You might also like
- Oil Pantriting ProcedureDocument5 pagesOil Pantriting ProcedureSERT-QA/QC- BUZNo ratings yet
- QapDocument9 pagesQaprenjithv_4No ratings yet
- Welding Log BookDocument1 pageWelding Log Booksamsurendran_mech4020No ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulNo ratings yet
- Shell Rolling Report 1Document6 pagesShell Rolling Report 1Hanuman RaoNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Hempadur 45070 Product Data SheetDocument3 pagesHempadur 45070 Product Data Sheetarjunmohanan50% (2)
- PQR (Hdpe)Document3 pagesPQR (Hdpe)abdo elmokademNo ratings yet
- PWPS - GTSM-73 Rev-ADocument5 pagesPWPS - GTSM-73 Rev-AVimin PrakashNo ratings yet
- Quality Control ManualDocument15 pagesQuality Control ManualJBStringerNo ratings yet
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Visual Examination ProcedureDocument4 pagesVisual Examination ProcedureBudi IndraNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempDocument1 pageWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamNo ratings yet
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick VazquezNo ratings yet
- Welding Procedure DocumentDocument7 pagesWelding Procedure DocumentikponmwonsaNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- Weld ElectrodesDocument42 pagesWeld ElectrodesNarendraNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- WPS 204 NewDocument6 pagesWPS 204 Newarockiyathass100% (1)
- STS EDAC WELD REPAIR PROCEDUREDocument51 pagesSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNo ratings yet
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- NDT MatrixDocument2 pagesNDT MatrixPanagiotis Chatzakos100% (1)
- Safety Bullets PointsDocument1 pageSafety Bullets PointsShaheen Andre ChikkuNo ratings yet
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Structural Steel and Pipe Work ProcedureDocument5 pagesStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Wps FormatDocument2 pagesWps FormatParminder SinghNo ratings yet
- PQR WPS Procedure Qualification Record WeldingDocument12 pagesPQR WPS Procedure Qualification Record Weldingckkashyap0007No ratings yet
- SSM Su 5003 BDocument84 pagesSSM Su 5003 Bresp-ectNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- Check List of Column VerticalityDocument11 pagesCheck List of Column VerticalityyuwantoniNo ratings yet
- Stainless steel welding procedure qualification recordDocument1 pageStainless steel welding procedure qualification recordchandraNo ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- Barcol ProcedureDocument1 pageBarcol ProcedureseetharamannNo ratings yet
- Ut ProcedureDocument7 pagesUt Procedurearavindan100% (1)
- Welder, Welding Operator Qualification Test ReportDocument2 pagesWelder, Welding Operator Qualification Test Reportkarthik sundaramNo ratings yet
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 pagesElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNo ratings yet
- WPS for FCAW of steel pipe and fittingsDocument9 pagesWPS for FCAW of steel pipe and fittingsCesar ArellanoNo ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- Construction Supervisor Piping ResumeDocument6 pagesConstruction Supervisor Piping Resumeandi dipayadnyaNo ratings yet
- General Specification For Visual TestingDocument5 pagesGeneral Specification For Visual Testingsyukron_aNo ratings yet
- A1X3R1 - 2d - EPI-08-WP5-TW PDFDocument10 pagesA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaNo ratings yet
- UT Formula SheetDocument2 pagesUT Formula SheetOktayKulNo ratings yet
- AE-CS-WF-200 Rev.aDocument30 pagesAE-CS-WF-200 Rev.asteve aNo ratings yet
- Visual Inspection Procedure 0222 160 P PT PTJ 0008Document7 pagesVisual Inspection Procedure 0222 160 P PT PTJ 0008Yassine Koot100% (1)
- Oman Oil Refineries Method StatementDocument13 pagesOman Oil Refineries Method StatementBenasher IbrahimNo ratings yet
- RT Summary April - 19 (Organic)Document1 pageRT Summary April - 19 (Organic)Noble PrinceNo ratings yet
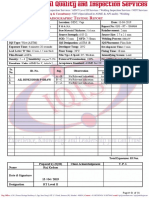
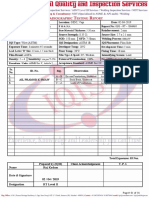
- NA 8.56 MM: PO#: Base Material ThicknessDocument1 pageNA 8.56 MM: PO#: Base Material ThicknessNoble PrinceNo ratings yet
- Iqis RT 1904a08Document1 pageIqis RT 1904a08Noble PrinceNo ratings yet
- RT Summary April - 19 (Organic)Document1 pageRT Summary April - 19 (Organic)Noble PrinceNo ratings yet
- Iqis RT 1904a08Document1 pageIqis RT 1904a08Noble PrinceNo ratings yet
- NA 8.56 MM: PO#: Base Material ThicknessDocument1 pageNA 8.56 MM: PO#: Base Material ThicknessNoble PrinceNo ratings yet
- Iqis RT 1904a06Document1 pageIqis RT 1904a06Noble PrinceNo ratings yet
- IQIS RT 1904a06-SignedDocument1 pageIQIS RT 1904a06-SignedNoble PrinceNo ratings yet
- Iqis RT 1904a08Document1 pageIqis RT 1904a08Noble PrinceNo ratings yet
- NA 8.50 MM: PO#: Base Material ThicknessDocument1 pageNA 8.50 MM: PO#: Base Material ThicknessNoble PrinceNo ratings yet
- Iqis RT 1904a07Document1 pageIqis RT 1904a07Noble PrinceNo ratings yet
- Iqis RT 1904a08Document1 pageIqis RT 1904a08Noble PrinceNo ratings yet
- IQIS RT 1904a03-SignedDocument1 pageIQIS RT 1904a03-SignedNoble PrinceNo ratings yet
- NA 8.56 MM: PO#: Base Material ThicknessDocument1 pageNA 8.56 MM: PO#: Base Material ThicknessNoble PrinceNo ratings yet
- NA 8.50 MM: PO#: Base Material ThicknessDocument1 pageNA 8.50 MM: PO#: Base Material ThicknessNoble PrinceNo ratings yet
- Iqis RT 1904a05Document1 pageIqis RT 1904a05Noble PrinceNo ratings yet
- IQIS RT 1904a06-SignedDocument1 pageIQIS RT 1904a06-SignedNoble PrinceNo ratings yet
- IQIS RT 1904a03-SignedDocument1 pageIQIS RT 1904a03-SignedNoble PrinceNo ratings yet
- IQIS RT 1904A01 A-SignedDocument1 pageIQIS RT 1904A01 A-SignedNoble PrinceNo ratings yet
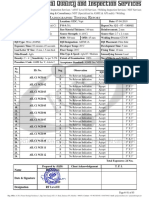
- P O #: Na Base Material Thickness: 12.00 MM: Name Raj Kadam Date & Signature 11 / 04 / 2019 Designation RT Level IIDocument1 pageP O #: Na Base Material Thickness: 12.00 MM: Name Raj Kadam Date & Signature 11 / 04 / 2019 Designation RT Level IINoble PrinceNo ratings yet
- IQIS RT 1904A01 A-SignedDocument1 pageIQIS RT 1904A01 A-SignedNoble PrinceNo ratings yet
- NA 5.50 MM: PO#: Base Material ThicknessDocument1 pageNA 5.50 MM: PO#: Base Material ThicknessNoble PrinceNo ratings yet
- Iqis RT 1904a04Document1 pageIqis RT 1904a04Noble PrinceNo ratings yet
- IQIS RT 1904A01 A-SignedDocument1 pageIQIS RT 1904A01 A-SignedNoble PrinceNo ratings yet
- IQIS RT 1904a02-SignedDocument3 pagesIQIS RT 1904a02-SignedNoble PrinceNo ratings yet
- IQIS RT 1904a02-SignedDocument3 pagesIQIS RT 1904a02-SignedNoble PrinceNo ratings yet
- IQIS RT 1904A01 A-SignedDocument1 pageIQIS RT 1904A01 A-SignedNoble PrinceNo ratings yet
- Name Raj Kadam Date & Signature 07 / 04 / 2019 Designation RT Level IIDocument3 pagesName Raj Kadam Date & Signature 07 / 04 / 2019 Designation RT Level IINoble PrinceNo ratings yet
- Iqis RT 1904a01Document1 pageIqis RT 1904a01Noble PrinceNo ratings yet
- IQIS RT 1904A01 A-SignedDocument1 pageIQIS RT 1904A01 A-SignedNoble PrinceNo ratings yet
- Is It Possible To Model Double-Pipe and Multi-Tube Hairpin Exchangers in Aspen Shell & Tube ExchangerDocument4 pagesIs It Possible To Model Double-Pipe and Multi-Tube Hairpin Exchangers in Aspen Shell & Tube Exchanger王典No ratings yet
- Air Independent Power SystemsDocument14 pagesAir Independent Power Systemsknowme73No ratings yet
- Liebherr-Lubricants Technical Datasheet: Downloaded by Mammadli Fuad (LAZ)Document2 pagesLiebherr-Lubricants Technical Datasheet: Downloaded by Mammadli Fuad (LAZ)Juan Pablo Fernandez Zuñiga100% (2)
- BW332 11.01 10946868 99999999 05702574 CrankcaseDocument27 pagesBW332 11.01 10946868 99999999 05702574 CrankcaseNidya Wardah JuhanaNo ratings yet
- V80 2mw Turbina PDFDocument6 pagesV80 2mw Turbina PDFAmer ZagorcicNo ratings yet
- SP 1800Document1 pageSP 1800Anass ChtaybiNo ratings yet
- Estress Success Story Letter WebDocument4 pagesEstress Success Story Letter WebADITYA DEVOLNo ratings yet
- Behaviour of FRP Reinforced Concrete Beam-Column Joints Under Cyclic Loading PDFDocument8 pagesBehaviour of FRP Reinforced Concrete Beam-Column Joints Under Cyclic Loading PDFAhmed NafieNo ratings yet
- Boiling point explainedDocument5 pagesBoiling point explainedimdad KURDINo ratings yet
- Design Modelo For Built Up Base Plate With Large Moment PDFDocument10 pagesDesign Modelo For Built Up Base Plate With Large Moment PDFjohnNo ratings yet
- Vahterus Esite enDocument8 pagesVahterus Esite enJohan ConradieNo ratings yet
- 5 SMPV RulesDocument16 pages5 SMPV Rulesvimalk017No ratings yet
- Puch Magnum Owners ManualDocument34 pagesPuch Magnum Owners Manualrdf12345No ratings yet
- Ecu TestDocument5 pagesEcu TestWawan SatiawanNo ratings yet
- CCV Product OverviewDocument7 pagesCCV Product OverviewRizal NasutionNo ratings yet
- Mikroprekidač Za Presu Honeywell 1SX1-T PDFDocument3 pagesMikroprekidač Za Presu Honeywell 1SX1-T PDFEustahije BrzicNo ratings yet
- M01 Hibb0000 00 Se C16Document153 pagesM01 Hibb0000 00 Se C16luisloredoperez156No ratings yet
- Bandas JasonDocument6 pagesBandas Jasonalejandro jimenezNo ratings yet
- Basic ship design and hull form characteristicsDocument75 pagesBasic ship design and hull form characteristicsRENGANATHAN P100% (1)
- Fichas Técnicas Carros LatchwaysDocument7 pagesFichas Técnicas Carros LatchwaysFrancisco De la chotaNo ratings yet
- Calculate total pipe lengthDocument6 pagesCalculate total pipe lengthImtinan MohsinNo ratings yet
- Microsoft PowerPoint - PACS 350 Lansering 350 - 46Document57 pagesMicrosoft PowerPoint - PACS 350 Lansering 350 - 46Danem HalasNo ratings yet
- 3-Phase Locomotive OverviewDocument38 pages3-Phase Locomotive OverviewDevarshi Gaur100% (3)
- Simulation and CFD Analysis of Various Combustion Chamber Geometry of A C.I Engine Using CFXDocument8 pagesSimulation and CFD Analysis of Various Combustion Chamber Geometry of A C.I Engine Using CFXZineddine AlicheNo ratings yet
- Steam Heating Boiler Start-up-MAST SAFE WORK PROCEDUREDocument3 pagesSteam Heating Boiler Start-up-MAST SAFE WORK PROCEDUREiaton77No ratings yet
- Rlr80-150e enDocument12 pagesRlr80-150e enMuhammad Kamil ArieffinNo ratings yet
- Structural AnalysisDocument35 pagesStructural AnalysisNagaraj RamachandrappaNo ratings yet
- TNT300 Service manual-QJDocument218 pagesTNT300 Service manual-QJAlfonso MoscosoNo ratings yet
- Solved ProblemsDocument43 pagesSolved ProblemsTamara HerediaNo ratings yet