You might also like
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- PP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0Document14 pagesPP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0ibrahimNo ratings yet
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNo ratings yet
- 25875-000-V1A-PS02-00004 - Rev.003-With ApprovalDocument11 pages25875-000-V1A-PS02-00004 - Rev.003-With ApprovalKarthikNo ratings yet
- RTR PipesDocument25 pagesRTR PipesMd ShariqueNo ratings yet
- 7S92-06011-CO-TP-542 MST For EPDM Repair For MOV-041 & 052 r0Document21 pages7S92-06011-CO-TP-542 MST For EPDM Repair For MOV-041 & 052 r0abdelmalek boudjemaaNo ratings yet
- 7S92-06011-CO-TP-540 - MST - For - Re-Calibration of PSV-039Document15 pages7S92-06011-CO-TP-540 - MST - For - Re-Calibration of PSV-039abdelmalek boudjemaaNo ratings yet
- Welding Control ProcedureDocument18 pagesWelding Control ProceduresumitNo ratings yet
- SDGM Tie-In Procedure for Maintain Potential ProjectsDocument12 pagesSDGM Tie-In Procedure for Maintain Potential ProjectsSumanth Reddy100% (2)
- Afton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionDocument28 pagesAfton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionIsprotec IngenieriaNo ratings yet
- DRP001 Ouf Pro Q 000 515 O1Document15 pagesDRP001 Ouf Pro Q 000 515 O1Daniel MartinezNo ratings yet
- Att 6.1 HCM-MS-ROT-001 Rev.A - Overhaul Centrifuge S503ABDocument24 pagesAtt 6.1 HCM-MS-ROT-001 Rev.A - Overhaul Centrifuge S503ABVIJAY DURAINo ratings yet
- Method of Statements (Rolling Rolling Procedure)Document12 pagesMethod of Statements (Rolling Rolling Procedure)Ravi TyagiNo ratings yet
- Epic For Upgrade of Port Control Tower and Systems at RlicDocument8 pagesEpic For Upgrade of Port Control Tower and Systems at RlicsreeNo ratings yet
- Welding Consumable Control ProcedureDocument15 pagesWelding Consumable Control ProcedureJoni Carino Suni89% (9)
- UGFC-PQCP-49, Rev01 March 01Document7 pagesUGFC-PQCP-49, Rev01 March 01Mahaboob PashaNo ratings yet
- Welding control system method statementDocument14 pagesWelding control system method statementmansih457100% (1)
- MS For The PABGM Installation and TerminationDocument20 pagesMS For The PABGM Installation and Terminationwaaji snapNo ratings yet
- 50037-QA-PLN-002 Rev.0Document13 pages50037-QA-PLN-002 Rev.0seehari100% (3)
- Itp - Rev eDocument36 pagesItp - Rev ezaki_saddarNo ratings yet
- Prepration of ITP For Storage Tanks Fabrication & ErectionDocument27 pagesPrepration of ITP For Storage Tanks Fabrication & ErectionRamuAlagappan93% (15)
- MS For Site MobilizationDocument6 pagesMS For Site Mobilizationeshwar100% (3)
- Procedure For Flushing and Hydrotesting (On-Plot)Document11 pagesProcedure For Flushing and Hydrotesting (On-Plot)Vijay Allimuthu Avathipalayam100% (3)
- 01 Saip 01Document17 pages01 Saip 01Kuppan Srinivasan100% (2)
- MS For MV Cable Pulling ProcedureDocument10 pagesMS For MV Cable Pulling Procedurekbldam100% (2)
- Blasting & Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting & Coating Procedure For Fabricated Steel Structurejasmineamma100% (1)
- Welding Inspection Ass 1Document7 pagesWelding Inspection Ass 1mohd as shahiddin jafriNo ratings yet
- KU-TWK-00-PI-SPC-0001 - 0 - General Welding Specification - UpdatedDocument13 pagesKU-TWK-00-PI-SPC-0001 - 0 - General Welding Specification - Updatedbmanojkumar16No ratings yet
- Bolting and Unbolting ProcedureDocument21 pagesBolting and Unbolting ProcedureMark Darrel AranasNo ratings yet
- MOS For Metallic Conduit InstallationDocument23 pagesMOS For Metallic Conduit InstallationAhmed MhnaNo ratings yet
- Procedure For Ultrasonic Testing For Welds: Sievert Technical Inspection LLC Po Box: 851, PC 130, Azaiba, OmanDocument27 pagesProcedure For Ultrasonic Testing For Welds: Sievert Technical Inspection LLC Po Box: 851, PC 130, Azaiba, OmanSooraj RajanNo ratings yet
- MS CN0P-MTD-736-007 - Lighting Fixture, Receptacles and Wiring REV CDocument12 pagesMS CN0P-MTD-736-007 - Lighting Fixture, Receptacles and Wiring REV Cbrian sanchezNo ratings yet
- PDOC-476-CTRU-06 Rotating Equipment Installation ProcedureDocument7 pagesPDOC-476-CTRU-06 Rotating Equipment Installation Procedure1339979No ratings yet
- Weld Repair Procedure Tapis Rev.ADocument3 pagesWeld Repair Procedure Tapis Rev.AaszlizaNo ratings yet
- 26071-100-VSC-MAH0-40022 - Method Statement For Installation Conduit & Tray Work - 000Document18 pages26071-100-VSC-MAH0-40022 - Method Statement For Installation Conduit & Tray Work - 000ogyriskyNo ratings yet
- Itp For Field Erected Tank Rev A PDF FreeDocument9 pagesItp For Field Erected Tank Rev A PDF FreeMahmoud GaberNo ratings yet
- Ms For MV Cable Pulling ProcedureDocument11 pagesMs For MV Cable Pulling ProcedureFaris Abandeh100% (1)
- Method Satement For Installation of FIRE Pumps 01Document12 pagesMethod Satement For Installation of FIRE Pumps 01VibinNo ratings yet
- MST Installation Testing & Commissioning of Sprinkler SystemDocument13 pagesMST Installation Testing & Commissioning of Sprinkler Systemanver.yusifNo ratings yet
- MOS 002 Shop, Field FabricationDocument18 pagesMOS 002 Shop, Field FabricationSheik MohamedNo ratings yet
- Method of Statement For Drainage Work & Installation of Hume PipesDocument9 pagesMethod of Statement For Drainage Work & Installation of Hume PipesMano RanjithNo ratings yet
- SRIP Above Ground Piping Installation Method StatementDocument15 pagesSRIP Above Ground Piping Installation Method Statementmansih457No ratings yet
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsDocument14 pagesGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanNo ratings yet
- Procedure No. L&T/ Kkro / Mech / WP 05: Procedure For Ag Piping Fabrication & ErectionDocument10 pagesProcedure No. L&T/ Kkro / Mech / WP 05: Procedure For Ag Piping Fabrication & ErectiondiptiNo ratings yet
- Method Statement for Installation & Testing of MV Cables JointingDocument23 pagesMethod Statement for Installation & Testing of MV Cables JointingahmedelfulNo ratings yet
- Instalaltion, Testing and Commissioning For The Clean Agent Syste..Document15 pagesInstalaltion, Testing and Commissioning For The Clean Agent Syste..Ahmad Omar100% (1)
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocument15 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiNo ratings yet
- Method Statement For Installation of Audio Visual and Iptv SystemDocument9 pagesMethod Statement For Installation of Audio Visual and Iptv SystemVibin0% (1)
- A.3.7 JP152-300-DQP-05.81-90005-02 Pneumatic Pressure TestingDocument12 pagesA.3.7 JP152-300-DQP-05.81-90005-02 Pneumatic Pressure TestingJabel Oil Services Technical DPTNo ratings yet
- T80-ZA-E-2204072 - Installation of Cable Tray, PDFDocument19 pagesT80-ZA-E-2204072 - Installation of Cable Tray, PDFNezinNo ratings yet
- Galvanic Anode Installation Method of StatementDocument13 pagesGalvanic Anode Installation Method of StatementNeil JavierNo ratings yet
- MS For Welding Consumable ControlDocument10 pagesMS For Welding Consumable Controlmansih457100% (1)
- Aug 7 Sacrificial Anode Installation Method of StatementDocument13 pagesAug 7 Sacrificial Anode Installation Method of StatementNeil JavierNo ratings yet
- Blasting, Coating and Painting ProcedureDocument18 pagesBlasting, Coating and Painting Procedureravi ajith100% (16)
- DDDDocument7 pagesDDDmohd as shahiddin jafriNo ratings yet
- Method Statement For Surface Preparation and Coating For Pipes Fittings (Perma)Document10 pagesMethod Statement For Surface Preparation and Coating For Pipes Fittings (Perma)Mohamed KhalilNo ratings yet
- NSH-SAOMPP-CMS-PI-001 Piping FabricationDocument13 pagesNSH-SAOMPP-CMS-PI-001 Piping FabricationNeil JavierNo ratings yet
- MST Installation of WEHOLITE Pipe - Stormwater - FinalDocument13 pagesMST Installation of WEHOLITE Pipe - Stormwater - FinalShahzaib ShahidNo ratings yet
- Method of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Document17 pagesMethod of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Sherief Abd El Baky83% (12)
- PT_ MAPP Main Sub_ ProjectDocument3 pagesPT_ MAPP Main Sub_ ProjectBenasher IbrahimNo ratings yet
- Srip TT JS SS PP Sute 0112Document3 pagesSrip TT JS SS PP Sute 0112Benasher IbrahimNo ratings yet
- TRA - Rotary Equipment ErectionDocument29 pagesTRA - Rotary Equipment ErectionBenasher IbrahimNo ratings yet
- DRP001-PUC-TRL-O94-000-4128 Rev.0Document16 pagesDRP001-PUC-TRL-O94-000-4128 Rev.0Benasher IbrahimNo ratings yet
- Tie in Offsite ValvesDocument8 pagesTie in Offsite ValvesBenasher IbrahimNo ratings yet
- Code & Specification For PPEs - TESCODocument20 pagesCode & Specification For PPEs - TESCOBenasher IbrahimNo ratings yet
- Tra-Derrick Module Assembly Below 30 MetersDocument37 pagesTra-Derrick Module Assembly Below 30 MetersBenasher IbrahimNo ratings yet
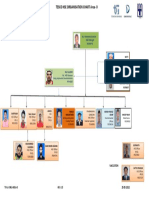
- TOWELL ENGINEERING SERVICES CO LLC ORGANIZATION CHARTDocument1 pageTOWELL ENGINEERING SERVICES CO LLC ORGANIZATION CHARTBenasher IbrahimNo ratings yet
- PDO's 12 Life Saving RulesDocument1 pagePDO's 12 Life Saving RulesBenasher IbrahimNo ratings yet
- Radiation Emergency PlanDocument31 pagesRadiation Emergency PlanBenasher IbrahimNo ratings yet
- EPCC For Multi Purpose Tank Project (Refloat)Document8 pagesEPCC For Multi Purpose Tank Project (Refloat)Benasher IbrahimNo ratings yet
- R 1354 001 01 (Datasheet)Document35 pagesR 1354 001 01 (Datasheet)Benasher IbrahimNo ratings yet
- United Industrial Service Co equipment inspection logDocument2 pagesUnited Industrial Service Co equipment inspection logBenasher IbrahimNo ratings yet
- Jsa For Site EstablishmentDocument8 pagesJsa For Site EstablishmentBenasher IbrahimNo ratings yet
- Hs Flash Alert - Reformer - MTCDocument1 pageHs Flash Alert - Reformer - MTCBenasher IbrahimNo ratings yet
- TESCO HSE ORGANISATION CHARTDocument1 pageTESCO HSE ORGANISATION CHARTBenasher IbrahimNo ratings yet
- Transformer Oil Filtration Risk AssessmentDocument21 pagesTransformer Oil Filtration Risk AssessmentBenasher IbrahimNo ratings yet
- 5.default Notice UNISCO (PF) HSE-05Document1 page5.default Notice UNISCO (PF) HSE-05Benasher IbrahimNo ratings yet
- HSE Inspection ChecklistDocument4 pagesHSE Inspection ChecklistBenasher IbrahimNo ratings yet
- 17.scafold Inspection UNISCO (PF) - 17Document2 pages17.scafold Inspection UNISCO (PF) - 17Benasher IbrahimNo ratings yet
- 25.employee Safety EvaluationDocument1 page25.employee Safety EvaluationBenasher IbrahimNo ratings yet
- Hot Work PermitDocument1 pageHot Work PermitBenasher IbrahimNo ratings yet
- 20 IlluminationDocument1 page20 IlluminationBenasher IbrahimNo ratings yet
- 3.clinic Daily Equipment Check ListDocument1 page3.clinic Daily Equipment Check ListBenasher IbrahimNo ratings yet
- Work at Height Safety PermitDocument2 pagesWork at Height Safety PermitBenasher IbrahimNo ratings yet
- 11.training Attend UNISCO (PF) HSE-11Document1 page11.training Attend UNISCO (PF) HSE-11Benasher IbrahimNo ratings yet
- 5.CRASH CART Check ListDocument4 pages5.CRASH CART Check ListBenasher IbrahimNo ratings yet
- Demineralized Water or DM WATERDocument3 pagesDemineralized Water or DM WATERBenasher IbrahimNo ratings yet
- Grauity DetailsDocument2 pagesGrauity DetailsBenasher IbrahimNo ratings yet
- 2004 Corolla Electrical Diagram - Light and Key Reminder BuzzerDocument4 pages2004 Corolla Electrical Diagram - Light and Key Reminder BuzzerNick BaptisteNo ratings yet
- MGT 513 Technology Forecasting and Assessment Fall 2014Document14 pagesMGT 513 Technology Forecasting and Assessment Fall 2014Arun VenkatesanNo ratings yet
- Anna University CAD Lab Record BookDocument93 pagesAnna University CAD Lab Record BookRameez Farouk100% (3)
- CRMDocument5 pagesCRMLieanne EspinosaNo ratings yet
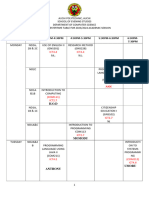
- Timetable First Semester 2023-2024Document12 pagesTimetable First Semester 2023-2024promiseikosimi43No ratings yet
- CV MonirDocument3 pagesCV MonirMIslamMonirNo ratings yet
- Close Out ReportDocument16 pagesClose Out ReportAriff MuhamadNo ratings yet
- DARCY CV - UpdatedDocument3 pagesDARCY CV - UpdatedRodel CandelarioNo ratings yet
- Sudeep C Sawant - Program ManagerDocument4 pagesSudeep C Sawant - Program ManagerAniket mishraNo ratings yet
- Compact Transformer Substation Technical SpecificationDocument43 pagesCompact Transformer Substation Technical SpecificationADNAN MURAT İNCAMAN100% (1)
- ECU List - 5.3-New FeaturesDocument4 pagesECU List - 5.3-New FeaturesDuy Kha100% (2)
- Full - Doc (LC Corrections)Document8 pagesFull - Doc (LC Corrections)Liam CarterNo ratings yet
- UNIT-2 Production and Operation ManagementDocument15 pagesUNIT-2 Production and Operation ManagementVasu PatelNo ratings yet
- Optimal Control Strategies for a Series Hydraulic Hybrid VehicleDocument7 pagesOptimal Control Strategies for a Series Hydraulic Hybrid VehicleTri-Vien VuNo ratings yet
- DJSCE Placement Report 2014-15Document3 pagesDJSCE Placement Report 2014-15sujeet guptaNo ratings yet
- Control PlaneDocument42 pagesControl PlanemakislaskosNo ratings yet
- Application Software Installation - Lesson PlanDocument3 pagesApplication Software Installation - Lesson PlanLeo Loven Lumacang100% (9)
- Dương Văn Quyết-IAP301-LAB07Document7 pagesDương Văn Quyết-IAP301-LAB07Duong Van QuyetNo ratings yet
- Value Stream Mapping PDFDocument294 pagesValue Stream Mapping PDFAngie C. Joya100% (2)
- MACC Manual Guide Solid State Converter Installation Operation MaintenanceDocument26 pagesMACC Manual Guide Solid State Converter Installation Operation Maintenancelnoriega9637No ratings yet
- Logging started for League of Legends matchDocument4 pagesLogging started for League of Legends matchAlejandro Gabriel Gil ParadaNo ratings yet
- Architectural Services: Design to Defects LiabilityDocument10 pagesArchitectural Services: Design to Defects Liabilityharshinireddy mandadiNo ratings yet
- TCLDocument13 pagesTCLYc ChenNo ratings yet
- Sku Barcode Title Brand Name Manufacturer: Bose Quietcomfort 25 Acoustic Noise Cancelling HeadphonesDocument4 pagesSku Barcode Title Brand Name Manufacturer: Bose Quietcomfort 25 Acoustic Noise Cancelling HeadphonesKapil RampalNo ratings yet
- Hormann Lineamatic Gate OperatorsDocument46 pagesHormann Lineamatic Gate OperatorsGiorgos GewrgiouNo ratings yet
- IRM 6 Website DefacementDocument2 pagesIRM 6 Website DefacementtaekNo ratings yet
- J410-06 Exercise 6.1 - RevA2Document8 pagesJ410-06 Exercise 6.1 - RevA2khanhNo ratings yet
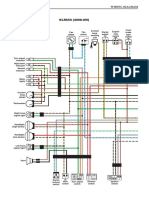
- Small Engine Repair Reference Center Wiring Diagram KawasakiDocument3 pagesSmall Engine Repair Reference Center Wiring Diagram Kawasakiotto moranNo ratings yet
- Leak Detection EquipmentDocument2 pagesLeak Detection EquipmentH2oNetNo ratings yet
- STEP 7-Micro WIN Installation Starting With V3.2.1.x Under Windows 95Document4 pagesSTEP 7-Micro WIN Installation Starting With V3.2.1.x Under Windows 95www.otomasyonegitimi.comNo ratings yet