You might also like
- Ppe NotesDocument51 pagesPpe NotesCharan PrasadNo ratings yet
- Power Plant Layout and Essential Feature of RankineDocument7 pagesPower Plant Layout and Essential Feature of RankineMonglafru MogNo ratings yet
- Power Plant Layout and Essential Feature of RankineDocument7 pagesPower Plant Layout and Essential Feature of RankineMonglafru MogNo ratings yet
- Thermal Power PlantDocument9 pagesThermal Power Plantmuneeb rafiqNo ratings yet
- Generation of Electric PowerDocument108 pagesGeneration of Electric Powermausam sharmaNo ratings yet
- Physics 4.Document5 pagesPhysics 4.SOLAIMANNo ratings yet
- Ukai Thermal Power Plant-Eman Refai Abdelkhaliq-Sec 3Document13 pagesUkai Thermal Power Plant-Eman Refai Abdelkhaliq-Sec 3eman.refai13lcsNo ratings yet
- Thermal Power StationDocument6 pagesThermal Power StationAnkit RajNo ratings yet
- Thermal Power PlantDocument35 pagesThermal Power PlantAngelaa DassNo ratings yet
- Steam Power Plant Components & ProcessesDocument37 pagesSteam Power Plant Components & ProcessessureshlalNo ratings yet
- Lab ReportDocument12 pagesLab ReportFaisal ArslanNo ratings yet
- Expt. # 03 Study of A Steam Turbine Power PlantDocument6 pagesExpt. # 03 Study of A Steam Turbine Power PlantSajeeb SarkerNo ratings yet
- Basics of EnginesDocument7 pagesBasics of EnginesMian AsimNo ratings yet
- Thermal Power Plant: Gaini Zail Singh Punjab Technical University Campus (Bathinda)Document30 pagesThermal Power Plant: Gaini Zail Singh Punjab Technical University Campus (Bathinda)Sriram ramsNo ratings yet
- Thermal Power Plant Rankine CycleDocument27 pagesThermal Power Plant Rankine Cyclevenki249100% (1)
- Unit 1 Construction and Operation: External Combustion EngineDocument14 pagesUnit 1 Construction and Operation: External Combustion Enginekrishna samNo ratings yet
- Thermal Power PlantDocument7 pagesThermal Power PlantMamta SinghNo ratings yet
- Diesel Power Plant EngineeringDocument27 pagesDiesel Power Plant EngineeringDexter Baret0% (1)
- Power PlantDocument4 pagesPower PlantNumair AshrafNo ratings yet
- Chapter 1 - Internship ReportDocument5 pagesChapter 1 - Internship ReportperminderlbwNo ratings yet
- Dry Cooling Systems1.2Document40 pagesDry Cooling Systems1.2paragmishra1986No ratings yet
- Lab 1Document35 pagesLab 1Mamoon KhiljiNo ratings yet
- Lecture 2 - Steam TurbineDocument32 pagesLecture 2 - Steam TurbineZulyadain Ishak100% (1)
- Jagan Steam Power PlantDocument101 pagesJagan Steam Power PlantMahender VangalaNo ratings yet
- A Report On Industrial VisitDocument15 pagesA Report On Industrial VisitChandni Bhagchandani100% (1)
- Thermal Power Plant - EeDocument20 pagesThermal Power Plant - EePrabhat Chandra100% (1)
- Power Plant Engg (Two Mark Question With Answer, Big Question)Document19 pagesPower Plant Engg (Two Mark Question With Answer, Big Question)Lionus LeoNo ratings yet
- thermal power plantDocument16 pagesthermal power plantmudarNo ratings yet
- Steam Power Plant 1Document17 pagesSteam Power Plant 1MohammedNo ratings yet
- DVC Mejia ReportDocument37 pagesDVC Mejia ReportRahul RoyNo ratings yet
- Icgt Unit-II MaterialDocument34 pagesIcgt Unit-II MaterialA Rahul KumarNo ratings yet
- Introduction IC EnginesDocument8 pagesIntroduction IC EnginesSarmad Altaf Hafiz Altaf HussainNo ratings yet
- 2013edusat Lecture On STEAM PLANTDocument101 pages2013edusat Lecture On STEAM PLANTKishore KrishnaNo ratings yet
- AES Thermal Power Plant, Lalpir, District Muzaffargarh: Prepared byDocument25 pagesAES Thermal Power Plant, Lalpir, District Muzaffargarh: Prepared byIrfan UllahNo ratings yet
- Details CBPPDocument49 pagesDetails CBPPJane SmithNo ratings yet
- Power PlantDocument17 pagesPower PlantPrachetash SrivastavaNo ratings yet
- Steam Power PlantDocument9 pagesSteam Power PlantAnne Gabrielle DavidNo ratings yet
- Thermal Power Plant Project ReportDocument63 pagesThermal Power Plant Project Reportasutoshjena28171% (24)
- Thermal Power PlantDocument17 pagesThermal Power PlantraghuvarmaNo ratings yet
- Abhishek Kumar Asif Ahmad Niket Rakeshan Zeeshan AliDocument21 pagesAbhishek Kumar Asif Ahmad Niket Rakeshan Zeeshan AliSuphi YükselNo ratings yet
- Brief Description of Tanda Thermal Project: 1.1 Geographical LocationDocument22 pagesBrief Description of Tanda Thermal Project: 1.1 Geographical Locationcoolvipin1988No ratings yet
- Summer Training Experience at NTPC Dadri Power PlantDocument33 pagesSummer Training Experience at NTPC Dadri Power PlantSubodh DuhanNo ratings yet
- Essentials of Steam Power Plant EquipmentDocument102 pagesEssentials of Steam Power Plant EquipmentPrakhar Shukla100% (1)
- Construction and Working of Thermal Power PlantDocument5 pagesConstruction and Working of Thermal Power PlantdibyenindusNo ratings yet
- Ppe 2m - OptDocument15 pagesPpe 2m - OptAnonymous gAVMpR0aNo ratings yet
- Unit5 - Heat Engine-Notes1Document17 pagesUnit5 - Heat Engine-Notes1Krishna AgarwalNo ratings yet
- Essential Equipment of Steam Power PlantsDocument101 pagesEssential Equipment of Steam Power Plantsjamunaa83100% (1)
- Power Plant FamiliarisationDocument110 pagesPower Plant FamiliarisationmrdipakwaghNo ratings yet
- Thermal Power Plant PDFDocument118 pagesThermal Power Plant PDFdance77% (22)
- DR - NTTPS-report Sai VivekDocument22 pagesDR - NTTPS-report Sai VivekIndra kandalaNo ratings yet
- Thermal Power Plant Diagram All You Need To Know About ItDocument7 pagesThermal Power Plant Diagram All You Need To Know About Itngoc hoangNo ratings yet
- EME Notes Unit 1Document11 pagesEME Notes Unit 1SumanranuNo ratings yet
- A Gas Turbine UnitDocument9 pagesA Gas Turbine UnitTITU NATHNo ratings yet
- Introduction To Gas Turbine:: Land Based Gas Turbines Are of Two TypesDocument9 pagesIntroduction To Gas Turbine:: Land Based Gas Turbines Are of Two TypesTahir MuneebNo ratings yet
- Steam power plants explainedDocument38 pagesSteam power plants explainedsrihari_bhadabhagniNo ratings yet
- Heat Engine DesignDocument25 pagesHeat Engine DesignEamonn McStravickNo ratings yet
- Oscillations PDFDocument12 pagesOscillations PDFRaviKumarNo ratings yet
- 33 ch6Document13 pages33 ch6swccgopalNo ratings yet
- COLUMMNDocument2 pagesCOLUMMNAshok PradhanNo ratings yet
- Strength of Materials: Er. S K MondalDocument3 pagesStrength of Materials: Er. S K MondalAshok PradhanNo ratings yet
- (Zym© (Av G Kêq O A (Yh$V A H$Document30 pages(Zym© (Av G Kêq O A (Yh$V A H$Ashok PradhanNo ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- M¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqDocument37 pagesM¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqAshok PradhanNo ratings yet
- Examples On Mathematical Induction: Trigonometry: Sin Sin 1 SinDocument11 pagesExamples On Mathematical Induction: Trigonometry: Sin Sin 1 SinAshok PradhanNo ratings yet
- 12 Physics Lyp 2016 Central Outside Delhi Set3Document7 pages12 Physics Lyp 2016 Central Outside Delhi Set3Ashok PradhanNo ratings yet
- Form 4 Add Maths Chapter 1Document25 pagesForm 4 Add Maths Chapter 1Azhar GameMaster100% (1)
- Solution, Success Study CircleDocument4 pagesSolution, Success Study CircleAshok PradhanNo ratings yet
- Curret 2Document2 pagesCurret 2Ashok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- State Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItDocument5 pagesState Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Manufacturing Process 1 Question BankDocument6 pagesManufacturing Process 1 Question BankAshok PradhanNo ratings yet
- Weekly Test July MMMMMMMMDocument2 pagesWeekly Test July MMMMMMMMAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Reproduction in OrganismsDocument10 pagesReproduction in OrganismsAshok PradhanNo ratings yet
- Introduction to Materials Science Chapter 7 Dislocations StrengtheningDocument19 pagesIntroduction to Materials Science Chapter 7 Dislocations Strengtheningsenthilkumar100No ratings yet
- Surprize TestDocument3 pagesSurprize TestAshok PradhanNo ratings yet
- L No 01Document38 pagesL No 01Annas Equity AnalystNo ratings yet
- OpticsDocument6 pagesOpticsAshok PradhanNo ratings yet
- Moving Coil GalvanometerDocument5 pagesMoving Coil GalvanometerAshok PradhanNo ratings yet
- Ess at 12 CN StuDocument11 pagesEss at 12 CN Stujsmith012xNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Current ElectricityDocument2 pagesCurrent ElectricityAshok PradhanNo ratings yet
- IBCI BOE Coamcing Mcqs Power PlantsDocument27 pagesIBCI BOE Coamcing Mcqs Power Plantsramkrishna77% (39)
- Birla Institute of Technology and Science, PilaniDocument2 pagesBirla Institute of Technology and Science, Pilanip vsNo ratings yet
- Wireless InstrumentDocument12 pagesWireless Instrumenta_salehi100% (2)
- Polytechnic University of The Philippines College of EngineeringDocument5 pagesPolytechnic University of The Philippines College of EngineeringJohn David AnunciacionNo ratings yet
- LS 25S Parts Manual Generation I Model PDFDocument76 pagesLS 25S Parts Manual Generation I Model PDFanon_457012148100% (2)
- Evaluation and Selection of The Precooling Stage For LNG ProcessesDocument149 pagesEvaluation and Selection of The Precooling Stage For LNG Processesganeshan100% (2)
- Fadec in M250-C47B, MDocument191 pagesFadec in M250-C47B, MPatricio Santibáñez Arce100% (4)
- Refrigeration Laboratory Unit R715: P.A.Hilton LTDDocument5 pagesRefrigeration Laboratory Unit R715: P.A.Hilton LTDvineet SinghNo ratings yet
- Referencia Aire ComprimidoDocument9 pagesReferencia Aire ComprimidoChristian Paul Salazar SanchezNo ratings yet
- Chapter MEK 1 exam questions on engine room machineryDocument6 pagesChapter MEK 1 exam questions on engine room machineryLalo BamaniaNo ratings yet
- MCQ - Unit Ii - Chemical ThermodynamicsDocument46 pagesMCQ - Unit Ii - Chemical ThermodynamicsAC BajanaNo ratings yet
- Caso c2201 110mmscfdDocument1 pageCaso c2201 110mmscfdJose RattiaNo ratings yet
- Sullair Stationary Pocket GuideDocument27 pagesSullair Stationary Pocket GuideMiguel Angel Jiménez CarpioNo ratings yet
- b5 Ac Refrigerant Syst CapacitiesDocument5 pagesb5 Ac Refrigerant Syst CapacitiesServis ServisNo ratings yet
- VESSEL PARTICULARS AND GAS INSTALLATION SPECSDocument12 pagesVESSEL PARTICULARS AND GAS INSTALLATION SPECSdharmawan100% (1)
- 01 Instruction Manual For CompressorDocument346 pages01 Instruction Manual For CompressorBianco BoualemNo ratings yet
- Design of Cryogenic System For Liquefaction of HydrogenDocument7 pagesDesign of Cryogenic System For Liquefaction of HydrogenLiu YangtzeNo ratings yet
- Sulzer Revamp CompressorDocument4 pagesSulzer Revamp CompressorAli Barzegar100% (1)
- 1 Purifier Technology Avinash MalhotraDocument77 pages1 Purifier Technology Avinash Malhotrakaustubh_dec17100% (1)
- Ingersol PDFDocument8 pagesIngersol PDFFadhila Ahmad AnindriaNo ratings yet
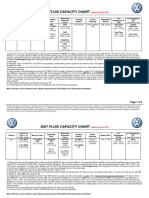
- 2007 Fluid Capacity Chart: Updated July 23, 2013Document6 pages2007 Fluid Capacity Chart: Updated July 23, 2013ossoskiNo ratings yet
- Manual Bendix BA-921 PDFDocument36 pagesManual Bendix BA-921 PDFJuan Carlos FuentesNo ratings yet
- Elgi Airlube XDDocument1 pageElgi Airlube XDANILNo ratings yet
- Class 4 2018 Kolkata MMD QuestionsDocument155 pagesClass 4 2018 Kolkata MMD QuestionsAbhinandan ChandraNo ratings yet
- Interstage Pressures of A Multistage Compressor With IntercoolingDocument14 pagesInterstage Pressures of A Multistage Compressor With IntercoolingHelen D. Lugo MéndezNo ratings yet
- CERTC Refresher Exam 1 SciencesDocument3 pagesCERTC Refresher Exam 1 SciencesEdward Roy Capuyan AyingNo ratings yet
- DSC 9 Engine Workshop ManualDocument56 pagesDSC 9 Engine Workshop ManualTony Jones100% (5)
- Industrial Gas Generator Illustrated Parts CatalogueDocument14 pagesIndustrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- Ceccato AirLogic V (EN)Document46 pagesCeccato AirLogic V (EN)facebookszityka100% (2)
- 2935 0146 20 - Genuine - Parts - en - 150ppi - SCREENDocument2 pages2935 0146 20 - Genuine - Parts - en - 150ppi - SCREENSajad NikmaneshNo ratings yet