You might also like
- CD6 Prototype PFMEADocument4 pagesCD6 Prototype PFMEAmpedraza-1No ratings yet
- PFMEA SampleDocument24 pagesPFMEA SamplePk Nimiwal67% (3)
- Failure Mode and Effects Analysis (Process Fmea) : PotentialDocument24 pagesFailure Mode and Effects Analysis (Process Fmea) : Potentialnicusor1995No ratings yet
- Fmea CastingDocument4 pagesFmea CastingSuraj RawatNo ratings yet
- Customer Name: Schneider Electric: SPL ClassDocument2 pagesCustomer Name: Schneider Electric: SPL ClassSachin Sam100% (1)
- Atik Potential Failure Mode and Effect Analysis (Process Fmea)Document2 pagesAtik Potential Failure Mode and Effect Analysis (Process Fmea)prasad sapareNo ratings yet
- INZI Process Audit Observation With Action Plan-12.05.2022Document5 pagesINZI Process Audit Observation With Action Plan-12.05.2022vigneshwar sNo ratings yet
- Pfmea 714-A54838-004Document4 pagesPfmea 714-A54838-004Cam-ToolsNo ratings yet
- Process Potentail Failure Mode and Effects AnalysisDocument1 pageProcess Potentail Failure Mode and Effects Analysiscong daNo ratings yet
- Defect History: Sr. No Typeof Defect Action StatusDocument22 pagesDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaNo ratings yet
- Problem Investigation ReportDocument2 pagesProblem Investigation ReportShaheenNo ratings yet
- QAV-2 Step-3 Audit Check Sheet PDFDocument5 pagesQAV-2 Step-3 Audit Check Sheet PDFRajNo ratings yet
- QAP General For Ref.Document2 pagesQAP General For Ref.AMIT SHAHNo ratings yet
- QAV-2 Step-4 Audit Check Sheet PDFDocument5 pagesQAV-2 Step-4 Audit Check Sheet PDFRajNo ratings yet
- INZI Process Audit Observation - 12.05.2022Document5 pagesINZI Process Audit Observation - 12.05.2022vigneshwar sNo ratings yet
- QAD Procedure - Control of Non-Conforming Products P2Document2 pagesQAD Procedure - Control of Non-Conforming Products P2sumanNo ratings yet
- B515 TempDocument4 pagesB515 TempubraghuNo ratings yet
- QAV-2 Step-2 Audit Check Sheet PDFDocument5 pagesQAV-2 Step-2 Audit Check Sheet PDFRajNo ratings yet
- Fmea CastingDocument8 pagesFmea CastingSuraj RawatNo ratings yet
- Template Process FMEADocument1 pageTemplate Process FMEABittuNo ratings yet
- Fmea Sfe47.005 WeldingDocument8 pagesFmea Sfe47.005 Weldingkumaraswamy.kNo ratings yet
- Potential Failure Mode and Effects Analysis (Pfmea)Document1 pagePotential Failure Mode and Effects Analysis (Pfmea)aslamNo ratings yet
- System Subsystem Component Design Lead Key Date Core Team: Potential Failure Mode and Effects Analysis (Design FMEA)Document2 pagesSystem Subsystem Component Design Lead Key Date Core Team: Potential Failure Mode and Effects Analysis (Design FMEA)maulidiaa 89No ratings yet
- FMEA TemplateDocument28 pagesFMEA TemplateDosen AmaNo ratings yet
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingDocument4 pagesEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashNo ratings yet
- 555 - 00028 Material Review Board Process Flow and Visual Managment1Document14 pages555 - 00028 Material Review Board Process Flow and Visual Managment1Samsung Joseph0% (1)
- FMEA 06.12.19 Cover Hinged 2020400461Document5 pagesFMEA 06.12.19 Cover Hinged 2020400461Crenguta RaducanuNo ratings yet
- Potential Failure Mode and Effects Analysis (Pfmea)Document3 pagesPotential Failure Mode and Effects Analysis (Pfmea)aslamNo ratings yet
- R-ARG-0001-0-H2130 - Fumiscor PDFDocument22 pagesR-ARG-0001-0-H2130 - Fumiscor PDFDamian VanettaNo ratings yet
- Kaizen Event Process Improvement Form - Demin - V0 - 30 Jan 23Document7 pagesKaizen Event Process Improvement Form - Demin - V0 - 30 Jan 23Jonas PadillaNo ratings yet
- Failure Mode and Effects Analysis (Process Fmea)Document4 pagesFailure Mode and Effects Analysis (Process Fmea)kamlesh kuchekar100% (4)
- 6.26 Annexe Formsheet FMEADocument6 pages6.26 Annexe Formsheet FMEANDRNo ratings yet
- Atac 113 Pfmea R10 IatfDocument50 pagesAtac 113 Pfmea R10 IatfAzlan MustaphaNo ratings yet
- 10 FmeaDocument1 page10 Fmeasunny vachhaniNo ratings yet
- Inspection Plan - Link Plate - (Am-2 Chain)Document3 pagesInspection Plan - Link Plate - (Am-2 Chain)pradeepasalunkeNo ratings yet
- Inspection Test PlanDocument2 pagesInspection Test PlanBalaji Guru90% (10)
- QAF12 Process Audit Rev 09Document4 pagesQAF12 Process Audit Rev 09ukavathekarNo ratings yet
- 6 C.F. ChecklistDocument2 pages6 C.F. ChecklistSandip PatilNo ratings yet
- QAV-2 Step-5 Audit Check Sheet PDFDocument6 pagesQAV-2 Step-5 Audit Check Sheet PDFRajNo ratings yet
- QA ProcessDocument4 pagesQA Processmadhu krishnaNo ratings yet
- Action CatalogueDocument1 pageAction CatalogueMarkNo ratings yet
- 7 QC Tools - TrainingDocument27 pages7 QC Tools - TrainingRadhika GuptaNo ratings yet
- 16P Audit 1Document6 pages16P Audit 1Anonymous QZwgOjEx3No ratings yet
- Saudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistNickath BanuNo ratings yet
- Inspection Standard: Daily Inprocess Inspection/Prod./Rejection ReportDocument3 pagesInspection Standard: Daily Inprocess Inspection/Prod./Rejection ReportPrakash kumarTripathiNo ratings yet
- Problem Identification and Corective ActionDocument3 pagesProblem Identification and Corective ActionAnne CiamiezNo ratings yet
- Fmea Guide q1Document161 pagesFmea Guide q1Mahesh VaneNo ratings yet
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNo ratings yet
- Failure Mode and Effects Analysis (Process Fmea) : Wrong Grade of Material ReeivedDocument6 pagesFailure Mode and Effects Analysis (Process Fmea) : Wrong Grade of Material Reeiveddada kolekarNo ratings yet
- FMEA Guide-Q1Document161 pagesFMEA Guide-Q1R.BalasubramaniNo ratings yet
- Revision History: General Metal Container Corporation of The PhilippinesDocument5 pagesRevision History: General Metal Container Corporation of The PhilippinesJulian Paul Villaruel QuerubinNo ratings yet
- Control Plan - Tie Rod 1.375'-12-2A UNFX12.78, 84B515663ADP1.Document4 pagesControl Plan - Tie Rod 1.375'-12-2A UNFX12.78, 84B515663ADP1.Himanshu MishraNo ratings yet
- 10 - Parts Examination Check SheetDocument2 pages10 - Parts Examination Check SheetLokNo ratings yet
- How To Fill-In This Template:: All Other Fields Are Protected To Avoid Accidential Changes To The CalculationDocument11 pagesHow To Fill-In This Template:: All Other Fields Are Protected To Avoid Accidential Changes To The CalculationPravin Balasaheb GunjalNo ratings yet
- HC IFI: Hindustan Chemicals G.T.Road, Opp. RR Auto PetrolDocument4 pagesHC IFI: Hindustan Chemicals G.T.Road, Opp. RR Auto PetrolKarna Satish KumarNo ratings yet
- Client: Aramco Overseas Company B.V. & Sumitomo Chemical Co., LTDDocument1 pageClient: Aramco Overseas Company B.V. & Sumitomo Chemical Co., LTDJaime FlaminianoNo ratings yet
- 12 MT ProcedureDocument17 pages12 MT ProcedureThân KhaNo ratings yet
- Waiver Request Format Rev 3Document2 pagesWaiver Request Format Rev 3manjunatha gNo ratings yet
- Control Plan Ingersol RandDocument2 pagesControl Plan Ingersol Randrgrao85No ratings yet
- Data Processing and Reconciliation for Chemical Process OperationsFrom EverandData Processing and Reconciliation for Chemical Process OperationsNo ratings yet
- A Comparative Study On International Marketing Mix inDocument6 pagesA Comparative Study On International Marketing Mix inasdfNo ratings yet
- State: Maharashtra Agriculture Contingency Plan For District: PUNEDocument37 pagesState: Maharashtra Agriculture Contingency Plan For District: PUNEHitarth_dhamsaniaNo ratings yet
- Data Needed For The ProjectDocument1 pageData Needed For The ProjectHitarth_dhamsaniaNo ratings yet
- PrinciplesForecasting 139Document46 pagesPrinciplesForecasting 139Simone SartoriNo ratings yet
- Maharashtra Polymer Products: Control PlanDocument3 pagesMaharashtra Polymer Products: Control PlanHitarth_dhamsaniaNo ratings yet
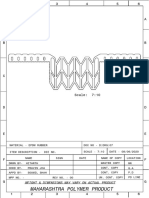
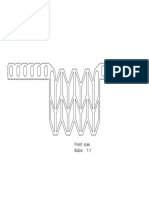
- Maharashtra Polymer Product: Weight & Dimensions May Vary On Actual ProductDocument1 pageMaharashtra Polymer Product: Weight & Dimensions May Vary On Actual ProductHitarth_dhamsaniaNo ratings yet
- Big Mod2 PDFDocument1 pageBig Mod2 PDFHitarth_dhamsaniaNo ratings yet
- Bacanie 2400 Articole Cu Cod de BareDocument12 pagesBacanie 2400 Articole Cu Cod de BareGina ManolacheNo ratings yet
- Chapter 1Document8 pagesChapter 1Shidan MohdNo ratings yet
- The Normal Distribution and Sampling Distributions: PSYC 545Document38 pagesThe Normal Distribution and Sampling Distributions: PSYC 545Bogdan TanasoiuNo ratings yet
- Derichebourg - Universal Registration Document 2020-2021Document256 pagesDerichebourg - Universal Registration Document 2020-2021Abhijeet ShindeNo ratings yet
- Chapter 2 Demand (ECO415)Document28 pagesChapter 2 Demand (ECO415)hurin inaniNo ratings yet
- Bahaa CVDocument3 pagesBahaa CVbahaa ahmedNo ratings yet
- Correlation SecretDocument23 pagesCorrelation SecretDavid100% (1)
- Text Mohamed AliDocument2 pagesText Mohamed AliARYAJAI SINGHNo ratings yet
- Why Should I Hire You - Interview QuestionsDocument12 pagesWhy Should I Hire You - Interview QuestionsMadhu Mahesh Raj100% (1)
- FAR09 Biological Assets - With AnswerDocument9 pagesFAR09 Biological Assets - With AnswerAJ Cresmundo50% (4)
- TAX Report WireframeDocument13 pagesTAX Report WireframeHare KrishnaNo ratings yet
- Basic OmDocument242 pagesBasic OmRAMESH KUMARNo ratings yet
- Temple ManualDocument21 pagesTemple Manualapi-298785516No ratings yet
- Degree Program Cheongju UniversityDocument10 pagesDegree Program Cheongju University심AvanNo ratings yet
- AN6001-G16 Optical Line Terminal Equipment Product Overview Version ADocument74 pagesAN6001-G16 Optical Line Terminal Equipment Product Overview Version AAdriano CostaNo ratings yet
- Marina AbramovićDocument2 pagesMarina AbramovićTatiana AlbuNo ratings yet
- BIM 360-Training Manual - MEP ConsultantDocument23 pagesBIM 360-Training Manual - MEP ConsultantAakaara 3DNo ratings yet
- The Setting SunDocument61 pagesThe Setting Sunmarina1984100% (7)
- British Council IELTS Online Application SummaryDocument3 pagesBritish Council IELTS Online Application Summarys_asadeNo ratings yet
- ISCOM5508-GP (A) Configuration Guide (Rel - 02)Document323 pagesISCOM5508-GP (A) Configuration Guide (Rel - 02)J SofariNo ratings yet
- Aar604 Lecture 3Document55 pagesAar604 Lecture 3Azizul100% (1)
- How To Format Your Business ProposalDocument2 pagesHow To Format Your Business Proposalwilly sergeNo ratings yet
- Geotech Report, ZHB010Document17 pagesGeotech Report, ZHB010A.K.M Shafiq MondolNo ratings yet
- CBDCs For Dummies Everything You Need ToDocument18 pagesCBDCs For Dummies Everything You Need Tolati.training7No ratings yet
- All-India rWnMYexDocument89 pagesAll-India rWnMYexketan kanameNo ratings yet
- Social Studies 5th Grade Georgia StandardsDocument6 pagesSocial Studies 5th Grade Georgia Standardsapi-366462849No ratings yet
- Bekic (Ed) - Submerged Heritage 6 Web Final PDFDocument76 pagesBekic (Ed) - Submerged Heritage 6 Web Final PDFutvrdaNo ratings yet
- Date: Level:3 MS Full Name: . Time: 1:30Document2 pagesDate: Level:3 MS Full Name: . Time: 1:30David KhalifaNo ratings yet
- Post Employee Benefit Psak 24 (Guide)Document21 pagesPost Employee Benefit Psak 24 (Guide)AlvianNo ratings yet
- Civil Procedure Pros. Zehan Loren E. Tocao-Talipasan, RebDocument4 pagesCivil Procedure Pros. Zehan Loren E. Tocao-Talipasan, Rebxeileen08100% (2)