You might also like
- 2008+2009 CBR1000RR Clutch Update InstructionsDocument36 pages2008+2009 CBR1000RR Clutch Update InstructionsClyson McWilliams100% (10)
- Nissan / Infiniti Ecu Core Identification ListDocument14 pagesNissan / Infiniti Ecu Core Identification ListJosue Solis60% (5)
- Caterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix DCH) Service Repair Manual (DCH00001 and Up) PDFDocument21 pagesCaterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix DCH) Service Repair Manual (DCH00001 and Up) PDFfkdmma50% (4)
- Curso Cat 428B Sist Hidraulico Desarmado - Armado Bomba HidraulicaDocument31 pagesCurso Cat 428B Sist Hidraulico Desarmado - Armado Bomba HidraulicaSilas F Pimenta83% (6)
- Dayco X16xelDocument2 pagesDayco X16xeldzadza2No ratings yet
- Industrial Electronic: For A&I and Sales EngineersDocument6 pagesIndustrial Electronic: For A&I and Sales Engineersmijael1393100% (1)
- Industrial Electronic: For A&I and Sales EngineersDocument6 pagesIndustrial Electronic: For A&I and Sales Engineersmijael1393100% (1)
- Meeting Guide Curvas FLS y FTS FormulasDocument30 pagesMeeting Guide Curvas FLS y FTS Formulasmijael1393100% (4)
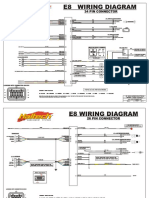
- E8 Wiring DiagramDocument2 pagesE8 Wiring Diagrammijael1393100% (1)
- Det n14 Pulsar Gtir Wiring DiagramDocument2 pagesDet n14 Pulsar Gtir Wiring Diagrammijael1393No ratings yet
- Catalog GarrettDocument169 pagesCatalog GarrettGustavo Rozen100% (2)
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos Quiros100% (1)
- 2013年最新版英文电气原理图FUJI WIRING DIAGRAM IN ENGLISH PDFDocument21 pages2013年最新版英文电气原理图FUJI WIRING DIAGRAM IN ENGLISH PDFJavier Galvis100% (7)
- R3000H Ajuste de Backlash Con CoronaDocument3 pagesR3000H Ajuste de Backlash Con Coronacarlos riveraNo ratings yet
- Pont DifferentielDocument8 pagesPont DifferentielOthmanNo ratings yet
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Pre Carga de Piñon de DiferencialDocument3 pagesPre Carga de Piñon de Diferencialmamani aquio juannNo ratings yet
- Flow Doc 2 PDFDocument18 pagesFlow Doc 2 PDFJozefNo ratings yet
- 966c Torque Convertidor Desarmado y ArmadoDocument7 pages966c Torque Convertidor Desarmado y ArmadoJohn Ceballos100% (1)
- The Trolleys Are in Nitely Variable Within The Range For Adjustment To Various AngeDocument4 pagesThe Trolleys Are in Nitely Variable Within The Range For Adjustment To Various Angegreat landNo ratings yet
- Differential and Bevel Gear 966 InstallDocument14 pagesDifferential and Bevel Gear 966 InstallAlan GonzalezNo ratings yet
- Final Drive - Assemble: Desarmado y ArmadoDocument9 pagesFinal Drive - Assemble: Desarmado y ArmadoWilson SanchezNo ratings yet
- Bc109 Diff ProcedureDocument11 pagesBc109 Diff ProcedureJack ElliottNo ratings yet
- Desmonte de Bomba de Inyeccion 3406cDocument5 pagesDesmonte de Bomba de Inyeccion 3406cAnderson CamachoNo ratings yet
- Chrysler IIIH Engine Assembly Pentastar 3.6 SYNCHRONIZATIONDocument22 pagesChrysler IIIH Engine Assembly Pentastar 3.6 SYNCHRONIZATIONScribdTranslationsNo ratings yet
- Convertidor de Torque D5BDocument13 pagesConvertidor de Torque D5BDeyner PerezNo ratings yet
- SIS 2.0 Circle Clearance 24MDocument5 pagesSIS 2.0 Circle Clearance 24MMuhammad Rizqi RahmaniNo ratings yet
- Inst Cylinder HeadDocument8 pagesInst Cylinder Headmanuel1357100% (1)
- 420a TimingDocument4 pages420a TimingBobby PaisonNo ratings yet
- Toyota Celica ST Sport Coupe L4 1.8L DOHC MFI 1997Document11 pagesToyota Celica ST Sport Coupe L4 1.8L DOHC MFI 1997carlos martinezNo ratings yet
- Fuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Document9 pagesFuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Hammam al HammamNo ratings yet
- Fuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Document9 pagesFuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Hammam al HammamNo ratings yet
- CAT 3306B InstructionsDocument2 pagesCAT 3306B Instructionsdoriam140575% (4)
- ClutchDocument6 pagesClutchAlex CastilloNo ratings yet
- 950F CaterpillarDocument15 pages950F CaterpillarMartinez Mauricio Martinez GomezNo ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- Toyota Celica l4 2.2l Dohc 5s Fe 1990Document16 pagesToyota Celica l4 2.2l Dohc 5s Fe 1990ORLANDO0301No ratings yet
- DR Service InstructionsDocument4 pagesDR Service InstructionsCentral HydraulicsNo ratings yet
- Rotation Joint 1.5 - Forum N156RJ30N-REV0Document6 pagesRotation Joint 1.5 - Forum N156RJ30N-REV0Владислав ВиршинитNo ratings yet
- Sti Timing Belt InstructionsDocument19 pagesSti Timing Belt InstructionsPablo DpNo ratings yet
- Caterpillar Cat 245B EXCAVATOR (Prefix 1SJ) Service Repair Manual (1SJ00001-00712)Document24 pagesCaterpillar Cat 245B EXCAVATOR (Prefix 1SJ) Service Repair Manual (1SJ00001-00712)rpoy9396615No ratings yet
- Eaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate DesignDocument9 pagesEaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate Designluisbravo1264No ratings yet
- Pruebas y Ajustes Caja D7HDocument83 pagesPruebas y Ajustes Caja D7HAlfredo GuzmánNo ratings yet
- Hydraulic Pump: EspecificacionesDocument4 pagesHydraulic Pump: EspecificacionesEdgar Rojas EspejoNo ratings yet
- WD Service InstructionsDocument2 pagesWD Service InstructionsCentral HydraulicsNo ratings yet
- Remove & Install Bucket CylinderDocument6 pagesRemove & Install Bucket CylinderKevin DayNo ratings yet
- Desarmado Bomba 416Document16 pagesDesarmado Bomba 416Anword TelefonosNo ratings yet
- Diagrama de ArmadoDocument12 pagesDiagrama de ArmadoFernando ÁlvarezNo ratings yet
- Assembly ProcedureDocument115 pagesAssembly ProcedureAlex Castillo100% (1)
- Armar Culata 330bDocument4 pagesArmar Culata 330bAlvaro MartinezNo ratings yet
- Service Library Culata Wrangler 3.6Document7 pagesService Library Culata Wrangler 3.6Andres RodriguezNo ratings yet
- Assemble Diff 777DDocument17 pagesAssemble Diff 777DCavandraNo ratings yet
- Remove and Install Torque Divider 3113-010Document19 pagesRemove and Install Torque Divider 3113-010Milton Hernandez PérezNo ratings yet
- Diff Assembling ProcedureDocument19 pagesDiff Assembling ProceduresatyaNo ratings yet
- Manual El Dyn1440g 2017Document51 pagesManual El Dyn1440g 2017ppalomino171No ratings yet
- Rover Diff Fitting Instructions-2009 v2Document5 pagesRover Diff Fitting Instructions-2009 v2phrasedNo ratings yet
- Installation Instructions: Balance BarsDocument2 pagesInstallation Instructions: Balance BarsTan Gin HuiNo ratings yet
- Desarmado y Armado Bomba 312cDocument22 pagesDesarmado y Armado Bomba 312cJhon VillamizarNo ratings yet
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print PageDocument9 pagesHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Pagep.motortechNo ratings yet
- Bln-10169 Phased Out I Jan-1999 Rev BDocument18 pagesBln-10169 Phased Out I Jan-1999 Rev BgaryNo ratings yet
- Testing and AdjustingDocument53 pagesTesting and AdjustingAlexandra Yupanqui sarmiento100% (1)
- 07 Odyssey Timing Belt Procedures From To Corrected After The JobDocument20 pages07 Odyssey Timing Belt Procedures From To Corrected After The JobpajaritojhonNo ratings yet
- Installation of Governor On 1U7326 Governor Calibration Bench... 3114, 3116 and 3126 MUI Engine Governors #I01154203 CaterpillarDocument8 pagesInstallation of Governor On 1U7326 Governor Calibration Bench... 3114, 3116 and 3126 MUI Engine Governors #I01154203 CaterpillargiovanebalzaniNo ratings yet
- Dif and Carrier 966cDocument18 pagesDif and Carrier 966cHector VallesNo ratings yet
- Circle Clearances - Check/Adjust: Manual de Operación y MantenimientoDocument7 pagesCircle Clearances - Check/Adjust: Manual de Operación y MantenimientoTaller HeavytechNo ratings yet
- Differential Carrier: ComponentsDocument16 pagesDifferential Carrier: Componentspriyankar007No ratings yet
- Bevel and Transfer Gears - AssembleDocument14 pagesBevel and Transfer Gears - AssembleIginio Malaver VargasNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Evalucion de Transmision r1600gDocument38 pagesEvalucion de Transmision r1600gmijael1393No ratings yet
- Differential (Standard) (1 To 842) - AssembleDocument3 pagesDifferential (Standard) (1 To 842) - Assemblemijael1393No ratings yet
- Differential (NoSPIN) - AssembleDocument3 pagesDifferential (NoSPIN) - Assemblemijael1393No ratings yet
- 708 SCDocument1 page708 SCmijael1393No ratings yet
- Differential (NoSPIN) - DisassembleDocument2 pagesDifferential (NoSPIN) - Disassemblemijael1393No ratings yet
- LEKX6306 Torque CurvesDocument11 pagesLEKX6306 Torque Curvesmijael1393100% (1)
- Power Curves: Hi Idle: Maximum Revolutions of The Engine With No LoadDocument18 pagesPower Curves: Hi Idle: Maximum Revolutions of The Engine With No Loadmijael1393100% (4)
- Crankshaft Front Seal - RemoveDocument3 pagesCrankshaft Front Seal - Removemijael1393No ratings yet
- Formulas & Technical Trivia: Caterpillar Inc. Confidential 12/2/2002Document2 pagesFormulas & Technical Trivia: Caterpillar Inc. Confidential 12/2/2002mijael1393No ratings yet
- 1 Test 924G, 1 General InformationDocument12 pages1 Test 924G, 1 General Informationmijael1393100% (1)
- Diagrama Hidraulico Cargador de Ruedas 924hDocument4 pagesDiagrama Hidraulico Cargador de Ruedas 924hmijael1393100% (2)
- Test 924G, Hydraulic System Pressure - ReleaseDocument5 pagesTest 924G, Hydraulic System Pressure - Releasemijael1393100% (1)
- Test 924G, 1. General Testing and AdjustingDocument7 pagesTest 924G, 1. General Testing and Adjustingmijael1393100% (1)
- Test 924G, Pilot System PressureDocument3 pagesTest 924G, Pilot System Pressuremijael1393100% (1)
- IS 1366-2002 Slotted Cheese Head Screws-Products Grade ADocument11 pagesIS 1366-2002 Slotted Cheese Head Screws-Products Grade AJaikumar LukeNo ratings yet
- TransmissionDocument4 pagesTransmissionVJ CarbonellNo ratings yet
- A Complete Guide To Wire Rope ClipsDocument5 pagesA Complete Guide To Wire Rope ClipsAsif IqbalNo ratings yet
- Vespa LXV 125 I.E. Workshop ManualDocument277 pagesVespa LXV 125 I.E. Workshop ManualRafa DuroNo ratings yet
- Aircraft Engines: Reciprocating EngineDocument46 pagesAircraft Engines: Reciprocating EngineBadal Machchhar100% (1)
- FagorDocument47 pagesFagorahmeed1995alhadiNo ratings yet
- Aichi ISR602 Parts ManualDocument175 pagesAichi ISR602 Parts ManualVontext50% (2)
- Model200 Self Propelled Kit Rev.0 31490Document51 pagesModel200 Self Propelled Kit Rev.0 31490Enrique MurgiaNo ratings yet
- JLG 800S 860SJ Parts ManualDocument430 pagesJLG 800S 860SJ Parts ManualKevin Ricardo Mendoza AmadorNo ratings yet
- Main BearingDocument3 pagesMain BearingMeghali BorleNo ratings yet
- S15 CarrierDocument18 pagesS15 CarrierAlvaro GuerreroNo ratings yet
- TM 5 2420 224 24P 1Document925 pagesTM 5 2420 224 24P 1AdvocateNo ratings yet
- Planos VLB AZA AUTOMATIZACIÓN E INSTRUMENTOSDocument111 pagesPlanos VLB AZA AUTOMATIZACIÓN E INSTRUMENTOSFelipeNo ratings yet
- PL SP 2019 PDFDocument186 pagesPL SP 2019 PDFrobbi kurniawanNo ratings yet
- MarineDocument21 pagesMarineAsm FaysalNo ratings yet
- PB Waste Crane - PB Bunker Runway Beam - Waste Crane Mark UpDocument4 pagesPB Waste Crane - PB Bunker Runway Beam - Waste Crane Mark Upyip konglungNo ratings yet
- Transit StatusDocument100 pagesTransit StatusSurjeet Singh SaranNo ratings yet
- Project 1-1Document9 pagesProject 1-1tcode94No ratings yet
- Rollmaster: High Performance Timing Chain Sets Degreeing in Your CamshaftDocument2 pagesRollmaster: High Performance Timing Chain Sets Degreeing in Your Camshafttito titoNo ratings yet
- Manual DE PARTES MOTOR KUBOTADocument72 pagesManual DE PARTES MOTOR KUBOTAAlvaro Escalona GtzNo ratings yet
- Washer/Dryer Control Panel Parts: For Models: LTE5243DQ5, LTE5243DT5 (Designer White) (Biscuit)Document19 pagesWasher/Dryer Control Panel Parts: For Models: LTE5243DQ5, LTE5243DT5 (Designer White) (Biscuit)TSM36 confremarcaNo ratings yet
- The Federation of Motor Sports Clubs of India: 2 Wheeler FMSCI Homologation FormDocument12 pagesThe Federation of Motor Sports Clubs of India: 2 Wheeler FMSCI Homologation Formrudey180% (2)
- Quickref 2020 SupercaliberDocument6 pagesQuickref 2020 SupercaliberbhpopayanNo ratings yet
- 035 - 22 - Technical Manual - Mechanical Groupsets Ergopower Commands - Campagnolo - REV00!07!13Document8 pages035 - 22 - Technical Manual - Mechanical Groupsets Ergopower Commands - Campagnolo - REV00!07!13asfilbike bicicletasNo ratings yet
- 303-01 - 2.3L EcoBoost - Removal and Installation - Timing ChainDocument7 pages303-01 - 2.3L EcoBoost - Removal and Installation - Timing ChainCARLOS LIMADANo ratings yet