You might also like
- Offshore Electrical Engineering ManualFrom EverandOffshore Electrical Engineering ManualRating: 4 out of 5 stars4/5 (9)
- AMM 10-30-00-554-804-A - Return To Operation After A Parking PeriodDocument9 pagesAMM 10-30-00-554-804-A - Return To Operation After A Parking PeriodAndres MendezNo ratings yet
- SATR - J - 6702 Rev 0 PDFDocument8 pagesSATR - J - 6702 Rev 0 PDFAdel KlkNo ratings yet
- FAR-AMT 2021: Federal Aviation Regulations for Aviation Maintenance TechniciansFrom EverandFAR-AMT 2021: Federal Aviation Regulations for Aviation Maintenance TechniciansRating: 5 out of 5 stars5/5 (2)
- Manual Low Cost Non Pressure Solar Water Heater Production LineDocument3 pagesManual Low Cost Non Pressure Solar Water Heater Production LineAbdul Sami Abdul LatifNo ratings yet
- SAIC-K-4044 Rev 7 Pressurized Building HVAC RequirementsDocument6 pagesSAIC-K-4044 Rev 7 Pressurized Building HVAC RequirementsshahzadaNo ratings yet
- Saic - K-4006Document2 pagesSaic - K-4006Bander Al–kouhlaniNo ratings yet
- Saic K 4002Document2 pagesSaic K 4002BilalNo ratings yet
- SAIC-K-4038 Rev 7Document3 pagesSAIC-K-4038 Rev 7shahzadaNo ratings yet
- Saudi Aramco Inspection Checklist: Passively Cooled Shelter Installation Inspection SAIC-K-4035 30-Apr-13 HvacDocument3 pagesSaudi Aramco Inspection Checklist: Passively Cooled Shelter Installation Inspection SAIC-K-4035 30-Apr-13 HvacshahzadaNo ratings yet
- Saic K 4010Document3 pagesSaic K 4010mohamadNo ratings yet
- Saic S 4006Document2 pagesSaic S 4006mahdi_gNo ratings yet
- Saic K 4001Document2 pagesSaic K 4001BilalNo ratings yet
- SAIC & SATR - InstrumentationDocument7 pagesSAIC & SATR - InstrumentationAdel KlkNo ratings yet
- Saic N 2033Document5 pagesSaic N 2033aamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- SAIC-K-4001 Rev 7Document3 pagesSAIC-K-4001 Rev 7Rohit BassNo ratings yet
- Satip-X-600-02 Rev 1 For CP SystemDocument4 pagesSatip-X-600-02 Rev 1 For CP SystemSaleem MohammedNo ratings yet
- Saudi Aramco Inspection ChecklistDocument12 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- Satip e 007 01Document2 pagesSatip e 007 01Anonymous 4e7GNjzGWNo ratings yet
- SATR-J-6406 Rev 0 PDFDocument10 pagesSATR-J-6406 Rev 0 PDFAdel KlkNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistmohamadNo ratings yet
- Saic-P-3002 Rev 0Document4 pagesSaic-P-3002 Rev 0jwochNo ratings yet
- Saic - K-4027Document3 pagesSaic - K-4027Bander Al–kouhlaniNo ratings yet
- SAIC-N-2042 Rev 0Document2 pagesSAIC-N-2042 Rev 0philipyapNo ratings yet
- SAIC-S-4012 Rev 7Document5 pagesSAIC-S-4012 Rev 7Muhammad TariqNo ratings yet
- SAIC-K-4039 Rev 7 Air-Cooled Condenser InstallationDocument2 pagesSAIC-K-4039 Rev 7 Air-Cooled Condenser InstallationshahzadaNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- Saudi Aramco Inspection Checklist: Air Filtration Devices Installation SAIC-K-4029 HvacDocument3 pagesSaudi Aramco Inspection Checklist: Air Filtration Devices Installation SAIC-K-4029 HvacshahzadaNo ratings yet
- Part - B: (Control and Instrumentation System)Document267 pagesPart - B: (Control and Instrumentation System)joydrathdey100% (1)
- Saudi Aramco Test Report: SATR-P-3105 Elect-UPS DC/AC Inverter, Pre-Commissioning & Functional TestingDocument9 pagesSaudi Aramco Test Report: SATR-P-3105 Elect-UPS DC/AC Inverter, Pre-Commissioning & Functional TestingehteshamNo ratings yet
- 1 SATIP-F-001-04 Boiler - Packaged Type - 1Document4 pages1 SATIP-F-001-04 Boiler - Packaged Type - 1JithuJohnNo ratings yet
- Saudi Aramco Inspection ChecklistDocument21 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection ChecklistMa.socorro SaballaNo ratings yet
- Saudi Aramco Inspection Checklist: Duct System Handling, Storage and Preservation SAIC-K-4011 15-Dec-09 HvacDocument1 pageSaudi Aramco Inspection Checklist: Duct System Handling, Storage and Preservation SAIC-K-4011 15-Dec-09 HvacmohamadNo ratings yet
- Saic - K-4017Document2 pagesSaic - K-4017Bander Al–kouhlaniNo ratings yet
- SATR-J - 6802 - Rev 0 PDFDocument3 pagesSATR-J - 6802 - Rev 0 PDFAdel KlkNo ratings yet
- Satr K 4006Document2 pagesSatr K 4006Jerald SoteloNo ratings yet
- Satip G 005 01Document2 pagesSatip G 005 01Anonymous 4e7GNjzGWNo ratings yet
- SAIC-G-2012 NMR Verif Visual Insp-Sxs-Rlc-FDocument8 pagesSAIC-G-2012 NMR Verif Visual Insp-Sxs-Rlc-FKirubhakarPooranamNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistphilipyapNo ratings yet
- SAIC-A-2023 Rev 0Document2 pagesSAIC-A-2023 Rev 0philipyapNo ratings yet
- Saudi Aramco Test Report: UPS Distribution System, Energized Bolted - Fault Test SATR-P-3112 3-Jul-18 ElectDocument3 pagesSaudi Aramco Test Report: UPS Distribution System, Energized Bolted - Fault Test SATR-P-3112 3-Jul-18 Electkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 MechDocument4 pagesSaudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- Saic A 2011Document5 pagesSaic A 2011Anonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection Checklist: Installation of Fire Water Isolation Valves SAIC-L-2056 25-May-05 MechDocument2 pagesSaudi Aramco Inspection Checklist: Installation of Fire Water Isolation Valves SAIC-L-2056 25-May-05 MechphilipyapNo ratings yet
- SAIC-P-3003 Rev 7 FinalDocument7 pagesSAIC-P-3003 Rev 7 FinalEnginerShahzadGhaffarNo ratings yet
- Saudi Aramco Pre-Commissioning Form: LightingDocument2 pagesSaudi Aramco Pre-Commissioning Form: LightingHaleem Ur Rashid Bangash100% (2)
- Saudi Aramco Test Report: Overhead T&D - High-Potential Withstand Testing SATR-P-3220 3-Jul-18 ElectDocument8 pagesSaudi Aramco Test Report: Overhead T&D - High-Potential Withstand Testing SATR-P-3220 3-Jul-18 Electkarthi51289No ratings yet
- Saudi Aramco Test Report: Final Inspection/Re-Instatement Punch ListDocument17 pagesSaudi Aramco Test Report: Final Inspection/Re-Instatement Punch ListnadeemNo ratings yet
- SAIC-A-2013 Rev 0Document2 pagesSAIC-A-2013 Rev 0philipyapNo ratings yet
- Saudi Aramco Inspection Checklist: D.C. Power System - Installation Inspection SAIC-T-5118 30-Apr-13 TelecomDocument6 pagesSaudi Aramco Inspection Checklist: D.C. Power System - Installation Inspection SAIC-T-5118 30-Apr-13 TelecomOmer aliNo ratings yet
- Alert Operators Transmission - Aot: Customer Services DirectorateDocument5 pagesAlert Operators Transmission - Aot: Customer Services DirectorateIbrahim KhalilNo ratings yet
- SATIP-K-001-06 - PACKAGED AIR CONDITIONING UNIT SystDocument3 pagesSATIP-K-001-06 - PACKAGED AIR CONDITIONING UNIT SystRAMAKRISHNA100% (1)
- 1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1Document3 pages1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1JithuJohn100% (1)
- SAIC-G-2017 Rev 0 - Mechanical & Chemical Cleaning of Lube Andor Seal Oil SystemDocument3 pagesSAIC-G-2017 Rev 0 - Mechanical & Chemical Cleaning of Lube Andor Seal Oil Systemবিপ্লব পালNo ratings yet
- SATR-J-6505-Rev 0 PDFDocument5 pagesSATR-J-6505-Rev 0 PDFAdel KlkNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Airman Certification Standards: Remote Pilot - Small Unmanned Aircraft Systems (2024): FAA-S-ACS-10BFrom EverandAirman Certification Standards: Remote Pilot - Small Unmanned Aircraft Systems (2024): FAA-S-ACS-10BNo ratings yet
- PMP-ResourcesDocument71 pagesPMP-ResourcesmohamadNo ratings yet
- PMP StakeholdersDocument62 pagesPMP StakeholdersmohamadNo ratings yet
- Saudi Diyar Consultants: Construction Supervision Department Procedures ManualDocument18 pagesSaudi Diyar Consultants: Construction Supervision Department Procedures ManualmohamadNo ratings yet
- Saudi Diyar Consultants: Construction Supervision Department Procedures ManualDocument52 pagesSaudi Diyar Consultants: Construction Supervision Department Procedures ManualmohamadNo ratings yet
- Saudi Aramco Inspection Checklist: Duct System Handling, Storage and Preservation SAIC-K-4011 15-Dec-09 HvacDocument1 pageSaudi Aramco Inspection Checklist: Duct System Handling, Storage and Preservation SAIC-K-4011 15-Dec-09 HvacmohamadNo ratings yet
- Saic K 4010Document3 pagesSaic K 4010mohamadNo ratings yet
- Project Management and Scheduling PDFDocument339 pagesProject Management and Scheduling PDFmohamadNo ratings yet
- Saic B 4001Document2 pagesSaic B 4001mohamadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistmohamadNo ratings yet
- Daily TaskDocument36 pagesDaily TaskmohamadNo ratings yet
- Aerodynamics of Road VehiclesDocument53 pagesAerodynamics of Road Vehicles김동은No ratings yet
- Twi Cswip 3.1 Set-4bDocument5 pagesTwi Cswip 3.1 Set-4bmiteshNo ratings yet
- L03 2021 Drafting Sketching ProjectionsDocument47 pagesL03 2021 Drafting Sketching ProjectionsOliver Ah-kionNo ratings yet
- PPL Operational ProceduresDocument13 pagesPPL Operational ProceduresaMneziaNo ratings yet
- Report On Pyramid at Area 51Document2 pagesReport On Pyramid at Area 51Laron ClarkNo ratings yet
- Emerging TechnologiesDocument24 pagesEmerging TechnologiesAditya JainNo ratings yet
- Mil-Dtl-27422d Tank, Fuel, Crash-Resistant, Ballistic Tollerant, AircraftDocument47 pagesMil-Dtl-27422d Tank, Fuel, Crash-Resistant, Ballistic Tollerant, AircraftfogdartNo ratings yet
- 5 Airport DesignDocument65 pages5 Airport DesignAmirul AdliNo ratings yet
- JAA ATPL Questions WARNING AND RECORDING EQUIPMENTSDocument30 pagesJAA ATPL Questions WARNING AND RECORDING EQUIPMENTSSid SharmaNo ratings yet
- Mikoyan MiG29 FulcrumDocument97 pagesMikoyan MiG29 Fulcrumdeveloperskills100% (8)
- Aerospike NozzleDocument19 pagesAerospike NozzleAswith R ShenoyNo ratings yet
- Modeling & Simulation of Seven Levels Multilevel Inverter Fed Induction Motor DriveDocument3 pagesModeling & Simulation of Seven Levels Multilevel Inverter Fed Induction Motor Drivesrinureddy2014No ratings yet
- Vortex DynamicsDocument15 pagesVortex DynamicsAditya KumarNo ratings yet
- Kruger Letter-Basement VentilationDocument1 pageKruger Letter-Basement VentilationPraveen KumarNo ratings yet
- Case Study 5 Electrical ConnectorsDocument2 pagesCase Study 5 Electrical ConnectorsSunil BaliNo ratings yet
- Gasna TurbinaDocument27 pagesGasna TurbinaivanmjwNo ratings yet
- Bob's Card Models: Gippsland Airvan GA8Document11 pagesBob's Card Models: Gippsland Airvan GA8srgseg0% (1)
- Fluid Mechanics-IIDocument6 pagesFluid Mechanics-IIAnonymous zwnFXURJNo ratings yet
- Welcome To Your Digital Edition Of: Aerospace & Defense TechnologyDocument58 pagesWelcome To Your Digital Edition Of: Aerospace & Defense TechnologytorinomgNo ratings yet
- Ils o Catii Rwy 10L SBGRDocument1 pageIls o Catii Rwy 10L SBGRgameplayPSNo ratings yet
- Space ExplorationDocument4 pagesSpace Explorationapi-260427157No ratings yet
- Pilatus PC-6 PorterDocument18 pagesPilatus PC-6 PorterXing OuyangNo ratings yet
- A380 Wake Vortex Working Processes and StatusDocument22 pagesA380 Wake Vortex Working Processes and StatusHelloWorldNo ratings yet
- Group Study - Satcom Answer KeyDocument9 pagesGroup Study - Satcom Answer KeySheehan Kayne De CardoNo ratings yet
- Design of Saddle Support For Horizontal Pressure VesselDocument5 pagesDesign of Saddle Support For Horizontal Pressure Vesselsebastian9033100% (1)
- Micro Turbine WorkDocument14 pagesMicro Turbine WorkarjunNo ratings yet
- 1 Airframe Structural Design - 18 March 2012Document2 pages1 Airframe Structural Design - 18 March 2012aboillaNo ratings yet
- Check List ERJ 145Document4 pagesCheck List ERJ 145Maxi 76No ratings yet
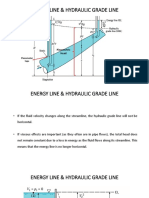
- Energy Line & Hydraulic Grade Line: Piezometric HeadDocument19 pagesEnergy Line & Hydraulic Grade Line: Piezometric HeadMaryam Arif100% (1)