You might also like
- Scip2 TGXDocument6 pagesScip2 TGXKarthikeyan Ganesan100% (1)
- Ut Report-1 PDFDocument1 pageUt Report-1 PDFsureshrathod2No ratings yet
- 10 Steps To Dream Building: - A Publication of Center My CenterDocument19 pages10 Steps To Dream Building: - A Publication of Center My CenterRamalakshmi100% (2)
- Bec Vantage Practice TestsDocument35 pagesBec Vantage Practice TestsHilda FlorNo ratings yet
- Manual Micro DNC 2dDocument31 pagesManual Micro DNC 2dDiego GarciaNo ratings yet
- Ir - L1904-32 17apr19-Mt (Sfjt-E)Document5 pagesIr - L1904-32 17apr19-Mt (Sfjt-E)Alleyson Akin100% (1)
- 75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Document1 page75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Mohamed El-SawahNo ratings yet
- Business Plan For Mobile Food CourtDocument13 pagesBusiness Plan For Mobile Food CourtMd. Al- AminNo ratings yet
- Paut 16Document4 pagesPaut 16maroof mNo ratings yet
- Arbab Polypack UT Inspection ReportDocument4 pagesArbab Polypack UT Inspection ReportMD Shadikul Huq ShezanNo ratings yet
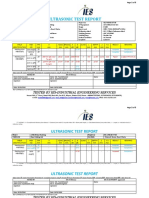
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument4 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic inspection reportDocument1 pageUltrasonic inspection reportMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Inspection ReportDocument1 pageUltrasonic Inspection ReportMD Shadikul Huq ShezanNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Gpti Qicl J931 Mut 041Document3 pagesGpti Qicl J931 Mut 041uselessinstaid52No ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument4 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument3 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Gpti Qicl 032Document2 pagesGpti Qicl 032uselessinstaid52No ratings yet
- CPP HT Pipeline ReportDocument301 pagesCPP HT Pipeline ReportAbdulkaderNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesAmit HasanNo ratings yet
- 1-UT-Pot Shell 588Document2 pages1-UT-Pot Shell 588Azhar GulzarNo ratings yet
- Ultrasonic Test ReportDocument3 pagesUltrasonic Test ReportMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Gpti Qicl J931 Mut 004Document3 pagesGpti Qicl J931 Mut 004uselessinstaid52No ratings yet
- Gpti Qicl J931 Mut 019Document3 pagesGpti Qicl J931 Mut 019uselessinstaid52No ratings yet
- CAT-ECI-19-035 Pad Eyes On M 310B Fan Room (AFT) Rigging Locker #7Document3 pagesCAT-ECI-19-035 Pad Eyes On M 310B Fan Room (AFT) Rigging Locker #7Komang Triwahyudi100% (1)
- Ut Report - 018 - Fab Tech Abudhabi LLC 19.04.2018Document2 pagesUt Report - 018 - Fab Tech Abudhabi LLC 19.04.2018ADOBEENo ratings yet
- Content 20240115185834Document2 pagesContent 20240115185834BLY YEDEKPA NOEL BENITONo ratings yet
- Ut ProcedureDocument2 pagesUt ProcedureJJ WeldingNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Ultrasonic Inspection Report: REPORT NO.-UT-HB-1003723Document1 pageUltrasonic Inspection Report: REPORT NO.-UT-HB-1003723Ahmed GomaaNo ratings yet
- Radiography OfferDocument1 pageRadiography OfferRavi patelNo ratings yet
- Liquid Penetrant and Ultrasonic Test ReportsDocument2 pagesLiquid Penetrant and Ultrasonic Test ReportsNiranjan KumarNo ratings yet
- Gpti Qicl J931 Mut 002Document2 pagesGpti Qicl J931 Mut 002uselessinstaid52No ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Industrial Ultrasonic ReportDocument2 pagesIndustrial Ultrasonic ReportShifat UllahNo ratings yet
- Liquid Penetrant Testing Report for KIZAD Gas Network ConstructionDocument1 pageLiquid Penetrant Testing Report for KIZAD Gas Network ConstructionAvijit DebnathNo ratings yet
- CB-043 Mpi Exp-02 Apr 2024Document1 pageCB-043 Mpi Exp-02 Apr 2024Ahmed Abu EleninNo ratings yet
- UT REport For Nornal Probe Shah CementDocument1 pageUT REport For Nornal Probe Shah CementMD Shadikul Huq ShezanNo ratings yet
- ACS GW 24 001 AR029 Gose Neck ThreadDocument1 pageACS GW 24 001 AR029 Gose Neck Threadarehmanmirza1990No ratings yet
- Int'L NDT Services: Magnetic Particle Examination ReportDocument3 pagesInt'L NDT Services: Magnetic Particle Examination Reportsarsan nedumkuzhiNo ratings yet
- Amir Construction & Company Ltd. Manlift UT Report-14 (06.10.22)(1)Document3 pagesAmir Construction & Company Ltd. Manlift UT Report-14 (06.10.22)(1)sumit singhNo ratings yet
- Phased Array Ultrasonic Examination Report: Contractor: Report No.: Client: Exam DateDocument1 pagePhased Array Ultrasonic Examination Report: Contractor: Report No.: Client: Exam DateshervinyNo ratings yet
- Calibration Certificate for Coating Thickness GaugeDocument2 pagesCalibration Certificate for Coating Thickness GaugeSaptarshi DasNo ratings yet
- MT RSDocument37 pagesMT RSdeari nur azisNo ratings yet
- Offshore Wind Farm Jacket Inspection ReleaseDocument2 pagesOffshore Wind Farm Jacket Inspection ReleasejeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- Bis-Dk-Rt-1049 - Ip2022-CeDocument2 pagesBis-Dk-Rt-1049 - Ip2022-CeTomasPavlovicNo ratings yet
- Industriat Training (IITS) A I-Eading NF) T: Inspection CornparryDocument1 pageIndustriat Training (IITS) A I-Eading NF) T: Inspection Cornparryআশার আলোNo ratings yet
- Ut Report - 031 - Etihad Rail DB - 22.11.2017Document2 pagesUt Report - 031 - Etihad Rail DB - 22.11.2017ADOBEENo ratings yet
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- A-Star Magnetic Particle Testing ReportDocument8 pagesA-Star Magnetic Particle Testing ReportHari KarthickNo ratings yet
- Report No - 038 - NFT Specialized - 20.11.2018Document1 pageReport No - 038 - NFT Specialized - 20.11.2018ADOBEENo ratings yet
- Interloop Satellite Stitching Unit Inspection Reports and Calibration ServicesDocument13 pagesInterloop Satellite Stitching Unit Inspection Reports and Calibration ServicesFraz AhmadNo ratings yet
- Ultrasonic Exam Report Steam Drum JointsDocument3 pagesUltrasonic Exam Report Steam Drum JointsBalkishan DyavanapellyNo ratings yet
- Sievert Emirates Inspection L.L.C.: Magnetic Particle Testing ReportDocument1 pageSievert Emirates Inspection L.L.C.: Magnetic Particle Testing ReportAvijit DebnathNo ratings yet
- BILL OF NDT Inspection: To From IES-Industrial Engineering ServicesDocument2 pagesBILL OF NDT Inspection: To From IES-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- MD - Akibur Sheikh PT Test ReportDocument2 pagesMD - Akibur Sheikh PT Test ReportMD Shadikul Huq ShezanNo ratings yet
- Sujan Das PT Test ReportDocument2 pagesSujan Das PT Test ReportMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Testing Report Summary for Rooppur Nuclear Power Plant Butt JointsDocument3 pagesUltrasonic Testing Report Summary for Rooppur Nuclear Power Plant Butt JointsMD Shadikul Huq ShezanNo ratings yet
- Sujan Das WQTDocument2 pagesSujan Das WQTMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- UT REport For Nornal Probe Shah CementDocument1 pageUT REport For Nornal Probe Shah CementMD Shadikul Huq ShezanNo ratings yet
- MD - Akibur Sheikh WQTDocument2 pagesMD - Akibur Sheikh WQTMD Shadikul Huq ShezanNo ratings yet
- IES-Industrial Engineering Services for NDT, Cathodic Protection, and Mechanical ServicesDocument1 pageIES-Industrial Engineering Services for NDT, Cathodic Protection, and Mechanical ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Heder Boiler Room Hydrolic TestDocument5 pagesHeder Boiler Room Hydrolic TestMD Shadikul Huq ShezanNo ratings yet
- IES-Hydraulic Test ReportDocument4 pagesIES-Hydraulic Test ReportMD Shadikul Huq ShezanNo ratings yet
- Ies-Industrial Engineering Services: Hydraulic Test ReportDocument7 pagesIes-Industrial Engineering Services: Hydraulic Test ReportMD Shadikul Huq ShezanNo ratings yet
- IES-Hydraulic Test ReportDocument4 pagesIES-Hydraulic Test ReportMD Shadikul Huq ShezanNo ratings yet
- Ies-Industrial Engineering Services: Ultrasonoic Thickness Gauge ReportDocument1 pageIes-Industrial Engineering Services: Ultrasonoic Thickness Gauge ReportMD Shadikul Huq ShezanNo ratings yet
- Boiler UTG Seperation Wall Burner SideDocument2 pagesBoiler UTG Seperation Wall Burner SideMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test ReportDocument3 pagesUltrasonic Test ReportMD Shadikul Huq ShezanNo ratings yet
- Date Description Serial No Quantity Weight/ PecessDocument12 pagesDate Description Serial No Quantity Weight/ PecessMD Shadikul Huq ShezanNo ratings yet
- Help For Report ShezanDocument5 pagesHelp For Report ShezanMD Shadikul Huq ShezanNo ratings yet
- MailDocument1 pageMailMD Shadikul Huq ShezanNo ratings yet
- Tested by Ies-Industrial Engineering Services: Data and Test SpecimenDocument7 pagesTested by Ies-Industrial Engineering Services: Data and Test SpecimenMD Shadikul Huq ShezanNo ratings yet
- Ies-Industrial Engineering Services: BILL OF NDT InspectionDocument1 pageIes-Industrial Engineering Services: BILL OF NDT InspectionMD Shadikul Huq ShezanNo ratings yet
- F INALITYp 3Document23 pagesF INALITYp 3api-3701467100% (1)
- Incidentrequest Closed Monthly JunDocument250 pagesIncidentrequest Closed Monthly Junأحمد أبوعرفهNo ratings yet
- Telecommunications: Office of The Communications Authority (OFCA)Document2 pagesTelecommunications: Office of The Communications Authority (OFCA)ChiWoTangNo ratings yet
- Index NumbersDocument23 pagesIndex NumbersemmaNo ratings yet
- Davall Stock Gears Worm Wheel Gear Sets 17pages PDFDocument17 pagesDavall Stock Gears Worm Wheel Gear Sets 17pages PDFharish ahireNo ratings yet
- PH of Fatty Quaternary Ammonium Chlorides: Standard Test Method ForDocument2 pagesPH of Fatty Quaternary Ammonium Chlorides: Standard Test Method ForAl7amdlellahNo ratings yet
- Organisation Structure and Management RolesDocument26 pagesOrganisation Structure and Management RolesFiona TauroNo ratings yet
- Storytelling Tips from Salesforce CEO Marc BenioffDocument2 pagesStorytelling Tips from Salesforce CEO Marc BenioffvsrajkumarNo ratings yet
- Slimline F96T12 DX Alto: Product Family Description T12 Single Pin Linear Fluorescent LampsDocument2 pagesSlimline F96T12 DX Alto: Product Family Description T12 Single Pin Linear Fluorescent LampsJon GosnellNo ratings yet
- One SheetDocument1 pageOne Sheetadeel ghouseNo ratings yet
- Career Profile: Nidhi PathakDocument4 pagesCareer Profile: Nidhi PathaknidhipathakNo ratings yet
- BiomassGasificationFoam: OpenFOAM solver for biomass gasificationDocument29 pagesBiomassGasificationFoam: OpenFOAM solver for biomass gasificationbinho58No ratings yet
- Vargas V YapticoDocument4 pagesVargas V YapticoWilfredo Guerrero IIINo ratings yet
- Pengembangan Lembar Kegiatan Siswa Berbasis Online Berbantuan Geogebra Book Untuk Siswa SMA Kelas X Pada Materi TrigonometriDocument15 pagesPengembangan Lembar Kegiatan Siswa Berbasis Online Berbantuan Geogebra Book Untuk Siswa SMA Kelas X Pada Materi TrigonometriNovita Rizki YustianiNo ratings yet
- SQL Server Management Studio Database Engine Query Editor Window - Microsoft DocsDocument6 pagesSQL Server Management Studio Database Engine Query Editor Window - Microsoft DocsAchamyeleh TamiruNo ratings yet
- UntitledDocument29 pagesUntitledsav 1011100% (1)
- IWR 0174 Ed12 - Jabra Headsets Amplifiers - OmniPCXplatforms - SoftphonesDocument83 pagesIWR 0174 Ed12 - Jabra Headsets Amplifiers - OmniPCXplatforms - SoftphonesAsnake TegenawNo ratings yet
- Unit-II Inheritance and PointersDocument140 pagesUnit-II Inheritance and PointersAbhishekNo ratings yet
- Rolling ResistanceDocument12 pagesRolling Resistancemu_rajesh3415No ratings yet
- Samahan NG Manggagawa NG Hanjin Vs BLRDocument11 pagesSamahan NG Manggagawa NG Hanjin Vs BLRPhrexilyn PajarilloNo ratings yet
- Material: Ref Note: Rev # Description Appv. Rev DateDocument1 pageMaterial: Ref Note: Rev # Description Appv. Rev DateNimish TaterhNo ratings yet
- Feasibility ReportDocument10 pagesFeasibility ReportAdityaNo ratings yet
- PACiS GTW EN O C80Document170 pagesPACiS GTW EN O C80paradiseparasNo ratings yet
- Federal Ombudsmen Institutional Reforms Act, 2013Document8 pagesFederal Ombudsmen Institutional Reforms Act, 2013Adv HmasNo ratings yet
- Solenoid Valves 2/2 210: Pilot Operated FL Oating Diaphragm 3/8 To 2Document4 pagesSolenoid Valves 2/2 210: Pilot Operated FL Oating Diaphragm 3/8 To 2AlexanderNo ratings yet
- S3 Unseen PracticeDocument7 pagesS3 Unseen PracticeTanush GoelNo ratings yet