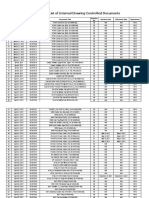
- Master List of Internal DrawingDocument26 pagesMaster List of Internal DrawingMaria Katherine Cruz PantojaNo ratings yet
- Light, Medium & Heavy Armor GuideDocument14 pagesLight, Medium & Heavy Armor GuideKeefeNo ratings yet
- Machine Tool Engineering SyllabusDocument2 pagesMachine Tool Engineering SyllabussahasanNo ratings yet
- Kitchen Equipment, Tools & SuppliesDocument11 pagesKitchen Equipment, Tools & SuppliesRonald BañaresNo ratings yet
- MOBILE CRANE Grove RT58D CLPDocument9 pagesMOBILE CRANE Grove RT58D CLPahmed sleemNo ratings yet
- Drilling MachineDocument30 pagesDrilling MachinePuneeth KumarNo ratings yet
- School Supplies Vocabulary Esl Matching Exercise Worksheets For KidsDocument4 pagesSchool Supplies Vocabulary Esl Matching Exercise Worksheets For KidsJorge BenítezNo ratings yet
- American Standard Pipe Thread Taper and DimensionsDocument6 pagesAmerican Standard Pipe Thread Taper and DimensionsleonardsiregarNo ratings yet
- VENOM 30mm 1Document4 pagesVENOM 30mm 1490 МедведьNo ratings yet