You might also like
- Sabp G 003Document9 pagesSabp G 003philipyap100% (1)
- SABP G 002 AramcoDocument7 pagesSABP G 002 Aramcom4metz100% (1)
- Saes G 116Document8 pagesSaes G 116Yaser AhmadNo ratings yet
- Sabp G 001 PDFDocument12 pagesSabp G 001 PDFKemoH100% (1)
- Sabp y 067Document51 pagesSabp y 067Hassan Mokhtar100% (1)
- 00 Saip 80Document75 pages00 Saip 80heidarNo ratings yet
- Engineering Procedure: Saudi Aramco Desktop StandardsDocument30 pagesEngineering Procedure: Saudi Aramco Desktop StandardshakashuNo ratings yet
- Sabp G 001Document12 pagesSabp G 001m4metz100% (1)
- Sabp A 082Document27 pagesSabp A 082Ahmed BoraeyNo ratings yet
- Saep 1638Document10 pagesSaep 1638Branko_62No ratings yet
- PMT 30105Document29 pagesPMT 30105Yousef Adel HassanenNo ratings yet
- 00 Saip 72Document6 pages00 Saip 72Erin JohnsonNo ratings yet
- Saudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldDocument3 pagesSaudi Aramco Inspection Checklist: Inspect Repairs of Weld Overlay & Restored Cladding SAIC-W-2024 24-Mar-16 WeldRijwan MohammadNo ratings yet
- PMT 30108Document30 pagesPMT 30108Yousef Adel HassanenNo ratings yet
- Sabp G 024Document15 pagesSabp G 024Krishnamoorthy100% (1)
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- SAES-J-604 - Protective Rotating PDFDocument12 pagesSAES-J-604 - Protective Rotating PDFinfo_shakib100% (1)
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Sabp G 022Document8 pagesSabp G 022Hassan MokhtarNo ratings yet
- General Purpose Gear Units: ScopeDocument10 pagesGeneral Purpose Gear Units: ScopeAnonymous fvO1W3No ratings yet
- CRN-EPR-EnG-012 ED 0012 Design ValidationDocument7 pagesCRN-EPR-EnG-012 ED 0012 Design ValidationsarifinNo ratings yet
- Saes G 006Document4 pagesSaes G 006AdnanAtifNo ratings yet
- Saep 201 PDFDocument5 pagesSaep 201 PDFRami ElloumiNo ratings yet
- Static Equipment ReliabilityDocument34 pagesStatic Equipment ReliabilityMahmoud RefaatNo ratings yet
- Sabp A 003Document83 pagesSabp A 003Maged GalalNo ratings yet
- Sabp J 902Document9 pagesSabp J 902kartik_harwani4387No ratings yet
- Best Practice: Saudi Aramco Desktop StandardsDocument36 pagesBest Practice: Saudi Aramco Desktop StandardsShubhodeep SarkarNo ratings yet
- Sabp J 701Document13 pagesSabp J 701Hassan Mokhtar50% (2)
- Saep 343Document74 pagesSaep 343mathew.genesis.inspNo ratings yet
- SAIC-A-2005 Rev 5 Leak TestDocument4 pagesSAIC-A-2005 Rev 5 Leak Testpookkoya thangalNo ratings yet
- Saes G 115Document9 pagesSaes G 115junaidNo ratings yet
- KBR Standard Project: Ipms Chains Safety EngineeringDocument13 pagesKBR Standard Project: Ipms Chains Safety EngineeringkamlNo ratings yet
- Sabp F 005Document17 pagesSabp F 005Eagle SpiritNo ratings yet
- Engineering Encyclopedia: Miscellaneous Mechanical ComponentsDocument36 pagesEngineering Encyclopedia: Miscellaneous Mechanical ComponentsLogeswaran AppaduraiNo ratings yet
- 00 Saip 06Document4 pages00 Saip 06Selvakpm06No ratings yet
- Sabp W 002Document7 pagesSabp W 002zoopladoNo ratings yet
- Why Asset Integrity Implementation FailsDocument2 pagesWhy Asset Integrity Implementation Failsmohsen m.aghabeglouNo ratings yet
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 31-Dec-14 MechDocument4 pagesSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 31-Dec-14 MechpravinNo ratings yet
- Saep 318Document28 pagesSaep 318brecht1980No ratings yet
- Saep 1105 PDFDocument7 pagesSaep 1105 PDFbalajiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- Dokumen - Tips Saep-1135pdfDocument12 pagesDokumen - Tips Saep-1135pdfArsalan HaiderNo ratings yet
- Presentasi - Cortec CGIDocument38 pagesPresentasi - Cortec CGImoch ardiansyahNo ratings yet
- Inspection Procedure: Saudi Aramco Desktop StandardsDocument90 pagesInspection Procedure: Saudi Aramco Desktop Standardssheikmoin100% (1)
- Saes K 110Document7 pagesSaes K 110Walid MegahedNo ratings yet
- Saep 1161Document51 pagesSaep 1161Anonymous 4IpmN7OnNo ratings yet
- Saep 1144Document23 pagesSaep 1144Amit shahNo ratings yet
- Procurement 6.1. Material List Requistion and InquiriesDocument3 pagesProcurement 6.1. Material List Requistion and InquiriesMercy EdemNo ratings yet
- Saep 51Document39 pagesSaep 51Anonymous 4IpmN7OnNo ratings yet
- Saep 20Document32 pagesSaep 20OMER ELFADILNo ratings yet
- CSWIP PI 11 01 Plant Inspectors 6th Edition March 2022Document11 pagesCSWIP PI 11 01 Plant Inspectors 6th Edition March 2022PatrickNo ratings yet
- 02 Saip 01Document6 pages02 Saip 01sathish KumarNo ratings yet
- Sabp Z 032Document20 pagesSabp Z 032Hassan MokhtarNo ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- PMT 10103Document9 pagesPMT 10103cvg ertdNo ratings yet
- #VIP 100221 Zonal IsolationDocument34 pages#VIP 100221 Zonal IsolationShady Ahmed100% (1)
- Small Bore Piping & Fittings - 06-July-2021Document69 pagesSmall Bore Piping & Fittings - 06-July-2021bashirNo ratings yet
- PMT 10303Document17 pagesPMT 10303Yousef Adel HassanenNo ratings yet
- Sabp G 010Document9 pagesSabp G 010shyamNo ratings yet
- Sabp P 008Document12 pagesSabp P 008shyamNo ratings yet
- Siva Builders: Client Preparation Before Meeting An Engineer or ContractorDocument2 pagesSiva Builders: Client Preparation Before Meeting An Engineer or ContractorshyamNo ratings yet
- Sabp L 002 PDFDocument27 pagesSabp L 002 PDFshyamNo ratings yet
- Sabp P 009Document29 pagesSabp P 009shyam100% (1)
- Sabp P 004Document11 pagesSabp P 004shyamNo ratings yet
- SAP IS OIL and Gas Downstream Online / Classroom Course ContentsDocument2 pagesSAP IS OIL and Gas Downstream Online / Classroom Course ContentsshyamNo ratings yet
- Pipe CalculatorDocument36 pagesPipe CalculatorshyamNo ratings yet
- Objective Civil Engineer: ResumeDocument3 pagesObjective Civil Engineer: ResumeshyamNo ratings yet
- Malakal STP ICB 03 Plant Apr 2016 Vol 1Document97 pagesMalakal STP ICB 03 Plant Apr 2016 Vol 1shyamNo ratings yet
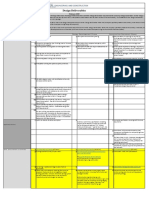
- Design Deliverables: February 2020Document5 pagesDesign Deliverables: February 2020shyamNo ratings yet
- PDFDocument616 pagesPDFshyamNo ratings yet
- Corrigendum No. 7Document1 pageCorrigendum No. 7shyamNo ratings yet
- 992 Powder Plant Package Part 12 of 23Document94 pages992 Powder Plant Package Part 12 of 23shyamNo ratings yet
- Question Bank TurbinDocument97 pagesQuestion Bank TurbinMinh Ngọc LêNo ratings yet
- Troubleshooting Turbine Steam Path Damage MechanismsDocument40 pagesTroubleshooting Turbine Steam Path Damage MechanismsMas Zuhad100% (1)
- API 619 STD Oil Flooded Screw Compressor PDFDocument8 pagesAPI 619 STD Oil Flooded Screw Compressor PDFfernando_hccrude100% (2)
- Compressor WashingDocument10 pagesCompressor Washingsamil68100% (1)
- Nice Paper On Rotor DynamicsDocument23 pagesNice Paper On Rotor Dynamicsfosroc1878580% (5)
- Air Compressors (MOD)Document72 pagesAir Compressors (MOD)ROSHAN100% (1)
- J Fluids Engineering 2009 Vol 131 N7Document132 pagesJ Fluids Engineering 2009 Vol 131 N7Нильва Александр100% (1)
- Brief History Of: Centrifugal ChillersDocument7 pagesBrief History Of: Centrifugal ChillersKaushikNo ratings yet
- Installing A Centrifugal Air Compressor: by Rick Stasyshan and Ian Macleod, Compressed Air & Gas InstituteDocument5 pagesInstalling A Centrifugal Air Compressor: by Rick Stasyshan and Ian Macleod, Compressed Air & Gas Institutehamedia83No ratings yet
- Control and Operation of Centrifugal Gas CompressorsDocument6 pagesControl and Operation of Centrifugal Gas CompressorsRoozbeh PNo ratings yet
- Lab Handouts - Ver Spring2023 MEPDocument248 pagesLab Handouts - Ver Spring2023 MEPMuhammad AshrafNo ratings yet
- PDF Hibon Sme Series Operation ManualDocument43 pagesPDF Hibon Sme Series Operation ManualMahmoud MagdyNo ratings yet
- Compressors - Fans & Blowers TrainingDocument107 pagesCompressors - Fans & Blowers TrainingArjun Shantaram ZopeNo ratings yet
- Fundamental Desgin Control Central Chilled Water Plant IpDocument336 pagesFundamental Desgin Control Central Chilled Water Plant IpAbou Hasiba Mohamed92% (12)
- Sanitaire Difussers AerationDocument16 pagesSanitaire Difussers Aerationxbelda5041No ratings yet
- Study of Small Gas Turbine Engines of Thrust 1-5KNDocument6 pagesStudy of Small Gas Turbine Engines of Thrust 1-5KNInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Chapter 4Document34 pagesChapter 4Ahmad TahirNo ratings yet
- CompressorsDocument49 pagesCompressorsashishdane100% (1)
- Trane Submittal CVGF 650Document10 pagesTrane Submittal CVGF 650jun005No ratings yet
- CompressorDocument20 pagesCompressorS R Akhil KrishnanNo ratings yet
- PDFDocument6 pagesPDFJithin kvNo ratings yet
- Type of PumpsDocument16 pagesType of PumpsABHIJEET DHOBALENo ratings yet
- Compact Fans For AC and DC Catalog 2016E EN PDFDocument272 pagesCompact Fans For AC and DC Catalog 2016E EN PDFplennyNo ratings yet
- On Tap C1,2,3Document37 pagesOn Tap C1,2,3lnp23112003No ratings yet
- I. Fungsi Propylene Recovery UnitDocument25 pagesI. Fungsi Propylene Recovery Unitars danuNo ratings yet
- Gas Turbine and Turbomachinery Education at Carleton UniversityDocument10 pagesGas Turbine and Turbomachinery Education at Carleton UniversityJeeEianYannNo ratings yet
- Centrifugal Blower Test Rig PDFDocument7 pagesCentrifugal Blower Test Rig PDFGurmeet Mehma100% (2)
- VIKTOR SCHAUBERGER REPULSIN A and BDocument15 pagesVIKTOR SCHAUBERGER REPULSIN A and Bmarinboy30No ratings yet
- Aero 2021Document287 pagesAero 2021Vinodh EwardsNo ratings yet
- Aversa DP Cat RO EN PDFDocument16 pagesAversa DP Cat RO EN PDFmatache temelieNo ratings yet