You might also like
- Painting Procedure For Structural Steel Rev 00Document13 pagesPainting Procedure For Structural Steel Rev 00Ranjan KumarNo ratings yet
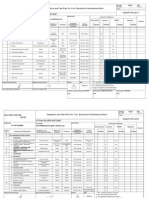
- 1.13 Inspection & Test PlansDocument1 page1.13 Inspection & Test Plansabimanyubawono100% (2)
- Weld Repair ProcedureDocument15 pagesWeld Repair Proceduremohd as shahiddin jafriNo ratings yet
- Transmittal SampleDocument1 pageTransmittal SamplekokocdfNo ratings yet
- Inspection and Test PlanDocument58 pagesInspection and Test PlanTouil Houssem100% (1)
- Basf MasterEmaco 8100 APDocument49 pagesBasf MasterEmaco 8100 APabdul majeedNo ratings yet
- (Painting Works) : Inspection and Test PlanDocument2 pages(Painting Works) : Inspection and Test Planrize1159No ratings yet
- MS For Fabrication of Above-Ground Storage TankDocument8 pagesMS For Fabrication of Above-Ground Storage Tankdadz mingiNo ratings yet
- Cold Tap Coating Report 2Document1 pageCold Tap Coating Report 2Jamal BakhtNo ratings yet
- Method Statement Pipe Handling and AssemblyDocument6 pagesMethod Statement Pipe Handling and AssemblyDanny NguNo ratings yet
- Civil Works Inspection and Test PlanDocument6 pagesCivil Works Inspection and Test PlanWalid AmdouniNo ratings yet
- QAQC Form - ArchitechtureDocument42 pagesQAQC Form - ArchitechtureMohammad Hadoumi SaldanNo ratings yet
- Madina Group W.L.L. Procedure Qualification Record 152Document38 pagesMadina Group W.L.L. Procedure Qualification Record 152MAT-LIONNo ratings yet
- MNT - QC - BP - 001 Blasting & Painting ReportDocument1 pageMNT - QC - BP - 001 Blasting & Painting Reportsivagnanam sNo ratings yet
- Material Inspection Report: Project Name Date InspDocument22 pagesMaterial Inspection Report: Project Name Date InspRafiqKuNo ratings yet
- FM-16 Material Verification RecordDocument1 pageFM-16 Material Verification RecordBleep NewsNo ratings yet
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 pageStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- Welding Inspection Report for Pertamina PadalarangDocument1 pageWelding Inspection Report for Pertamina PadalarangabdiNo ratings yet
- GRP Inspection Report SummaryDocument2 pagesGRP Inspection Report SummaryJoseph Perez100% (1)
- Curriculum Vitae: Bhavin G. PatelDocument4 pagesCurriculum Vitae: Bhavin G. PatelBhavin PatelNo ratings yet
- Wps For Smaw06-001 (Pipe 6g CS)Document10 pagesWps For Smaw06-001 (Pipe 6g CS)walitedisonNo ratings yet
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- Fabrication ProcedurDocument7 pagesFabrication ProcedurHarry PangestuNo ratings yet
- Inspection Release NoteDocument1 pageInspection Release NoteNur WijiantoNo ratings yet
- SOP - 06 - Visual and Dimensional ProcedureDocument22 pagesSOP - 06 - Visual and Dimensional ProcedureSuci YatiningtiyasNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- WP 11 Corrosion Protection Tape CoatingDocument3 pagesWP 11 Corrosion Protection Tape CoatingKarthikNo ratings yet
- Steel Structure Fabrication ProcedureDocument8 pagesSteel Structure Fabrication ProcedureNguyễn MinhNo ratings yet
- Itp PipingDocument4 pagesItp PipingkennethNo ratings yet
- ITP For CW and ACW Piping WorkDocument8 pagesITP For CW and ACW Piping WorkPhong DoNo ratings yet
- Scaffold ChecklistDocument5 pagesScaffold ChecklistMohamed GhariebNo ratings yet
- Inspection Test Plan (Itp) : Mobile Fire ExtinguisherDocument4 pagesInspection Test Plan (Itp) : Mobile Fire Extinguisher87482127No ratings yet
- Steel Structure Fabrication Inspection ReportDocument1 pageSteel Structure Fabrication Inspection ReportMahendranNo ratings yet
- Fit Up ReportDocument41 pagesFit Up ReportFendik NewbieNo ratings yet
- Guidelines For Fabrication of Steel Girder Procedure in WordDocument17 pagesGuidelines For Fabrication of Steel Girder Procedure in WordManas Rawat100% (1)
- Oil Pantriting ProcedureDocument5 pagesOil Pantriting ProcedureSERT-QA/QC- BUZNo ratings yet
- Field Quality Plan For LgfsDocument7 pagesField Quality Plan For LgfsUday PratapNo ratings yet
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDDocument10 pagesFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- Shop ItpDocument4 pagesShop ItpRanu JanuarNo ratings yet
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- Hashik CV NewDocument4 pagesHashik CV NewHashik MohammedNo ratings yet
- ExcavationDocument1 pageExcavationkumarakash122392No ratings yet
- Organization Chart For Pipe Line Project 01Document1 pageOrganization Chart For Pipe Line Project 01MaherNo ratings yet
- SA04C2-T-MET-AAG-00037 Hydrotest Method StatementDocument25 pagesSA04C2-T-MET-AAG-00037 Hydrotest Method StatementABAID ULLAH100% (2)
- Hydraulic crash barriers ITPDocument4 pagesHydraulic crash barriers ITPmoytabura96No ratings yet
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Document37 pagesIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedNo ratings yet
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportgst ajah100% (1)
- ITP For Fabrication & Erection of TanksDocument20 pagesITP For Fabrication & Erection of TanksosersNo ratings yet
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationDocument5 pagesContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoNo ratings yet
- FInal QAP HDPE WeldingDocument2 pagesFInal QAP HDPE Weldingkannagi198No ratings yet
- 7T04-CS-00-PC-011 R13 Consruction Procedure For Alloy Steel PipingDocument9 pages7T04-CS-00-PC-011 R13 Consruction Procedure For Alloy Steel PipingMoustafa FaresNo ratings yet
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- ITP Heat ExchangerDocument1 pageITP Heat Exchangersarmad009No ratings yet
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 pagesInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNo ratings yet
- Field ITP Civil Rev-8after Lump-Sump.Document17 pagesField ITP Civil Rev-8after Lump-Sump.Echik Kici100% (3)
- Thickness Qualification Range For PQR and WPQDocument5 pagesThickness Qualification Range For PQR and WPQOuled BladiNo ratings yet
- Itp For Fabrication Steel Structure of Warehouse and WorkshopDocument6 pagesItp For Fabrication Steel Structure of Warehouse and WorkshopPhong Do100% (1)
- INSPECTION REPORT TITLEDocument7 pagesINSPECTION REPORT TITLEABEC Trombay siteNo ratings yet
- Painting Procedure For Structural Steel Rev 00Document14 pagesPainting Procedure For Structural Steel Rev 00Ranjan KumarNo ratings yet
- Doc316 53 01532Document4 pagesDoc316 53 01532Praful N KNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentPraful N KNo ratings yet
- LICDocument1 pageLICPraful N KNo ratings yet
- Standardisation For CHEMICALDocument1 pageStandardisation For CHEMICALPraful N KNo ratings yet
- Thak R NfraDocument2 pagesThak R NfraPraful N KNo ratings yet
- NewDocument1 pageNewPraful N KNo ratings yet
- Ground Floor: Proposed Estimate For The Proposed Construction of Residential G.F. & F.F. Building in CtsDocument18 pagesGround Floor: Proposed Estimate For The Proposed Construction of Residential G.F. & F.F. Building in CtsPraful N KNo ratings yet
- Column DesignDocument24 pagesColumn DesignSudan ShresthaNo ratings yet
- Standardisation For CHEMICALDocument1 pageStandardisation For CHEMICALPraful N KNo ratings yet
- Wastewater TreatmentDocument14 pagesWastewater TreatmentPraful N KNo ratings yet
- Sample Chapter 02.08.2022 1Document5 pagesSample Chapter 02.08.2022 1Praful N KNo ratings yet
- Sample Chapter 02.08.2022 1Document5 pagesSample Chapter 02.08.2022 1Praful N KNo ratings yet
- Literature Survey on Treatment of Pulp and Paper Industry EffluentDocument49 pagesLiterature Survey on Treatment of Pulp and Paper Industry EffluentPraful N KNo ratings yet
- Ground Floor: Proposed Estimate For The Proposed Construction of Residential G.F. & F.F. Building in CtsDocument18 pagesGround Floor: Proposed Estimate For The Proposed Construction of Residential G.F. & F.F. Building in CtsPraful N KNo ratings yet
- Electrocoagulation Strategy for Defluoridation Using Iron ElectrodesDocument23 pagesElectrocoagulation Strategy for Defluoridation Using Iron ElectrodesPraful N KNo ratings yet
- Nutrient FlowDocument1 pageNutrient FlowPraful N KNo ratings yet
- Time Series Analysis I: Discussion Questions - These Will Be Covered in The Quick QuizDocument7 pagesTime Series Analysis I: Discussion Questions - These Will Be Covered in The Quick QuizPraful N KNo ratings yet
- Treating Textile Dyes with Photo Assisted Chemical Oxidation (PACODocument27 pagesTreating Textile Dyes with Photo Assisted Chemical Oxidation (PACOPraful N KNo ratings yet
- Chapter-Ii: 2.1 OverviewDocument19 pagesChapter-Ii: 2.1 OverviewPraful N KNo ratings yet
- Assignment 01Document4 pagesAssignment 01Praful N KNo ratings yet
- 06 Chapter1Document13 pages06 Chapter1Praful N KNo ratings yet
- Application Acknowledgment: The Collector, Office of District Collectorate (DISTRICT - TENKASI)Document1 pageApplication Acknowledgment: The Collector, Office of District Collectorate (DISTRICT - TENKASI)Praful N KNo ratings yet
- Faculty Norms AICTEDocument9 pagesFaculty Norms AICTEftpeerNo ratings yet
- Institute Name: Karnataka University (IR-O-U-0230)Document16 pagesInstitute Name: Karnataka University (IR-O-U-0230)Praful N KNo ratings yet
- BMRCL, R5P1 Lock Down Attendance: Q QuarantineDocument1 pageBMRCL, R5P1 Lock Down Attendance: Q QuarantinePraful N KNo ratings yet
- GMPGMPH Ma MC Me Meh MK MM MMH Mu Opn Rc2 Rc3 Rc4 Rc5 Rc6 Rc7 Rc8 Rc9 College Code & NameDocument1 pageGMPGMPH Ma MC Me Meh MK MM MMH Mu Opn Rc2 Rc3 Rc4 Rc5 Rc6 Rc7 Rc8 Rc9 College Code & NamePraful N KNo ratings yet
- GatherDocument94 pagesGatherPraful N KNo ratings yet
- Day 2Document1 pageDay 2Praful N KNo ratings yet
- BMRCL, R5P1 Lock Down Attendance: Q QuarantineDocument1 pageBMRCL, R5P1 Lock Down Attendance: Q QuarantinePraful N KNo ratings yet
- UGC ClarificationDocument1 pageUGC Clarificationbala11ap4598No ratings yet
- DM Pentron Bond1 Eng WebDocument2 pagesDM Pentron Bond1 Eng Webfomed_twNo ratings yet
- 3.7.11 PTS E-101sl - 170522 (Web)Document4 pages3.7.11 PTS E-101sl - 170522 (Web)betoaranoNo ratings yet
- Epocast Marine Handbuch NeuDocument43 pagesEpocast Marine Handbuch Neulucicoto100% (1)
- Concrete Repair & ProtectionDocument20 pagesConcrete Repair & ProtectionmohsinNo ratings yet
- Nitobond SBR (Latex)Document4 pagesNitobond SBR (Latex)Samarakoon Banda100% (1)
- Pine cladding installation guideDocument6 pagesPine cladding installation guideAndrew LeeNo ratings yet
- HDG TirantiDocument17 pagesHDG TirantiGMSNo ratings yet
- Evonik-Ancarez AR555 - EUDocument6 pagesEvonik-Ancarez AR555 - EUGreg PanganNo ratings yet
- A320 CMM 21-61-52Document58 pagesA320 CMM 21-61-52Vero GAtelesisNo ratings yet
- Below Grade Waterproofing Sheet Membrane PDFDocument2 pagesBelow Grade Waterproofing Sheet Membrane PDFfreezefreezeNo ratings yet
- Nitowrap Method StatementDocument10 pagesNitowrap Method StatementBalasubramanian AnanthNo ratings yet
- UNIQDocument6 pagesUNIQkylegazeNo ratings yet
- Polysulphide SealantDocument2 pagesPolysulphide SealantMr. Ashok DwivediNo ratings yet
- Front Skid Plate ModificationDocument20 pagesFront Skid Plate ModificationAnd GalvanNo ratings yet
- pt522msds PDFDocument2 pagespt522msds PDFSkySupplyUSANo ratings yet
- Technical Data Sheet for Piopoxy Steel Prime Epoxy Steel PrimerDocument2 pagesTechnical Data Sheet for Piopoxy Steel Prime Epoxy Steel PrimerIsabelo AbaoNo ratings yet
- Hyperplas Standard Membrane - TDS PDFDocument4 pagesHyperplas Standard Membrane - TDS PDFSenthilkumar NarayananNo ratings yet
- MST-CO-001-01 (MS For General Painting)Document9 pagesMST-CO-001-01 (MS For General Painting)Delta akathehuskyNo ratings yet
- As NZS 3750-3-2008 Paints For SteelDocument20 pagesAs NZS 3750-3-2008 Paints For Steelgeovane santosNo ratings yet
- Maestro SG Emulsion: Product Characteristics Product DataDocument3 pagesMaestro SG Emulsion: Product Characteristics Product DataMohammad AltabbalNo ratings yet
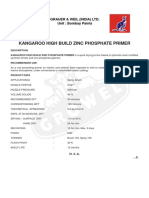
- Kangaroo High Build Zinc Phosphate PrimerDocument2 pagesKangaroo High Build Zinc Phosphate PrimerChoice OrganoNo ratings yet
- Estimate Barpali....Document42 pagesEstimate Barpali....Sagarika SahooNo ratings yet
- Apply decorative coatings over existing renderDocument1 pageApply decorative coatings over existing renderMuhsen KhanNo ratings yet
- MethodeDocument24 pagesMethodemuhamadrafie1975No ratings yet
- Kourasanit Usa 2013 - English BrochureDocument2 pagesKourasanit Usa 2013 - English Brochurekourasanit nola inc.100% (1)
- Sikagard PU UR (W) PDFDocument4 pagesSikagard PU UR (W) PDFIndira kumar kNo ratings yet
- BASF Anticorrosion Resinsacronal - 2011 - ECS - IKDocument21 pagesBASF Anticorrosion Resinsacronal - 2011 - ECS - IKdiablomatiNo ratings yet
- (381611313) BOQ EarthworkDocument39 pages(381611313) BOQ EarthworkAshish SadaNo ratings yet
- Tikkurila Temalac FD 50Document2 pagesTikkurila Temalac FD 50Oprisor CostinNo ratings yet