You might also like
- 02 (SQ) Supplier System Audit SheetDocument5 pages02 (SQ) Supplier System Audit SheetDEVENDERNo ratings yet
- SOP of Customer ComplaintDocument6 pagesSOP of Customer ComplaintMuhammad Erwin Yamashita100% (2)
- Customer Complaint & FeedbackDocument28 pagesCustomer Complaint & Feedbackrumit2123100% (2)
- Rework SOP - Finished Product PDFDocument1 pageRework SOP - Finished Product PDFRizwan KhanNo ratings yet
- Purchase and Stores SOPDocument16 pagesPurchase and Stores SOPJowin Rodrigues100% (1)
- TEL - SOP Flow Chart - 1010 - Tool StoreDocument1 pageTEL - SOP Flow Chart - 1010 - Tool StoreMersal GopiNo ratings yet
- Sop-01 - Pur R-1Document6 pagesSop-01 - Pur R-1Shakti ShuklaNo ratings yet
- P 08 Procedure For Customer SatisfactionDocument10 pagesP 08 Procedure For Customer SatisfactionSeshadri JaganathanNo ratings yet
- QOP-72-01C Customer Complaints ProcedureDocument3 pagesQOP-72-01C Customer Complaints ProcedureShatawn Bushe Tedesco80% (5)
- Production: Eco Beauty Wholesale & LabsDocument12 pagesProduction: Eco Beauty Wholesale & LabsMj AndresNo ratings yet
- Supplier Self-Assessment SurveyDocument15 pagesSupplier Self-Assessment SurveyGuillermo AlfaroNo ratings yet
- NewPure-DB and KPI 22Document5 pagesNewPure-DB and KPI 22Senthilmani Muthuswamy0% (1)
- Production Report Shift WiseDocument5 pagesProduction Report Shift WiseOBSC PerfectionNo ratings yet
- Mock Recall LogDocument3 pagesMock Recall LogDerren Ivy Shine VeñigasNo ratings yet
- Breakdown Maintenenace-QMP-MNT-02Document3 pagesBreakdown Maintenenace-QMP-MNT-02Rohit VishwakarmaNo ratings yet
- SOP - SL - 03 Customer SatisfactionDocument2 pagesSOP - SL - 03 Customer SatisfactionHarits As Siddiq100% (1)
- 1.procedure For Incoming Material. Customer Products (6 Files Merged)Document16 pages1.procedure For Incoming Material. Customer Products (6 Files Merged)Valentine GaneshNo ratings yet
- Complaint Management ProcessDocument11 pagesComplaint Management ProcessKoustubha KhareNo ratings yet
- Attachment KPI (MS) 2019Document8 pagesAttachment KPI (MS) 2019E-fans FauziNo ratings yet
- Sop PDFDocument11 pagesSop PDFSoumitra Gupta100% (1)
- CUSTOMER Complaint - PrintDocument1 pageCUSTOMER Complaint - PrintSachin Kumbhar100% (1)
- Customer Complaint FormDocument1 pageCustomer Complaint FormJeanfrancois Laurette100% (1)
- Samrudh: SOP Preparation by Checked by Approved by Authorised byDocument10 pagesSamrudh: SOP Preparation by Checked by Approved by Authorised byirshadNo ratings yet
- SOP Complaint Handling PDFDocument6 pagesSOP Complaint Handling PDFHassan Ali Khalid100% (3)
- Qms-Pro-Pur - Purchase SopDocument8 pagesQms-Pro-Pur - Purchase SopRajkumar Prajapati100% (2)
- Procedure For Handling of Customer Complaints PDFDocument6 pagesProcedure For Handling of Customer Complaints PDFShivashish ChaturvediNo ratings yet
- SOP Customer ComplaintDocument2 pagesSOP Customer ComplaintMohd Kamil77% (52)
- HR - 15 Operator Observance Check SheetDocument2 pagesHR - 15 Operator Observance Check SheetRavi YadavNo ratings yet
- Corrective Action Plan: Plant: Malaya Vietnam Glass Limited Date of Assessment: 28-29 September 2004Document6 pagesCorrective Action Plan: Plant: Malaya Vietnam Glass Limited Date of Assessment: 28-29 September 2004Cuong PhanNo ratings yet
- Process Audit - Checklist - SCRIBDDocument3 pagesProcess Audit - Checklist - SCRIBDcarryn1No ratings yet
- Vendour Evaluation Report - JSL PDFDocument3 pagesVendour Evaluation Report - JSL PDFMitesh SinghNo ratings yet
- Process Audit ChecklistDocument6 pagesProcess Audit ChecklistzafeerNo ratings yet
- Supplier Assessment ChecklistDocument2 pagesSupplier Assessment ChecklistCOLONEL ZIKRIA100% (1)
- Cis-Sp-18-Customer Complaints HandlingDocument5 pagesCis-Sp-18-Customer Complaints HandlingVaibhav Gadhawe100% (1)
- Flow Chart For DespatchDocument1 pageFlow Chart For DespatchSachin KumbharNo ratings yet
- Customer Complaint FormDocument1 pageCustomer Complaint FormÓscar CorreiaNo ratings yet
- Materials Receivig Work Instruction in A Manufacturing UnitDocument2 pagesMaterials Receivig Work Instruction in A Manufacturing Unitdeiveeganv411591% (11)
- Corrective Action Report March 2013Document14 pagesCorrective Action Report March 2013Jaijeev Pali50% (2)
- MRM FormatDocument3 pagesMRM FormatPk NimiwalNo ratings yet
- Flow Chart For Customer Complaint HandlingDocument1 pageFlow Chart For Customer Complaint HandlingVinod SaleNo ratings yet
- Manufacturing Audit ChecklistDocument8 pagesManufacturing Audit Checklistgksp100% (1)
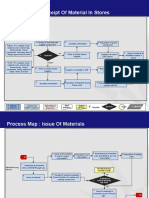
- Process Map: Receipt of Material in Stores: StartDocument4 pagesProcess Map: Receipt of Material in Stores: StartOumayma Niz100% (1)
- Capricorn DHP Process Flow Chart NewDocument3 pagesCapricorn DHP Process Flow Chart NewmuralivijayNo ratings yet
- Sop For Store ManagmentDocument3 pagesSop For Store ManagmentAudit help100% (1)
- Rework Process FlowDocument6 pagesRework Process FlowIsaac Samuel100% (1)
- Control of DocumentsDocument8 pagesControl of DocumentsNaveenkumar RNo ratings yet
- Customer Complaint CAPADocument16 pagesCustomer Complaint CAPAarunNo ratings yet
- Customer Complaint Handling ProcessDocument1 pageCustomer Complaint Handling ProcessKelvin Chin0% (1)
- 741 Supplier EvalutionDocument3 pages741 Supplier EvalutionPrakashRai100% (1)
- NCRDocument2 pagesNCRseafoodshrimps100% (1)
- Purpose:: Standard Operating Procedures Training New EmployeesDocument2 pagesPurpose:: Standard Operating Procedures Training New EmployeesPrince MoniNo ratings yet
- Procedure For in Coming InspectionDocument12 pagesProcedure For in Coming InspectionRohit Attri100% (1)
- Roles and Resposiblity-SampleDocument7 pagesRoles and Resposiblity-SampleELANTHENDRALNo ratings yet
- Procedure For StoresDocument25 pagesProcedure For StoresSanthosh Kumar Ch100% (5)
- Standard Operating Procedure (SOP) For Store: (Good Receipt Note (GRN) & Issuance (Issue Slip) )Document4 pagesStandard Operating Procedure (SOP) For Store: (Good Receipt Note (GRN) & Issuance (Issue Slip) )TASHIDINGNo ratings yet
- Supplier Audit Check Sheet.Document1 pageSupplier Audit Check Sheet.ALI ASGHARNo ratings yet
- 9306 SOP Customer Complain HandlingDocument21 pages9306 SOP Customer Complain HandlingVIVEK SHAKYANo ratings yet
- Working STNDDocument4 pagesWorking STNDvekas bhatiaNo ratings yet
- CustomerDocument5 pagesCustomerMahmoud KhalifaNo ratings yet
- Doc. 0905Document3 pagesDoc. 0905dpsy1245No ratings yet
- Work Instruction For Surface Finishing Lab (Paint Shop)Document7 pagesWork Instruction For Surface Finishing Lab (Paint Shop)DINESHCHOUDHARY88No ratings yet
- Red Bin AnalysisDocument5 pagesRed Bin AnalysisDINESHCHOUDHARY88No ratings yet
- ATTRIBUTE MSADocument2 pagesATTRIBUTE MSADINESHCHOUDHARY880% (1)
- 4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedDocument1 page4M Change Monitoring Sheet: If There Is Any Change During The Shift Mark It With RedDINESHCHOUDHARY88No ratings yet
- Adobe Illustrator CC: Tools ShortcutsDocument7 pagesAdobe Illustrator CC: Tools ShortcutsShajal KhondokarNo ratings yet
- Environmental AssessmentDocument119 pagesEnvironmental AssessmentSarahLukakuNo ratings yet
- Rabbit DiseasesDocument3 pagesRabbit DiseasescioceagabrielNo ratings yet
- 1234 - 36 - 38 Manual Rev Feb 09 PDFDocument134 pages1234 - 36 - 38 Manual Rev Feb 09 PDFPedro NetoNo ratings yet
- 4-5-13effects of Neoplasia On The HostDocument21 pages4-5-13effects of Neoplasia On The Hostraanja2No ratings yet
- Isuzu Pick UpDocument6 pagesIsuzu Pick UpjibooryNo ratings yet
- Lima Et Al. 2018Document9 pagesLima Et Al. 2018JOSE ROBERTO DA CRUZNo ratings yet
- (CE-PHFH-008-2) - Sterilization Validation Report-1.0Document37 pages(CE-PHFH-008-2) - Sterilization Validation Report-1.0Viqar InamdarNo ratings yet
- Mission Control Center Familiarization ManualDocument159 pagesMission Control Center Familiarization ManualBob AndrepontNo ratings yet
- 6 CE133P Ultimate Strength Design Shear Revised (Robles) 2Document9 pages6 CE133P Ultimate Strength Design Shear Revised (Robles) 2KC PaguintoNo ratings yet
- Node2vec: Scalable Feature Learning For Networks: Aditya Grover Et Al. Presented By: Saim Mehmood Ahmadreza JeddiDocument30 pagesNode2vec: Scalable Feature Learning For Networks: Aditya Grover Et Al. Presented By: Saim Mehmood Ahmadreza Jeddisiraj mohammedNo ratings yet
- Sundarakanda TeluguDocument1,904 pagesSundarakanda TeluguSriram Abbaraju80% (5)
- Workshop Inspection ChecklistDocument2 pagesWorkshop Inspection ChecklistJohn Dominic AcuñaNo ratings yet
- BendiDocument4 pagesBendicornel_lupuNo ratings yet
- Dorsal SlitDocument5 pagesDorsal SlitarikaNo ratings yet
- International Metrology - The Work of The BIPM and The OIMLDocument4 pagesInternational Metrology - The Work of The BIPM and The OIMLsigit.kurniadiNo ratings yet
- Atlantis Bulletin (No. 3 March 1948)Document2 pagesAtlantis Bulletin (No. 3 March 1948)tjmigoto@hotmail.com100% (1)
- 09 - Carbon Dioxide - G71143R04Document5 pages09 - Carbon Dioxide - G71143R04chem.rajavithiNo ratings yet
- Yvl2 7eDocument9 pagesYvl2 7ekazmi81No ratings yet
- Micro-Surfacing Construction Inspection GuidelinesDocument12 pagesMicro-Surfacing Construction Inspection Guidelinesvinay rodeNo ratings yet
- Recommended Labour Output Constants For Building WorksDocument2 pagesRecommended Labour Output Constants For Building Worksniraj rai100% (1)
- Don Debelak - Bringing Your Product To Market - Fast-Track Approaches To Cashing in On Your Great Idea, 2nd Edition (2005) PDFDocument402 pagesDon Debelak - Bringing Your Product To Market - Fast-Track Approaches To Cashing in On Your Great Idea, 2nd Edition (2005) PDFYushau Ahamed100% (1)
- Eyes of Nye - Human PopulationDocument3 pagesEyes of Nye - Human Populationmakenziee j .No ratings yet
- Opción 6Document5 pagesOpción 6Rodolfo AriasNo ratings yet
- Random Variables and Discrete Probability DistributionsDocument37 pagesRandom Variables and Discrete Probability DistributionswadihaahmadNo ratings yet
- P-Block Elements (Group 15-18) : Hints and SolutionsDocument4 pagesP-Block Elements (Group 15-18) : Hints and SolutionsGagan GoyalNo ratings yet
- 5 - Refi Kunaefi - Akuo Energy Presentation - Seminar PGD UI 16032017Document14 pages5 - Refi Kunaefi - Akuo Energy Presentation - Seminar PGD UI 16032017hERRI SISWANTONo ratings yet
- Mcse 004Document170 pagesMcse 004Urvashi RoyNo ratings yet
- Fluke Diagnostics Treatment PosterDocument1 pageFluke Diagnostics Treatment PosterKarezza BacenaNo ratings yet
- Guidelines On A Major Accident Prevention PolicyDocument17 pagesGuidelines On A Major Accident Prevention PolicyRemeras TartagalNo ratings yet