You might also like
- Adobe Analytics Implementation GuideDocument287 pagesAdobe Analytics Implementation Guideハイロ ナルバエス0% (1)
- FMEA TemplateDocument28 pagesFMEA Templatekhawaja Ali100% (1)
- Process Hazard Analysis: (Failure Mode Effect Analysis)Document41 pagesProcess Hazard Analysis: (Failure Mode Effect Analysis)Nate JamesNo ratings yet
- Am-Dm4-Ic r3fDocument1 pageAm-Dm4-Ic r3fapi-244989438No ratings yet
- Technological Revolution and Its Moral and Political ConsequencesDocument6 pagesTechnological Revolution and Its Moral and Political ConsequencesstirnerzNo ratings yet
- 8D Corrective Action & Root Cause AnalysisDocument95 pages8D Corrective Action & Root Cause AnalysisRawendrraw KuriNo ratings yet
- Lean ImplementationDocument28 pagesLean ImplementationJacob EdwardsNo ratings yet
- 7QC ToolsDocument48 pages7QC ToolsSudhagarNo ratings yet
- Process Capability LV - (EDW) 2016-2017Document65 pagesProcess Capability LV - (EDW) 2016-2017Muhammad Daud Abu BakarNo ratings yet
- Systems As The Way We Work - Innovation in QMS ImplementationDocument58 pagesSystems As The Way We Work - Innovation in QMS ImplementationSelvaraj SNo ratings yet
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocument4 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNo ratings yet
- Fmea & CP FormsDocument16 pagesFmea & CP FormswebtecnicaNo ratings yet
- BMW FmeaDocument48 pagesBMW FmeaDearRed FrankNo ratings yet
- Global 8d WorkbookDocument20 pagesGlobal 8d Workbookapi-556601577No ratings yet
- Setco Automotive LTD.: NP ChartDocument4 pagesSetco Automotive LTD.: NP ChartDisha ShahNo ratings yet
- Trouble Shooting Injection Molding ProcessDocument16 pagesTrouble Shooting Injection Molding ProcessKaya Eralp AsanNo ratings yet
- 3G and 7 QC Tools - PomDocument26 pages3G and 7 QC Tools - Pombinga35No ratings yet
- ZF QD83-2018 - English-French - WebDocument70 pagesZF QD83-2018 - English-French - WebBESNo ratings yet
- Teppi Tevet College Apply 3S: KaizenDocument60 pagesTeppi Tevet College Apply 3S: KaizenPunitha Paul0% (1)
- Lecture Notes Quality Management 2019 2020Document117 pagesLecture Notes Quality Management 2019 2020Debye101No ratings yet
- SPC PresentationDocument116 pagesSPC Presentationmatsuka79No ratings yet
- Corrective Action 8d-LeakageDocument1 pageCorrective Action 8d-LeakageManoj JhajhriaNo ratings yet
- IATF 16949 Types of AuditsDocument32 pagesIATF 16949 Types of AuditsJohn OoNo ratings yet
- Cost of QualityDocument4 pagesCost of QualitynowsheenbdNo ratings yet
- Statistical Process ControlDocument34 pagesStatistical Process ControlSurya BakshiNo ratings yet
- ASQ - Design FMEADocument35 pagesASQ - Design FMEABESNo ratings yet
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Document5 pagesFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinNo ratings yet
- Supplier Incident Analysis: Claim NoDocument10 pagesSupplier Incident Analysis: Claim Nonitin pendharkarNo ratings yet
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocument26 pagesCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNo ratings yet
- Basic TPM Workshop (Rev1)Document138 pagesBasic TPM Workshop (Rev1)Ahmad FirdausNo ratings yet
- IATF 16949 Five Core Tool Awareness: SL No Tool Name Details Guideline Team MemberDocument1 pageIATF 16949 Five Core Tool Awareness: SL No Tool Name Details Guideline Team MemberPrasenjit PuriNo ratings yet
- 8d Car ContaminationDocument4 pages8d Car Contaminationnugroho yuliantoNo ratings yet
- 203 LSS Gbo - FmeaDocument47 pages203 LSS Gbo - FmeaRocker byNo ratings yet
- COPQDocument17 pagesCOPQJoni Mart sitio100% (1)
- COPQ Training - EPC (Repaired)Document15 pagesCOPQ Training - EPC (Repaired)syedfahadraza627No ratings yet
- Production Part Approval ProcessDocument5 pagesProduction Part Approval Processapi-3701058No ratings yet
- TS Auditor CourseDocument159 pagesTS Auditor CourseSally Ahmed100% (1)
- 7 QC Tools - TrainingDocument27 pages7 QC Tools - TrainingRadhika GuptaNo ratings yet
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDocument6 pagesDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityNo ratings yet
- 8D 12712Document6 pages8D 12712p4 ifmiaNo ratings yet
- ISO9 - IATF16 - Combo - GAP - March - 2017 - 1Document100 pagesISO9 - IATF16 - Combo - GAP - March - 2017 - 1Bruce GilchristNo ratings yet
- APQP 1st Phase Input and OutputDocument1 pageAPQP 1st Phase Input and OutputSunilNo ratings yet
- Failure Mode and Effect Analysis: 2/555A, Babu Jagajeevanram Street, Gerugambakkam, Chennai - 600 122Document22 pagesFailure Mode and Effect Analysis: 2/555A, Babu Jagajeevanram Street, Gerugambakkam, Chennai - 600 122kumarkk1969100% (1)
- Kobetsu Kaizen Zero Air Leakege PresentationDocument25 pagesKobetsu Kaizen Zero Air Leakege PresentationajaydeepNo ratings yet
- Reaction PlanDocument14 pagesReaction PlanMariaNilaZaragozaPalacioNo ratings yet
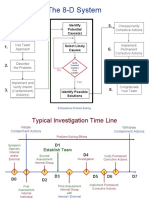
- The 8-D System: Awareness of Problem Choose/Verify Corrective ActionsDocument3 pagesThe 8-D System: Awareness of Problem Choose/Verify Corrective ActionsAtul SharmaNo ratings yet
- Project Checklist For IATF 16949:2016 Implementation: Implementation Phases Tasks DoneDocument2 pagesProject Checklist For IATF 16949:2016 Implementation: Implementation Phases Tasks DoneNikita Fatah EntingNo ratings yet
- Process Flow Diagram: Part Name: Process Responsibily Part No: Key Date (Origin) Core Team: Date (Origin)Document6 pagesProcess Flow Diagram: Part Name: Process Responsibily Part No: Key Date (Origin) Core Team: Date (Origin)hazlanNo ratings yet
- Module 1 RCADocument85 pagesModule 1 RCACrizzie Mae Aczon PalejoNo ratings yet
- Manufacturingexcellence 111025224005 Phpapp02Document65 pagesManufacturingexcellence 111025224005 Phpapp02zoomerfins22No ratings yet
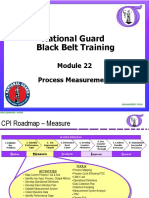
- Module 22. Process MeasurementDocument74 pagesModule 22. Process Measurementtaghavi1347No ratings yet
- Apqp RasicDocument5 pagesApqp RasicvishalNo ratings yet
- Why-Why AnalysisDocument20 pagesWhy-Why AnalysisVijay K SharmaNo ratings yet
- Measurement Systems Analysis: Total Quality ManagementDocument17 pagesMeasurement Systems Analysis: Total Quality Managementkhamaludin100% (1)
- Pfmea ExampleDocument5 pagesPfmea Exampleesivaks2000No ratings yet
- Attribute Gage R&RDocument10 pagesAttribute Gage R&RCésar MezaNo ratings yet
- Kaizen EyeDocument22 pagesKaizen EyeSatya Prakash BarikNo ratings yet
- QMS - Delegate Manual-01!11!2022Document48 pagesQMS - Delegate Manual-01!11!2022Bal krishna srivastavaNo ratings yet
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationFrom EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationNo ratings yet
- 8D Methodology Typical StepsDocument23 pages8D Methodology Typical StepsArvind Antony100% (1)
- Manual 8d Process en ExDocument19 pagesManual 8d Process en ExAlineMeirelesNo ratings yet
- Hello!: I Am Luigi Karlo SandovalDocument12 pagesHello!: I Am Luigi Karlo SandovalLuigi SandovalNo ratings yet
- Dykes Automobile and Gasoline Engine enDocument987 pagesDykes Automobile and Gasoline Engine enMukesh Ranjan Behera100% (2)
- Manganese BeneficiationDocument43 pagesManganese BeneficiationMukesh Ranjan Behera0% (1)
- Iron Ore BeneficiationDocument155 pagesIron Ore BeneficiationMukesh Ranjan BeheraNo ratings yet
- Hi-Tech Gears Dec-10Document39 pagesHi-Tech Gears Dec-10Mukesh Ranjan BeheraNo ratings yet
- PD5091-Product Lifecycle ManagementDocument8 pagesPD5091-Product Lifecycle ManagementKarthik Subramani67% (3)
- Salahaddin University College of Engineering Geomatics DepartmentDocument6 pagesSalahaddin University College of Engineering Geomatics DepartmentDaneal SofiNo ratings yet
- OM Flow StatusDocument42 pagesOM Flow Statussamchou940No ratings yet
- Full Option Code PDFDocument64 pagesFull Option Code PDFJsmk KabedeNo ratings yet
- Aquarius Engineers Pvt. Ltd.Document18 pagesAquarius Engineers Pvt. Ltd.pranshamiNo ratings yet
- Panasonic kx-mb2000 2010hxb (ET) Printservis - Com.ua PDFDocument267 pagesPanasonic kx-mb2000 2010hxb (ET) Printservis - Com.ua PDFParfum CelebruNo ratings yet
- AudioXpress - January 2024 USDocument68 pagesAudioXpress - January 2024 USkgyjuhiNo ratings yet
- Feistel CipherDocument11 pagesFeistel CipherManarNo ratings yet
- DN12278 - 5008 - Indicative Cable Way Route - Rev BDocument9 pagesDN12278 - 5008 - Indicative Cable Way Route - Rev BArtjoms LusenkoNo ratings yet
- PR100 Portable ReceiverDocument30 pagesPR100 Portable ReceiverHassan Daud100% (1)
- 2021060919普通日志Document3,937 pages2021060919普通日志Sandra Condeço BaptistaNo ratings yet
- Alarm and Fault FindingDocument36 pagesAlarm and Fault Findingmilad100% (2)
- CBS Integrated Learning11Document8 pagesCBS Integrated Learning11Liljana FankoskaNo ratings yet
- A Step by Step Manual Guide With Screen Shots - Sap Basis - Daily Check ListDocument7 pagesA Step by Step Manual Guide With Screen Shots - Sap Basis - Daily Check ListAnimesh Sinha100% (1)
- Assignment 1 Front Sheet: Datereceived1StsubmissionDocument9 pagesAssignment 1 Front Sheet: Datereceived1StsubmissionĐỗ Hoài NamNo ratings yet
- Fabrication of Hydraulic Scissor LiftDocument9 pagesFabrication of Hydraulic Scissor LiftMICHEL RAJ MechNo ratings yet
- Unit 4Document77 pagesUnit 4baidnirvana8No ratings yet
- Teradata CookbookDocument670 pagesTeradata Cookbookarslan akram100% (1)
- Asahi Pentax Accessory ClipDocument2 pagesAsahi Pentax Accessory ClipRan YosefiNo ratings yet
- 417 - Artificial Intelligence Pre Board 1 Pune Region Marking SchemeDocument7 pages417 - Artificial Intelligence Pre Board 1 Pune Region Marking Schemetanjirouchihams12No ratings yet
- Fujitsu Lifebook S Series SH760 560Document3 pagesFujitsu Lifebook S Series SH760 560Agus MarsonoNo ratings yet
- 1734 AentDocument200 pages1734 Aentcarlos urbinaNo ratings yet
- A High-Efficiency Step-Up Current-Fed PushPull Quasi-Resonant Converter With Fewer Components For Fuel Cell ApplicationDocument10 pagesA High-Efficiency Step-Up Current-Fed PushPull Quasi-Resonant Converter With Fewer Components For Fuel Cell ApplicationManuel DíazNo ratings yet
- Cim Model Unit 1 QB With AnsDocument18 pagesCim Model Unit 1 QB With AnsSiva RamanNo ratings yet
- Optimal Supply Chain StrategyDocument25 pagesOptimal Supply Chain StrategytradagNo ratings yet
- Plagiarism Prevention That Simply WorksDocument8 pagesPlagiarism Prevention That Simply WorksDwi PrihantoroNo ratings yet
- Advanced Certification In: Cloud Computing and DevopsDocument16 pagesAdvanced Certification In: Cloud Computing and Devopsmanjul.dixitNo ratings yet