Professional Documents
Culture Documents
M.bow String Girder-10411-9 2 PDF
Uploaded by
kesharinareshOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
M.bow String Girder-10411-9 2 PDF
Uploaded by
kesharinareshCopyright:
Available Formats
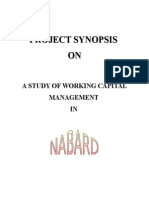
910 800 800 800
A F G
H
B B B
234
234
234
234
C C C C
D D D D
E E E E
900 900 900 900
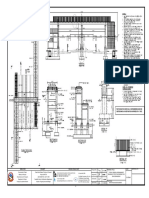
LONG.-GUIDE BEARING ASSEMBLY LGB TRANS.-GUIDE BEARING ASSEMBLY TGB FREE - BEARING ASSEMBLY FB FIXED - BEARING TGB
(SCALE 1:7.5) (SCALE 1:7.5) (SCALE 1:7.5) (SCALE 1:7.5)
X-SECTIONAL VIEW ACROSS LONGITUDINAL AXIS OF GIRDER (CENTER LINE OF THE GIRDER COINCIDES WITH CENTER LINE OF BEARING SHOWN)
2+2
20
STAINLESS STEEL PLATE
410 85 85
910 6 MM THICK, WELD 3mm 450
35
3 10 DETAIL X
810 ELEVATION
53
(SCALE 1:7.5)
70
5
3
65
50
30
STAINLESS STEEL PLATE
53 40x3x790, WELD 2mm 50 40 720 50
5
900
ELEVATION 800
10
STAINLESS STEEL
(SCALE 1:7.5)
35
700
910
PLATE 35x3x620, ELEVATION
PISTON BASE
DUST SEAL 10x15 ALLROUND
630
620
WELD 2 MM (SCALE 1:7.5)
SURFACE HARDENED TO
50
50 33 53 638 53 33 50
300 BHN MINIMUM
LEGEND SYMBOL
53
PTFE SHEET 5 MM
THICK, DIMPLED OR
MODULAR, PASTED IN ELEVATION HARDENED SURFACE 300 BHN MINIMUM
550 2 MM DEEP RECESS 410 (SCALE 1:7.5)
10
175
DUST SEAL
50
PISTON WALL
450 STAINLESS STEEL PLATE
5
40x3x780 WELD 2mm
POLY TETERA FLUORO ETHYLENE (PTFE)
630 VIEW FROM TOP
HIGH STRENGTH BOLT
53 33
PART C: BRASS RINGS
175
VIEW FROM TOP FOR RETAINING
202
(SCALE 1:7.5) ELASTOMER IN POT 5 5
4
650
800
450 10 (SCALE 1:7.5)
550 NOTE:
45
175
10 1. All dimensions are in MM.
450
40
2. The design is in accordance with IRC- 83 (PART-III)-2002.
40
36
DETAIL Y
203
449
STAINLESS STEEL PLATE
6 MM THK, WELD 3 MM
STAINLESS STEEL ELEVATION 3. The concrete in bed block shall be of min M40 GRADE.
PLATE 35x3x620, (SCALE 1:7.5)
ALL ROUND
SURFACE HARDENED TO ELEVATION WELD 2 MM
4. Bearings shall be provided before concreting of deck slab is taken up.
175
550
606
910
300 BHN MINIMUM (SCALE 1:7.5) (NOT TO BE PROVIDED IN 5. Bearings shall be protected during concreting or providing holding down bolts
FREE BEARING) operations. Any mortar or foreign material contaminating the bearing shall be
completely removed.
203
ELASTOMERIC PAD 6. Manufacture & finishing of bearings shall be as per para 927.2 & 927.3 of IRC 83
5
STAINLESS STEEL PLATE Part III
3 STAINLESS STEEL PLATE
33x3x790 WELD 2 mm
5
50
6 MM THICK, WELD 3 MM 7. Manufacturing tolerances shall be as per para 927.1 of IRC 83 Part III
ALL ROUND
SURFACE HARDENED VIEW FROM TOP 5 8. Acceptance of bearing shall be as per para 928 of IRC 83 Part III.
VIEW FROM BOTTOM TO 300 BHN MINIMUM PART E: POT FOR BEARINGS
202
9. Material to be used for pot, piston and top plate including all guides, lugs etc shall
PART A: TOP PLATE FOR LONG. GUIDE (SCALE 1:7.5) be of cast steel to IS 1030:1989 grade 340-570W.
33 53
(SCALE 1:7.5)
630
3
10. All the flame cut, sawn or planed edges of the plates should be machined. All
sheared corners shall be rounded off with 2 MM radius.
50
410 11. For welding stainless steel sheet, M1 electrode type with stainless steel core wire as
50 700 50 per IRS: M-28-2012 shall be used.
450
800 12. PTFE sheet shall be pure poly tetra fluoro ethylene, and shall be 4.5 mm thick,
having either dimples (hot pressed or moulded) or modules as per IRC 83 Part III.
VIEW FROM TOP VIEW FROM BOTTOM These shall be pasted in recess 2.5 MM deep in the bearing and the peel strength of
PISTON
449 PART D: ELASTOMER PART F: TOP PLATE FOR TRANSVERSE GUIDE
glue to be used shall not be less than 4 N/MM.
PAD FOR BEARINGS (SCALE 1:7.5) 13. Material to be used for wiper seal and dust seal shall be of microcellular
polychloroprene rubber or polythene foam & it's adhesion to metal shall be with
3 630 3 (SCALE 1:7.5)
800 10 polychloroprene rubber based adhesive dunlop S-758, dendrite PC-65 or any other
50 700 50 50 700 50 equivalent brands.
R5
VIEW FROM BOTTOM 14. All non-working surfaces shall be given protective coating comprising of 2 coats
R230 of epoxy primer enriched with metallic zinc, one intermediate coat of high build
PART B: PISTON FOR
88
epoxy paint reinforced with mio (micaceous iron oxide) & one coat of high
AFTER 15 MM
FREE/SLIDING BEARINGS performance epoxy finish paint as per para 39.2.2 of IRS B1.
15
650
CURVE
(SCALE 1:7.5)
35
15. All bearings shall be sent by manufacturer duly set. Marked with center line of
AFTER 40 MM
DETAIL Y
ELEVATION SURFACE HARDENED TO bearing along the girder and across it, along with the shipping mark of the bearing
15
449
CURVE
300 BHN MINIMUM
40
50
(SCALE 1:7.5) and fitted with transportation clamps. It is prohibited to open transportation clamps
40
ELEVATION
50
before final assembly of the bearing on the girder without the presence of bearing
(SCALE 1:7.5) R230 manufacturer representative.
16. After the girders are properly leveled/ aligned and bearings tied to the girder using
DETAIL X DETAIL Y Class 8.8 bolts, transportation clamps shall be opened and all expansion type
(SCALE 1:5) (SCALE 1:5) bearing shall be set properly as per ambient temperature. Thereafter holes in
175
SURFACE HARDENED 175 substructure already provided (shall be drilled at this stage if not already provided),
TO 300 BHN MINIMUM shall be filled with holding down bolts and quickly grouted.
OF BOTTOM LONG. BEAM
OF SYMMETRY 17. Anchor bolts shall be provided in holes (max. dia 40 MM) made in pier top/
NUT
600
pedestals.
FIXED BEARING BOTTOM LONG. BEAM LONG. GUIDE BEARING 18. Anchor bolts and nuts shall be hot dip galvanized 100 micron thick, as per IS:
175
90
4759.
175
800
KNURLING TOOL OR CHISELLING
32
ROUND WASHER FOR 32 DIA. BOLT
BOTTOM CROSS BEAM
800
R. D. S. O.
ISOMETRIC THREAD
DIA.
MIN EMBEDDED LENGTH 330
175
SURFACE ROUGHENED BY
175
12000
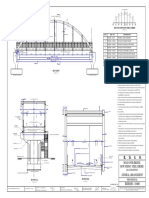
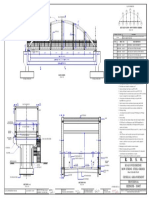
DIRECTION OF TRAFFIC ROAD OVER BRIDGE
OF BOTTOM LONG. BEAM
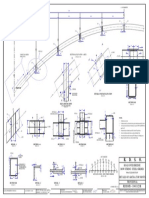
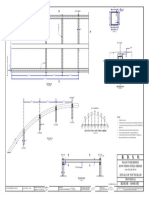
BOW STRING STEEL GIRDER
175
PISTON
175
60m CLEAR SPAN
50
WELD 2 MM ALL ROUND
50
50 700 50
800 50 700 50 62000 DETAILS OF PTFE POT BEARING
600
800 TRANS. GUIDE BEARING FREE BEARING
VIEW FROM BOTTOM ANCHOR BOLT ARRANGEMENT OF POT PTFE BEARINGS PROVISIONAL
(SCALE 1:5)
PART G: TOP PLATE FOR VIEW FROM BOTTOM (SCALE 1:200)
FREE BEARING
(SCALE 1:7.5)
PART H: PISTON FOR FIXED BEARING
(SCALE 1:7.5)
(PAPER SIZE A1) RDSO/B - 10411/9
DRAWN BY: M/S Abhinav Associates DESIGNED BY: SCRUTINIZED & CHECKED BY: APPROVED BY:
"THIS DRAWING IS THE PROPERTY OF RESEARCH DESIGN AND STANDARD ORGANIZATION ( MINISTRY
CALCULATION REGISTER NO. DD/2014/20 AutoCAD FILE NO.: B-10411 OF RAILWAY ), LUCKNOW-226011, INDIA, AND SHALL NOT BE USED, COPIED OR REPRODUCED IN PART
CHECKED BY: V. K. PANDEY (SSE) VIVEK KUMAR (XEN/NCR/B&S/RDSO) SRIJAN TRIPATHI (DBS /SB-I) A. K. DADARYA (EDBS) OR WHOLE, WITHOUT PRIOR CONSENT IN WRITING."
You might also like
- List of All Run Commands For WindowsDocument10 pagesList of All Run Commands For Windowsdixityog100% (1)
- Fabrication Inspection of Bow String GirdersDocument46 pagesFabrication Inspection of Bow String GirdersHabib Ur Rahman100% (1)
- All RDSO Bow String Girder of Span 60-72 MDocument9 pagesAll RDSO Bow String Girder of Span 60-72 MAjay Sinha60% (5)
- Onechanbara - Bikini Samurai Squad Game GuideDocument83 pagesOnechanbara - Bikini Samurai Squad Game GuideStefan RoscaNo ratings yet
- 48m BowStringDocument1 page48m BowStringgoutammand100% (2)
- RDSO Drawing ListDocument42 pagesRDSO Drawing Listkaushik96040% (5)
- 60 M.bow String Girder 10411 1 RDocument1 page60 M.bow String Girder 10411 1 RkesharinareshNo ratings yet
- 60 M.bow String Girder 10411 3 RDocument1 page60 M.bow String Girder 10411 3 RkesharinareshNo ratings yet
- RCC Encasing Pipe CulvertDocument40 pagesRCC Encasing Pipe CulvertVM&CO VM&CO0% (1)
- 36m BowString PDFDocument1 page36m BowString PDFgoutammand67% (3)
- Bow String Girder QuantityDocument3 pagesBow String Girder Quantityvsballa25% (4)
- 42 M Bow String Girder-10408-R PDFDocument1 page42 M Bow String Girder-10408-R PDFPhanindra MajetiNo ratings yet
- Design of PSC Box 45.0 M Span PDFDocument89 pagesDesign of PSC Box 45.0 M Span PDFsiddharth yadavNo ratings yet
- IRC 83-4.2014 - Amendment No. 2 - Dec 2019 PDFDocument4 pagesIRC 83-4.2014 - Amendment No. 2 - Dec 2019 PDFJayantNo ratings yet
- RoB Cost Estimates For Alt - 1, 63m Bowstringer GirderDocument10 pagesRoB Cost Estimates For Alt - 1, 63m Bowstringer GirderHegdeVenugopal100% (1)
- IRC 24-2010 Ammendment (Nov-17)Document3 pagesIRC 24-2010 Ammendment (Nov-17)avisek_basuNo ratings yet
- Code-It Project ReportDocument40 pagesCode-It Project Reportm r100% (1)
- Dynamic Prestress Technical Guidelines PDFDocument8 pagesDynamic Prestress Technical Guidelines PDFdhopat kalpesh100% (1)
- Slab Culvert IRC 21 IRC 112Document5 pagesSlab Culvert IRC 21 IRC 112Ashish Bhoi100% (1)
- Drawing Title: Employer Project Design Consultant: HouseDocument5 pagesDrawing Title: Employer Project Design Consultant: HouseRoshan KejariwalNo ratings yet
- 60 M.bow String Girder-10411-7-RDocument1 page60 M.bow String Girder-10411-7-RkesharinareshNo ratings yet
- BSR - NH - Circle - Jaipur - 2019 Final PDFDocument109 pagesBSR - NH - Circle - Jaipur - 2019 Final PDFRohit Bali100% (1)
- Cost Estimate - Package 1Document78 pagesCost Estimate - Package 1dheeraj sehgalNo ratings yet
- Amendment IRC-6 Oct 2019Document5 pagesAmendment IRC-6 Oct 2019Aayush Aggarwal0% (1)
- 60 M.bow String Girder-10411-RDocument1 page60 M.bow String Girder-10411-Rkesharinaresh80% (5)
- 42 M Bow String Girder-10408-1-RDocument1 page42 M Bow String Girder-10408-1-RPhanindra MajetiNo ratings yet
- 54 M.bow String Girder-10410-9Document1 page54 M.bow String Girder-10410-9SANJEEV VERMANo ratings yet
- Typical Design Calculations of PierDocument40 pagesTypical Design Calculations of PierAjayvidyanand Sharma100% (1)
- Bs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Document57 pagesBs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Vvs RayuduNo ratings yet
- IRC - SP Well Foundation by Balwant Rao PDFDocument133 pagesIRC - SP Well Foundation by Balwant Rao PDFAnoopNo ratings yet
- Infinity Tower, Dubai, UAEDocument10 pagesInfinity Tower, Dubai, UAEryan rakhmat setiadiNo ratings yet
- Melo V PeopleDocument1 pageMelo V PeoplejjangNo ratings yet
- Staging DesignDocument8 pagesStaging DesignAbhinandan Jasrotia0% (1)
- Dynamic Prestress HDPE Pipe Brochure PDFDocument4 pagesDynamic Prestress HDPE Pipe Brochure PDFdhopat kalpeshNo ratings yet
- 42m BowStringDocument1 page42m BowStringsorowareNo ratings yet
- 30 M Bow String Girder-10409-7rDocument1 page30 M Bow String Girder-10409-7rprejithNo ratings yet
- RDSO B 11754 4R1 (Mod)Document1 pageRDSO B 11754 4R1 (Mod)shibnath lahiriNo ratings yet
- 42 M Bow String Girder-10408-8-R1 PDFDocument1 page42 M Bow String Girder-10408-8-R1 PDFPhanindra MajetiNo ratings yet
- B6 Preparation of Bridge GAD BKK 220322Document43 pagesB6 Preparation of Bridge GAD BKK 220322Ali_nauman429458No ratings yet
- Kindergarten ArchitectureDocument65 pagesKindergarten ArchitectureAnushka Khatri83% (6)
- 9 Sacrificial - Shuttering-1 by RMDocument18 pages9 Sacrificial - Shuttering-1 by RMASHISANo ratings yet
- Marketing Scales HandbookDocument27 pagesMarketing Scales Handbookhasib_ahsanNo ratings yet
- 60 M.bow String Girder 10411 2 RDocument1 page60 M.bow String Girder 10411 2 Rkesharinaresh100% (1)
- Drawings For Culvert at 293+538 PDFDocument3 pagesDrawings For Culvert at 293+538 PDFSurya GowthamNo ratings yet
- Design of Pot Ptfe Bearing (Fixed Bearing) As Per Irc 83:2002 (Part 3)Document7 pagesDesign of Pot Ptfe Bearing (Fixed Bearing) As Per Irc 83:2002 (Part 3)DPJAIN INFRASTRUCTURE100% (1)
- 42 M Bow String Girder-10408-3-R PDFDocument1 page42 M Bow String Girder-10408-3-R PDFPhanindra MajetiNo ratings yet
- BR - No - Staging - Solid SlabDocument6 pagesBR - No - Staging - Solid Slabmohana tNo ratings yet
- HI-SI Toll Plaza Marking R2-23-01-2020 Final PDFDocument4 pagesHI-SI Toll Plaza Marking R2-23-01-2020 Final PDFRamBhuvan SonkarNo ratings yet
- M Bow String Girder-10409-9Document1 pageM Bow String Girder-10409-9prejithNo ratings yet
- M Bow String Girder-10408-9-R PDFDocument1 pageM Bow String Girder-10408-9-R PDFPhanindra MajetiNo ratings yet
- Lesson Plan 4Document6 pagesLesson Plan 4Lilay Barambangan100% (3)
- PipeDocument30 pagesPipepudumai100% (1)
- Arch Bridge Code - RDSO, IRDocument8 pagesArch Bridge Code - RDSO, IRJogesh S SondhiNo ratings yet
- IRC 6-2017 Ammendment (Nov-17)Document9 pagesIRC 6-2017 Ammendment (Nov-17)avisek_basuNo ratings yet
- Milling Machine Maintenance, Safety and OperationDocument3 pagesMilling Machine Maintenance, Safety and OperationPPSwain100% (1)
- Rdso B-11753 5R1Document1 pageRdso B-11753 5R1shibnath lahiriNo ratings yet
- Link Road DRGSDocument8 pagesLink Road DRGSBasava Sowmya100% (2)
- Amendment To IRC 24 - 2010Document6 pagesAmendment To IRC 24 - 2010mrraee4729100% (1)
- Toe Wall-GantryDocument1 pageToe Wall-GantrySumant kumarNo ratings yet
- 3.0 Effective Width of Tyres and Load Distribution For IRC Class Special Vehicle 385 T (SV Class)Document2 pages3.0 Effective Width of Tyres and Load Distribution For IRC Class Special Vehicle 385 T (SV Class)vivekNo ratings yet
- 40 M COMPOSITE GIRDER New-ModelDocument1 page40 M COMPOSITE GIRDER New-Modelabhijeet sahuNo ratings yet
- Hume Pipe Culvert Drawing PDFDocument1 pageHume Pipe Culvert Drawing PDFDrainage Division CHIRALA0% (2)
- Thulo Neti Khola Bridge - Abutment Design: Fig: Abutment (All Dimensions in Metres)Document4 pagesThulo Neti Khola Bridge - Abutment Design: Fig: Abutment (All Dimensions in Metres)Himal KafleNo ratings yet
- Illustrative Worked Examples: Commentary of Irc: 6-2017Document4 pagesIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- Ground Floor Plan: Fire Exit Stair (See Attached File For Details)Document1 pageGround Floor Plan: Fire Exit Stair (See Attached File For Details)Mark Kristoffer HilarionNo ratings yet
- Floor PlanDocument1 pageFloor PlanNusaybah Mohamed ShafeeqNo ratings yet
- Scci - Udh Baguio Topographic Map - 092321Document1 pageScci - Udh Baguio Topographic Map - 092321Staff05 GMTSNo ratings yet
- CDH1MP5 125 90 150A30X B11CAUAW DimsheetDocument1 pageCDH1MP5 125 90 150A30X B11CAUAW Dimsheetashfaq shaikhNo ratings yet
- 5100045016-Basic Cradle HC160-HC170 - ADocument2 pages5100045016-Basic Cradle HC160-HC170 - ArolandNo ratings yet
- Lesson 11Document3 pagesLesson 11Jhoanna Rose AlingalanNo ratings yet
- Alberico Da BarbianoDocument3 pagesAlberico Da BarbianoNupur PalNo ratings yet
- 2016-FL3030说明书50m臂长最后版-2016 11 3 PDFDocument96 pages2016-FL3030说明书50m臂长最后版-2016 11 3 PDFMohammed SumerNo ratings yet
- Name: - Date: - Week/s: - 2 - Topic: Examining Trends and FadsDocument3 pagesName: - Date: - Week/s: - 2 - Topic: Examining Trends and FadsRojelyn Conturno100% (1)
- Sticker BookDocument66 pagesSticker BookIvan SutlovicNo ratings yet
- Enga10 Speaking Test3Document2 pagesEnga10 Speaking Test3luana serraNo ratings yet
- Nabard Working CapitalDocument12 pagesNabard Working CapitalJaspreet SinghNo ratings yet
- TaxationDocument26 pagesTaxationReynamae Garcia AbalesNo ratings yet
- Report End of Chapter 1Document4 pagesReport End of Chapter 1Amellia MaizanNo ratings yet
- Acd 1Document3 pagesAcd 1Kath LeynesNo ratings yet
- Title Toolbox 1 ADocument2 pagesTitle Toolbox 1 AGet LiveHelpNo ratings yet
- Jeevan Tara, Sansad Marg NEW DELHI-11001 Regonal Office (North Zone) E MailDocument3 pagesJeevan Tara, Sansad Marg NEW DELHI-11001 Regonal Office (North Zone) E MailGourav SharmaNo ratings yet
- BArch Thesis Proposal Form - 27march 2023 1 PDFDocument3 pagesBArch Thesis Proposal Form - 27march 2023 1 PDFDevkalpaNo ratings yet
- Sample Paper For Professional Ethics in Accounting and FinanceDocument6 pagesSample Paper For Professional Ethics in Accounting and FinanceWinnieOngNo ratings yet
- Downtown SLO Business Owners Ask City Council To Consider Parking ChangesDocument4 pagesDowntown SLO Business Owners Ask City Council To Consider Parking ChangesKaytlyn LeslieNo ratings yet
- Job Board Week WhituDocument5 pagesJob Board Week WhituAnonymous MZh1KUUXNo ratings yet
- Impact of Empathy in The Patient-DoctorDocument11 pagesImpact of Empathy in The Patient-DoctorFauzan AnugrahNo ratings yet
- Apy1 Kinematics Review - 2015 - KeyDocument13 pagesApy1 Kinematics Review - 2015 - KeyemadNo ratings yet
- RLB Procuring For Value 18 July PDFDocument56 pagesRLB Procuring For Value 18 July PDFDaniel LixandruNo ratings yet
- VIETTELDocument20 pagesVIETTELSolgrynNo ratings yet
- SAP Logistics Process ScopeDocument3 pagesSAP Logistics Process ScopecasiloNo ratings yet