You might also like
- Shut-Down Maintenance and Pending Job List: (Lime Stone Crusher & Raw Mil Section) Month: November-2017Document15 pagesShut-Down Maintenance and Pending Job List: (Lime Stone Crusher & Raw Mil Section) Month: November-2017vinodsnNo ratings yet
- Shut-Down Maintenance and Pending Job List: (For Raw Mil Section-Month: April-2017)Document5 pagesShut-Down Maintenance and Pending Job List: (For Raw Mil Section-Month: April-2017)vinodsnNo ratings yet
- Shutdown Maintenance@ Sept Oct 2017Document17 pagesShutdown Maintenance@ Sept Oct 2017vinodsn100% (1)
- Stoody 104TJ SAW005Document1 pageStoody 104TJ SAW005Juaros LeonNo ratings yet
- EN12845Brochure PDFDocument4 pagesEN12845Brochure PDFvaisakhpillaiNo ratings yet
- Public Health Engineering Department: Dist-Jaipur Teh - BassiDocument14 pagesPublic Health Engineering Department: Dist-Jaipur Teh - BassisagarNo ratings yet
- Rate Analysis For Gypsum Board Ceiling WorksDocument19 pagesRate Analysis For Gypsum Board Ceiling WorksSourav100% (1)
- 2X600Mw Jindal India Thermal Power LTD at OrissaDocument5 pages2X600Mw Jindal India Thermal Power LTD at OrissaAMIT BISWASNo ratings yet
- Rate Analysis For Ceiling WorksDocument15 pagesRate Analysis For Ceiling WorksTax ProffessionalNo ratings yet
- R230-D-0001 Job CardDocument20 pagesR230-D-0001 Job CardrehanNo ratings yet
- Wall Thickness: Piping SpecificationDocument2 pagesWall Thickness: Piping SpecificationLynn AlgerNo ratings yet
- Mini Fragment Implants and InstrumentsDocument13 pagesMini Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Small Fragment Implants and InstrumentsDocument14 pagesSmall Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Rate Analysis For Concrete Itms - Foundation Column Slab Beam Walls WorksDocument5 pagesRate Analysis For Concrete Itms - Foundation Column Slab Beam Walls WorksAnish ChandranNo ratings yet
- 05 Concretes p73 112Document40 pages05 Concretes p73 112Egemet SatisNo ratings yet
- Stoody 104Document1 pageStoody 104JUAN DAVID ESPITIANo ratings yet
- Stoody 105Document1 pageStoody 105JUAN DAVID ESPITIANo ratings yet
- MTOCO001008Document8 pagesMTOCO001008Mohamed Rizk100% (1)
- Installation of Current Limiting Reactors in Esp: - Monday, June 07, 2021Document15 pagesInstallation of Current Limiting Reactors in Esp: - Monday, June 07, 2021srmohapatra5086No ratings yet
- CouplingDocument1 pageCouplingdavih007No ratings yet
- 4650 and 4850 Section 50Document22 pages4650 and 4850 Section 50josephmw0308No ratings yet
- Ficha Tecnica Con Curva Myers Bomba Tipo CampanaDocument4 pagesFicha Tecnica Con Curva Myers Bomba Tipo CampanaRonald FranciaNo ratings yet
- Porcelain Bushing Insulator: Technical DatasheetDocument33 pagesPorcelain Bushing Insulator: Technical DatasheetMilos100% (1)
- ATV RUS LIM RCT 001 - MergedDocument5 pagesATV RUS LIM RCT 001 - MergedNaam Ka KyaNo ratings yet
- 06 Pressure LossesDocument50 pages06 Pressure LossesDanian PrimasatryaNo ratings yet
- Recommended Parts List For SVGDocument12 pagesRecommended Parts List For SVGAhmed MekheldiNo ratings yet
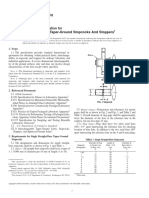
- E 675 Â " 02 - RTY3NQDocument10 pagesE 675 Â " 02 - RTY3NQhans ccNo ratings yet
- As Per Exccution Qty 6 7 8 Rate Per in Rs - Ps Amount in RsDocument9 pagesAs Per Exccution Qty 6 7 8 Rate Per in Rs - Ps Amount in RspudurbhaskarNo ratings yet
- 1 FT Gala Rubber Flexible Connector Double Bellows GFLEX-GS THREADEDDocument2 pages1 FT Gala Rubber Flexible Connector Double Bellows GFLEX-GS THREADEDNon Etabas GadnatamNo ratings yet
- Jail Final1Document49 pagesJail Final1NicaNo ratings yet
- Mehta Model Pl-1325 Plasma Table Structure: Technical ReportDocument7 pagesMehta Model Pl-1325 Plasma Table Structure: Technical ReportJanaka ChathurangaNo ratings yet
- Power Plant GuideDocument5 pagesPower Plant GuideDIBYENDU MONDALNo ratings yet
- Reinforcement at Pipe Penetrations Through Steel Column TS-COL-01Document4 pagesReinforcement at Pipe Penetrations Through Steel Column TS-COL-01hahaerNo ratings yet
- TW Boq & TankDocument23 pagesTW Boq & TankMuhammad Nadeem KhanNo ratings yet
- Mody M100T 50 60Document2 pagesMody M100T 50 60NAHASALI11No ratings yet
- 17 PDFDocument1 page17 PDFMMNo ratings yet
- Bending Forming Bus ConductorDocument1 pageBending Forming Bus ConductormartinpellsNo ratings yet
- SSR 2016-17 RaftDocument22 pagesSSR 2016-17 RaftRavi KumarNo ratings yet
- Data MP35N Rev-2Document2 pagesData MP35N Rev-2Nishant MehtaNo ratings yet
- 7.5 Kva BomDocument2 pages7.5 Kva BomDinesh MNo ratings yet
- SWW Phase 1 Material ListDocument1 pageSWW Phase 1 Material ListSavad AlwyeNo ratings yet
- 10KL Sump DrawingDocument1 page10KL Sump DrawingAbdul Mateen MahammadNo ratings yet
- HL510-HL 560 Technical ManualDocument61 pagesHL510-HL 560 Technical ManualAJAYKUMAR PUND83% (6)
- Section of Cable Trench: Y.L Y.LDocument1 pageSection of Cable Trench: Y.L Y.LKunal ChhatlaniNo ratings yet
- AW - Datasheet - ALLOY 20 CB 3Document2 pagesAW - Datasheet - ALLOY 20 CB 3.xNo ratings yet
- Fichetechnique-White-Metal Anglais Site 2Document1 pageFichetechnique-White-Metal Anglais Site 2sourajpatelNo ratings yet
- Model T-11A Cavity Form Drill, Morse TaperDocument1 pageModel T-11A Cavity Form Drill, Morse TaperТихомир ГрънчаровNo ratings yet
- BOQ of Tunnel in SoilDocument2 pagesBOQ of Tunnel in SoilShivendra Kumar100% (2)
- Government of Andhra Pradesh Roads and Buildings DepartmentDocument7 pagesGovernment of Andhra Pradesh Roads and Buildings DepartmentKiran AEE BvrmNo ratings yet
- Project-Dholera L&T Road Project, Gujarat: Description of Work Unit Qty. In-TimeDocument2 pagesProject-Dholera L&T Road Project, Gujarat: Description of Work Unit Qty. In-Timeanup janaNo ratings yet
- 9851 3139 01 - Cop 1238KDocument2 pages9851 3139 01 - Cop 1238Kbundajoseph148No ratings yet
- XyzDocument29 pagesXyzhati1No ratings yet
- 2 Mva Bushing Neutral EarthingDocument1 page2 Mva Bushing Neutral Earthingindrajit mondalNo ratings yet
- Collicutt Hanover: Ltd. 7550 Ednar Industrial Drive Red Deer, Alberta T4P 3R.2 BP Canada Chemical Comdany, P.O. BP JoifreDocument2 pagesCollicutt Hanover: Ltd. 7550 Ednar Industrial Drive Red Deer, Alberta T4P 3R.2 BP Canada Chemical Comdany, P.O. BP Joifrerajindo1No ratings yet
- GTP & DRG of A B CableDocument3 pagesGTP & DRG of A B Cablenishant sainiNo ratings yet
- Figure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Document1 pageFigure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- Urgent Requirement For Maintenanace Works Under Luangmual S/D Qty Required Probable Cost (RS)Document2 pagesUrgent Requirement For Maintenanace Works Under Luangmual S/D Qty Required Probable Cost (RS)C.C LalrimawiaNo ratings yet
- Mason Industries, Inc.: Full Vacuum Rating - 30" HGDocument1 pageMason Industries, Inc.: Full Vacuum Rating - 30" HGbman0051401No ratings yet
- Lime Stone Cleaning Station - Project Proposal-03Document4 pagesLime Stone Cleaning Station - Project Proposal-03vinodsnNo ratings yet
- 3.20 Removal of Conveyor Belt With New BeltDocument2 pages3.20 Removal of Conveyor Belt With New Beltvinodsn100% (1)
- Nov 15 Daily MeetingDocument2 pagesNov 15 Daily MeetingvinodsnNo ratings yet
- Transmital of Assly. Drgs. of Equipments of Coal Crusher & Storage Sec. & Coal Mill Sec.Document2 pagesTransmital of Assly. Drgs. of Equipments of Coal Crusher & Storage Sec. & Coal Mill Sec.vinodsnNo ratings yet
- Balaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportDocument1 pageBalaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportvinodsnNo ratings yet
- Balaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportDocument2 pagesBalaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportvinodsnNo ratings yet
- Lime Stone Cleaning Station - Project Proposal-03Document4 pagesLime Stone Cleaning Station - Project Proposal-03vinodsnNo ratings yet
- Organization Chart: (Mechanical Department)Document3 pagesOrganization Chart: (Mechanical Department)vinodsn100% (1)
- Coal Crushing Sec. Drg. List Fo ErectionDocument1 pageCoal Crushing Sec. Drg. List Fo ErectionvinodsnNo ratings yet
- Equip. Name:-RAW MILL Equip. TAG No. 300 RM-1Document1 pageEquip. Name:-RAW MILL Equip. TAG No. 300 RM-1vinodsnNo ratings yet
- Pending Job of CPWDocument2 pagesPending Job of CPWvinodsnNo ratings yet
- Sop For Ls CrusherDocument5 pagesSop For Ls CrusherVinod Kumar VermaNo ratings yet
- Daily Stoppage ReportDocument2 pagesDaily Stoppage ReportvinodsnNo ratings yet
- Offer Letter-Manpower Supply & Project WorkDocument10 pagesOffer Letter-Manpower Supply & Project WorkvinodsnNo ratings yet
- Sop For Cleaning & HousekeepingDocument4 pagesSop For Cleaning & HousekeepingvinodsnNo ratings yet
- Org ChartDocument1 pageOrg ChartvinodsnNo ratings yet
- Sop Welding & Gas CuttingDocument9 pagesSop Welding & Gas CuttingvinodsnNo ratings yet
- Sop For Bag FilterDocument5 pagesSop For Bag FiltervinodsnNo ratings yet
- Sop Ls CrusherDocument2 pagesSop Ls Crushervinodsn100% (1)
- Sop For Om For Ball MillDocument7 pagesSop For Om For Ball MillvinodsnNo ratings yet
- Sop - Belt ConveyorDocument2 pagesSop - Belt Conveyorvinodsn100% (2)
- Sop Working at High Noise AreaDocument5 pagesSop Working at High Noise AreavinodsnNo ratings yet
- Sop For Safe Working at HeightDocument6 pagesSop For Safe Working at HeightvinodsnNo ratings yet
- Costing Details E & I (2074-75)Document8 pagesCosting Details E & I (2074-75)vinodsnNo ratings yet
- Gist of Man Power in Grinding Unit: United Cements Pvt. Limited Naubise-4, Dhading, NepalDocument1 pageGist of Man Power in Grinding Unit: United Cements Pvt. Limited Naubise-4, Dhading, NepalvinodsnNo ratings yet
- HR CircularDocument4 pagesHR CircularvinodsnNo ratings yet
- 1-SOP For Raw Mill StartDocument2 pages1-SOP For Raw Mill Startvinodsn100% (2)
- Sop Inert GasDocument5 pagesSop Inert GasvinodsnNo ratings yet
- Sukh Raj Sigh ResignationDocument1 pageSukh Raj Sigh ResignationvinodsnNo ratings yet
- HR CircularDocument2 pagesHR CircularvinodsnNo ratings yet
- Otis Supplier Quality Manual - English (20180405)Document27 pagesOtis Supplier Quality Manual - English (20180405)hussain100% (1)
- Specs RD5200-serienDocument6 pagesSpecs RD5200-serienesauth gonzalezNo ratings yet
- EXV-CB, EXP and SXV-CB Technical Data High Lift Pallet Trucks/Electric Forklift TruckDocument11 pagesEXV-CB, EXP and SXV-CB Technical Data High Lift Pallet Trucks/Electric Forklift Truck黃洪嘉俊No ratings yet
- Global Automated Parking Systems MarketDocument16 pagesGlobal Automated Parking Systems MarketvrajtilakNo ratings yet
- RX 60 60 80 en TDDocument8 pagesRX 60 60 80 en TDsigalNo ratings yet
- Project Managers Program: Technical NoteDocument16 pagesProject Managers Program: Technical NotealfreliaNo ratings yet
- 904B Compact Wheel LoaderDocument40 pages904B Compact Wheel LoaderSaid TouhamiNo ratings yet
- Operador Siemens Intercam PDFDocument32 pagesOperador Siemens Intercam PDFCristian Orosco ValverdeNo ratings yet
- Passenger Elevators: Basic SpecificationsDocument2 pagesPassenger Elevators: Basic SpecificationsNyan LinNo ratings yet
- HD 973P Parking Lift Manual 5175238 BendPakDocument92 pagesHD 973P Parking Lift Manual 5175238 BendPakHector VertizNo ratings yet
- Securing A Building PermitDocument91 pagesSecuring A Building PermitVictoria Hannah MercadoNo ratings yet
- Cat Forklift Ec20ks Service ManualDocument27 pagesCat Forklift Ec20ks Service Manualsamanthamoyer170885csp100% (74)
- Toyota BT Traigo 9FBMK20T-35T Chapter 17 (Options) Service TrainingDocument95 pagesToyota BT Traigo 9FBMK20T-35T Chapter 17 (Options) Service TrainingDennis SteinbuschNo ratings yet
- Zx225uslc 3Document6 pagesZx225uslc 3Jerrick BinateroNo ratings yet
- Alimak-SC45 30 PDFDocument5 pagesAlimak-SC45 30 PDFRobert Xie100% (1)
- JTM Series Machine Screw Jack, Gear Machine Jacks, Machine Screw Lift, Machine Screw Actuator, Worm Gear Machine Screw Jack, Metric Machine Screw Jack, Mechanical Actuators Machine Screw ActuatorsDocument37 pagesJTM Series Machine Screw Jack, Gear Machine Jacks, Machine Screw Lift, Machine Screw Actuator, Worm Gear Machine Screw Jack, Metric Machine Screw Jack, Mechanical Actuators Machine Screw ActuatorsWarren Lee0% (1)
- Safe Erections For Steel StructureDocument36 pagesSafe Erections For Steel StructureAhmed Mostafa AL-Aboudy100% (5)
- Lift WellDocument42 pagesLift WellsamyakNo ratings yet
- Electrical SystemDocument196 pagesElectrical SystemBaciu NicolaeNo ratings yet
- Is 4591 1968 PDFDocument17 pagesIs 4591 1968 PDFBharani Kumar Srinivas SurampudiNo ratings yet
- Labconco Purifier DatasheetDocument7 pagesLabconco Purifier DatasheetJhon JJNo ratings yet
- SCOPE OF WORK For ELEVATOR PREVENTIVE MAINTENANCE & REPAIR SERVICESDocument10 pagesSCOPE OF WORK For ELEVATOR PREVENTIVE MAINTENANCE & REPAIR SERVICESRodolfo ValençaNo ratings yet
- PM-3000 Section 1 To 7 ManualDocument52 pagesPM-3000 Section 1 To 7 Manualpablo100% (1)
- Installation Instructions 3" Body Lift Kit 1998-2000 RangerDocument8 pagesInstallation Instructions 3" Body Lift Kit 1998-2000 RangerHenrique OliveiraNo ratings yet
- Tank Lifting ProcedureDocument18 pagesTank Lifting ProcedureRicardo NapitupuluNo ratings yet
- VR VRSF Vre 244989-EnglishDocument686 pagesVR VRSF Vre 244989-EnglishАлександра Кваснина100% (1)
- NPORS Training Category ListDocument56 pagesNPORS Training Category ListKevin MorrisNo ratings yet
- Dimension Specification: Hyundai Heavy IndustriesDocument6 pagesDimension Specification: Hyundai Heavy IndustriesАлександр ОлейникNo ratings yet
- Mechanical Vacuum Lifter - Manual - 11 May 2015Document72 pagesMechanical Vacuum Lifter - Manual - 11 May 2015quyenhuynhhaNo ratings yet