You might also like
- Measuring Instruments - 2Document95 pagesMeasuring Instruments - 2Prakash viswanathanNo ratings yet
- Metorology Lab 1 Experiment 1Document6 pagesMetorology Lab 1 Experiment 1Mathan kuttyNo ratings yet
- Applied Physics Lab ManualDocument28 pagesApplied Physics Lab ManualJulie MaxNo ratings yet
- Metrology-Lab-Manual 3 Year 1semDocument41 pagesMetrology-Lab-Manual 3 Year 1semBHARATH Chandra100% (1)
- PHY083 Ch1 Measurement EditedDocument29 pagesPHY083 Ch1 Measurement Editedhaziqkhairul59No ratings yet
- Experiment No. 1 Objective: Vernier Callipers, A Spherical Body (It Can Be A Pendulum Bob), A Beaker or A CalorimeterDocument2 pagesExperiment No. 1 Objective: Vernier Callipers, A Spherical Body (It Can Be A Pendulum Bob), A Beaker or A CalorimeterShivam YadavNo ratings yet
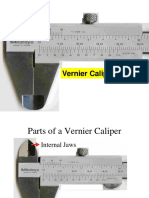
- Vernier CaliperDocument20 pagesVernier CaliperSyam SivaNo ratings yet
- Vernier CalliperDocument5 pagesVernier CalliperWahyu FirmansyahNo ratings yet
- Lecture 02Document110 pagesLecture 02Getachew G/AmlakNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologyKasijanto JantoNo ratings yet
- Phy Lab Final Report 1Document9 pagesPhy Lab Final Report 1Hafiz MuhammadNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologySavantNo ratings yet
- Me TrologyDocument34 pagesMe Trologysiddharth thoratNo ratings yet
- Practical 123Document16 pagesPractical 123tbf06720No ratings yet
- Experiment 1 - Measurement of Length, Mass and TimeDocument11 pagesExperiment 1 - Measurement of Length, Mass and TimeKAPEMBWA MAPALO100% (1)
- Lecture-1: Precision Measuring ToolsDocument28 pagesLecture-1: Precision Measuring ToolsGetachew TikueNo ratings yet
- 21 Me 435,435,435,435Document40 pages21 Me 435,435,435,435Faisal MehrbanNo ratings yet
- Lec 3 Precision Measuring Instrument PDFDocument20 pagesLec 3 Precision Measuring Instrument PDFUmair MalikNo ratings yet
- Vernier - ActivityDocument9 pagesVernier - ActivityCherry LimNo ratings yet
- Experiment 1 - Measurement of Length and Diamter Using Vernier Caliper and Micrometer Screw GaugeDocument12 pagesExperiment 1 - Measurement of Length and Diamter Using Vernier Caliper and Micrometer Screw GaugeHafiz MuhammadNo ratings yet
- Ekya Itpl Lab ManualDocument4 pagesEkya Itpl Lab ManualKriday JangraNo ratings yet
- Metorology Lab 1 Experiment 2Document7 pagesMetorology Lab 1 Experiment 2Mathan kuttyNo ratings yet
- 1 - Physical Quantities and UnitsDocument19 pages1 - Physical Quantities and UnitsRafayNo ratings yet
- Final MM&M Lab ManualDocument66 pagesFinal MM&M Lab Manualchandrarao chNo ratings yet
- GR 11 Physics - Practical - Booklet - 2022-23Document40 pagesGR 11 Physics - Practical - Booklet - 2022-23Hunter OfficialNo ratings yet
- Vernier Calipers and ScrewgaugeDocument17 pagesVernier Calipers and ScrewgaugeSURESH SURAGANINo ratings yet
- Metrology Lab ManualDocument35 pagesMetrology Lab ManualNo NameNo ratings yet
- Practical Experiments 1 To 7Document9 pagesPractical Experiments 1 To 7Moses Samuel SukdularyNo ratings yet
- Phy Lab ReadingsDocument31 pagesPhy Lab ReadingsMuhammad Hassan MaqsoodNo ratings yet
- Measuring Instruments - Metrology - OverviewDocument31 pagesMeasuring Instruments - Metrology - OverviewRohan100% (1)
- Class 11 Practicals - Expts 1&2Document7 pagesClass 11 Practicals - Expts 1&2ARAVIND SANTHOSHNo ratings yet
- Lecture 4 - Marking and Measurment PDFDocument54 pagesLecture 4 - Marking and Measurment PDFHamza ArifNo ratings yet
- Basic Metrology Practices TAYLOR HOBSONDocument70 pagesBasic Metrology Practices TAYLOR HOBSONss2mrattri100% (2)
- Class 11 ExperimentsDocument25 pagesClass 11 ExperimentsSoham Nag100% (1)
- Linear Measurment and BasicDevicesDocument55 pagesLinear Measurment and BasicDevicesDoctor StrangeNo ratings yet
- Physics Lab Manual BY: Muhammad Hassan MaqsoodDocument32 pagesPhysics Lab Manual BY: Muhammad Hassan MaqsoodMuhammad Hassan MaqsoodNo ratings yet
- Phy Lab ManualDocument18 pagesPhy Lab Manualkaeshav manivannanNo ratings yet
- Linear Measurement ReportDocument11 pagesLinear Measurement ReportMuhd Qayyum Mohd FuadNo ratings yet
- Lab Session # 01: ObjectiveDocument50 pagesLab Session # 01: ObjectiveAbu Bakar KhanNo ratings yet
- Vernier CaliperDocument3 pagesVernier CaliperAndrew Crawford0% (1)
- Tools MeasuringDocument30 pagesTools Measuring2A-015-NAUFAL RAHMANNo ratings yet
- Measurement 1Document20 pagesMeasurement 1promlgblaizet69No ratings yet
- Experiment# 1 Measurement of Length and Diameter Using Vernier Caliper and Micrometer Screw GaugeDocument9 pagesExperiment# 1 Measurement of Length and Diameter Using Vernier Caliper and Micrometer Screw Gaugemuhammad asimNo ratings yet
- ME8513 Lab ManualDocument69 pagesME8513 Lab Manualmario frankNo ratings yet
- Physics Practical LabmanualDocument11 pagesPhysics Practical LabmanualVishnupriya SurajNo ratings yet
- Grade - 11 - Study Material - Practical Exam - 23-24Document17 pagesGrade - 11 - Study Material - Practical Exam - 23-24monishchess2468No ratings yet
- Experiment # 01Document9 pagesExperiment # 01M.USMAN BIN AHMEDNo ratings yet
- Applied Physics: Computer Laboratory ManualDocument34 pagesApplied Physics: Computer Laboratory ManualYousha AbbasNo ratings yet
- Me 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyDocument31 pagesMe 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyNeopoleanNo ratings yet
- Calibration of Precision Measuring InstrumentsDocument2 pagesCalibration of Precision Measuring InstrumentselavarasanNo ratings yet
- Laboratory Activity No. 2Document4 pagesLaboratory Activity No. 2Me Being RandomNo ratings yet
- Screw GaugeDocument19 pagesScrew GaugeMohammad Rashik ZamanNo ratings yet
- Physical Quantities & Measuring Length: Unit 2Document50 pagesPhysical Quantities & Measuring Length: Unit 2Yuusuf AhmedNo ratings yet
- 2-Excercise EM 2023Document49 pages2-Excercise EM 2023aimy rouaneNo ratings yet
- Lab 2, 3 Vernier CaliperDocument4 pagesLab 2, 3 Vernier CaliperWaqas Muneer KhanNo ratings yet
- Class Xi - Practicals 2024Document24 pagesClass Xi - Practicals 2024pillisathwik2No ratings yet
- Micro VernierDocument40 pagesMicro VernierSamantha JonesNo ratings yet
- VernierDocument8 pagesVernierMophato KhachanaNo ratings yet
- Manual 1st Sem PhysDocument56 pagesManual 1st Sem PhysStudy MaterialNo ratings yet
- Task Sheet - Setting Up An AssignmentDocument2 pagesTask Sheet - Setting Up An Assignmentfrederic asejoNo ratings yet
- CSS UC1 Study GuideDocument7 pagesCSS UC1 Study Guidefrederic asejo100% (1)
- Registration Form With Work Content New GmailDocument3 pagesRegistration Form With Work Content New Gmailfrederic asejoNo ratings yet
- g12 Lesson PlanDocument17 pagesg12 Lesson PlansadamNo ratings yet
- Technology Plan and Infrastruture Support System Computer Systems Servicing NciiDocument5 pagesTechnology Plan and Infrastruture Support System Computer Systems Servicing Nciifrederic asejo100% (1)
- Task Sheet - Adding A Book ResourceDocument2 pagesTask Sheet - Adding A Book Resourcefrederic asejoNo ratings yet
- Instructional Blue Print 2Document2 pagesInstructional Blue Print 2frederic asejoNo ratings yet
- RUBRIC Shielded-Metal-Arc-WeldingDocument6 pagesRUBRIC Shielded-Metal-Arc-Weldingfrederic asejoNo ratings yet
- Learners Engagement Plan LEPDocument3 pagesLearners Engagement Plan LEPfrederic asejo100% (1)
- Basic Tips When Selecting Hand Tools PDFDocument1 pageBasic Tips When Selecting Hand Tools PDFfrederic asejoNo ratings yet
- En Metalwork General Metal WorkDocument90 pagesEn Metalwork General Metal WorkAnonymous mKdAfWifNo ratings yet
- En Metalwork General Metal WorkDocument90 pagesEn Metalwork General Metal WorkAnonymous mKdAfWifNo ratings yet
- Self-Assessment Guide For Recognition of Prior Learning (RPL)Document8 pagesSelf-Assessment Guide For Recognition of Prior Learning (RPL)frederic asejoNo ratings yet
- Basic Safety Rules For Hand ToolsDocument1 pageBasic Safety Rules For Hand Toolsfrederic asejoNo ratings yet
- How To Create A Bootable USB Flash Drive: Step by Step InstallationDocument4 pagesHow To Create A Bootable USB Flash Drive: Step by Step Installationfrederic asejoNo ratings yet
- Alpha Testing DocumentsDocument6 pagesAlpha Testing Documentsfrederic asejoNo ratings yet
- CDC - Easy Ergonomics - A Guide To Selecting Non - Hand Tool2Document20 pagesCDC - Easy Ergonomics - A Guide To Selecting Non - Hand Tool2AliceAlormenuNo ratings yet
- 7 Rules For Online Class PDFDocument1 page7 Rules For Online Class PDFfrederic asejoNo ratings yet
- Instructional Blue Print 2Document2 pagesInstructional Blue Print 2frederic asejoNo ratings yet
- Beta Testing DocumentsDocument2 pagesBeta Testing Documentsfrederic asejoNo ratings yet
- Basic Tips When Selecting Hand Tools PDFDocument1 pageBasic Tips When Selecting Hand Tools PDFfrederic asejoNo ratings yet
- 7 Rules For Online Class PDFDocument1 page7 Rules For Online Class PDFfrederic asejoNo ratings yet
- Industrial Furnaces PDFDocument492 pagesIndustrial Furnaces PDFbalmipan100% (2)
- Power Series: Inspiring SurfacesDocument28 pagesPower Series: Inspiring SurfacesDeepu VijayanNo ratings yet
- Flexible Heaters0618Document36 pagesFlexible Heaters0618servicios TYANo ratings yet
- INST. INST. 844-TZ For Item 40Document4 pagesINST. INST. 844-TZ For Item 40Zubab Panni100% (1)
- PPs Semi-Auto FCGDocument5 pagesPPs Semi-Auto FCGangelines12375% (8)
- Cookery Worksheet No.1Document3 pagesCookery Worksheet No.1JANICE RUBIALESNo ratings yet
- All Job Procedure - TCP GailDocument25 pagesAll Job Procedure - TCP GailJk KarthikNo ratings yet
- A263-12 Stainless Chromium Steel-Clad PlateDocument6 pagesA263-12 Stainless Chromium Steel-Clad PlatemehmetNo ratings yet
- Chapter 1Document12 pagesChapter 1Oscar Espinosa BonillaNo ratings yet
- Notice No.2 Rules For The Manufacture Testing and Certification of Materials July 2Document3 pagesNotice No.2 Rules For The Manufacture Testing and Certification of Materials July 2taddeoNo ratings yet
- Science Q1 W7Document74 pagesScience Q1 W7John Giles Jr.No ratings yet
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDocument56 pagesDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufNo ratings yet
- Metal Corrosion and Its Prevention: Material ScienceDocument49 pagesMetal Corrosion and Its Prevention: Material Sciencedr nfNo ratings yet
- Spetech Static SealsDocument75 pagesSpetech Static SealsHARSHANo ratings yet
- Alfra Rotabest Midi 5050 Operation ManualDocument13 pagesAlfra Rotabest Midi 5050 Operation Manualsudofim2006No ratings yet
- Types of Corrosion Inhibitors - Cor ProDocument3 pagesTypes of Corrosion Inhibitors - Cor ProPritha DasNo ratings yet
- AISI 304 A2: Ultra Low Profile Torx ScrewDocument1 pageAISI 304 A2: Ultra Low Profile Torx Screwabby_005No ratings yet
- Pump Data Sheet 500QW2700-6-132Document1 pagePump Data Sheet 500QW2700-6-132bagus saputraNo ratings yet
- Comac Multi Industri, PT: Corrosion ControlDocument6 pagesComac Multi Industri, PT: Corrosion ControlFelishaPittsNo ratings yet
- 06 - SS - 09082021 To 20082021 Bridge, SR - DEnDocument52 pages06 - SS - 09082021 To 20082021 Bridge, SR - DEnAl OkNo ratings yet
- Buehler Summet, Sample Prep and AnalysisDocument136 pagesBuehler Summet, Sample Prep and AnalysisSebastian RiañoNo ratings yet
- 1a. Srinkler Technical Data K8Document4 pages1a. Srinkler Technical Data K8Dhimas IriantoNo ratings yet
- JIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Document21 pagesJIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Krishna100% (10)
- Patina Poster PDFDocument1 pagePatina Poster PDFluizcassiano100% (1)
- Irs T12-2009Document49 pagesIrs T12-2009a K sarkarNo ratings yet
- Filing, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportDocument22 pagesFiling, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportBabong KobNo ratings yet
- 8 1 Caravan Prospekt ENDocument4 pages8 1 Caravan Prospekt ENPetko TsochevNo ratings yet
- Equivalent Grades, Seamless Pipes, Tubes, Welded Pipes, Electric Resistance, Welded Tubes, Carbon Steel, Heat ExchangerDocument3 pagesEquivalent Grades, Seamless Pipes, Tubes, Welded Pipes, Electric Resistance, Welded Tubes, Carbon Steel, Heat ExchangerMediAnsyahNo ratings yet
- AbrreviationDocument33 pagesAbrreviationtrandangbkNo ratings yet
- MR-02 - Office Stationery Items-28.05.2021Document2 pagesMR-02 - Office Stationery Items-28.05.2021Bogdan-Gabriel SchiopuNo ratings yet