You might also like
- Manual Hydrill K20-5000Document16 pagesManual Hydrill K20-5000IgorCencič100% (3)
- Oilfield Dynamometer Surveys - Pump Card Interpretation & How They WorkDocument5 pagesOilfield Dynamometer Surveys - Pump Card Interpretation & How They WorkMaria JoseNo ratings yet
- Fluid Tech-Info enDocument17 pagesFluid Tech-Info enadhityaNo ratings yet
- Nexus 4-1/16” 10K Two Door Stripper Technical ManualDocument26 pagesNexus 4-1/16” 10K Two Door Stripper Technical ManualPastor Velasquez100% (1)
- Hydril K10 K20 Installation ManualDocument21 pagesHydril K10 K20 Installation ManualTitanBOP100% (1)
- Cement AdditivesDocument166 pagesCement AdditivesMehdi Norouzi100% (2)
- ACT 7 Packer Technical ManualDocument15 pagesACT 7 Packer Technical ManualyasirismNo ratings yet
- Vendor ListDocument20 pagesVendor ListCE CERTIFICATENo ratings yet
- Operating and Service Manual For Hyd. Act. Series 4000,5000,6500Document24 pagesOperating and Service Manual For Hyd. Act. Series 4000,5000,6500Mehdi Norouzi100% (1)
- 5.12 Bop Es 15MDocument30 pages5.12 Bop Es 15MJavier Rivas50% (2)
- Anular Gk13-5 (0101a) CompactDocument28 pagesAnular Gk13-5 (0101a) CompactLeonardo SotilloNo ratings yet
- W E L L H E A D T U T O R I A L: Technical Services Unit Abolfazl AnsariDocument14 pagesW E L L H E A D T U T O R I A L: Technical Services Unit Abolfazl AnsariMehdi NorouziNo ratings yet
- FakinasolDocument17 pagesFakinasolmasgontarNo ratings yet
- Workover ProceduresDocument9 pagesWorkover ProceduresAnonymous eGlNdZNo ratings yet
- Hub assembly documentsDocument5 pagesHub assembly documentsHumberto Augusto de Borba100% (1)
- BOP-EU QuadDocument20 pagesBOP-EU QuadMarvin Omaña100% (2)
- Manual Bomba DuckowDocument378 pagesManual Bomba DuckowJonathan Velasquez Castro100% (2)
- Assignment Co OperationsDocument20 pagesAssignment Co Operationsyasirism100% (2)
- Instructions-Parts List 306-517: 8000 Psi (560 Bar) Maximum Working PressureDocument16 pagesInstructions-Parts List 306-517: 8000 Psi (560 Bar) Maximum Working PressureErnesto Alonzo Avater Avater100% (1)
- Shandong KERUI 13 5/8′′-5000psi Ram BOP ManualDocument35 pagesShandong KERUI 13 5/8′′-5000psi Ram BOP ManualDorin Radu100% (1)
- KL-22 Liner Integrity Test Procedures (Rev JJC)Document7 pagesKL-22 Liner Integrity Test Procedures (Rev JJC)Hamza HamzaNo ratings yet
- PolySep PS 250Document9 pagesPolySep PS 250airmacmexNo ratings yet
- Well Program Bangko # 317Document21 pagesWell Program Bangko # 317Ryan SinagaNo ratings yet
- Maintain Annular BOP EfficiencyDocument21 pagesMaintain Annular BOP EfficiencyDavid GonzalezNo ratings yet
- Test Fixture Design GuidelinesDocument20 pagesTest Fixture Design Guidelinesabi raja100% (1)
- Pump Preservation Guide 2p121266Document6 pagesPump Preservation Guide 2p121266oswaldo58No ratings yet
- Main Products IntroductionDocument99 pagesMain Products Introductionmliugong100% (1)
- D601005184 Man 001Document17 pagesD601005184 Man 001Riski Kurniawan100% (1)
- Well Test Analysis for Fractured Reservoir EvaluationFrom EverandWell Test Analysis for Fractured Reservoir EvaluationRating: 5 out of 5 stars5/5 (1)
- Model D Tech Unit Stripper Packer SpecsDocument14 pagesModel D Tech Unit Stripper Packer SpecsДудла Станіслав100% (1)
- Motors MAN Part Books PDFDocument158 pagesMotors MAN Part Books PDFAli Gujir100% (3)
- 7 Inch Liner Cementing ProgramDocument44 pages7 Inch Liner Cementing ProgramMarvin OmañaNo ratings yet
- Manual - CRT-GYR-1730-08Document28 pagesManual - CRT-GYR-1730-08ferry2005No ratings yet
- Ogme Recorder ManualDocument21 pagesOgme Recorder ManualJacob SánchezNo ratings yet
- 186.350.050 Samson - Instruction Manual Liquid Ring Pump-ComprimidoDocument32 pages186.350.050 Samson - Instruction Manual Liquid Ring Pump-ComprimidoMario Giovanni Salvago VenencianoNo ratings yet
- GD Qf450sb FeDocument11 pagesGD Qf450sb FeCesar MoraNo ratings yet
- M60es54 P549yb Man 001Document21 pagesM60es54 P549yb Man 001Riski KurniawanNo ratings yet
- Calibrating BFP Turbine Expansion SensorsDocument9 pagesCalibrating BFP Turbine Expansion Sensorsnaresh977977No ratings yet
- Ponndorf Type P Bomba RodillosDocument27 pagesPonndorf Type P Bomba RodillosFRANNo ratings yet
- MANEC5Document18 pagesMANEC5RC Villeda100% (1)
- 7.06 EC 10M SINGLE BOP manDocument20 pages7.06 EC 10M SINGLE BOP manRafael BolivarNo ratings yet
- Bridge PlugDocument40 pagesBridge PlugDIEUDONNE MBAIKETENo ratings yet
- MPX Magnetostrictive Level Sensors User Manual: For The MPX-FDocument40 pagesMPX Magnetostrictive Level Sensors User Manual: For The MPX-FFaisalNo ratings yet
- M60es44 P449y Man 001Document23 pagesM60es44 P449y Man 001Riski Kurniawan100% (1)
- Downhole Pressure FracDocument11 pagesDownhole Pressure FracRamanamurthy PalliNo ratings yet
- 110-KA-701B Maint ReportDocument15 pages110-KA-701B Maint ReportDIPANKAR LALANo ratings yet
- DLH Packer: DescriptionDocument6 pagesDLH Packer: DescriptionDEATH ASSASSIN GAMERNo ratings yet
- R80S600 1200 UmDocument38 pagesR80S600 1200 Umryan avinoNo ratings yet
- Manual de Peças J006Document820 pagesManual de Peças J006Rodrigo ValcacioNo ratings yet
- 4 in WL Bop & RiserDocument19 pages4 in WL Bop & RisersambhajiNo ratings yet
- 08 Stuck Pipe, FishingDocument12 pages08 Stuck Pipe, Fishingentrepreneur cpaNo ratings yet
- APHS - 31120 Technıcal DataDocument6 pagesAPHS - 31120 Technıcal DataPraveen Kumar PedapudiNo ratings yet
- Actuator - 655R IOMDocument14 pagesActuator - 655R IOMvkeie0206No ratings yet
- EGYWELLS-WP-008 - Low CITHP Well SSSV TestingDocument4 pagesEGYWELLS-WP-008 - Low CITHP Well SSSV TestingEduard GadzhievNo ratings yet
- Practical Exercises ManualDocument162 pagesPractical Exercises ManualSardar HassanNo ratings yet
- BN-86 FBUS Program Field SurveillanceDocument7 pagesBN-86 FBUS Program Field SurveillanceRick Raynold ClaudiusNo ratings yet
- d601000258 Man 001Document24 pagesd601000258 Man 001Oswaldo VillarroelNo ratings yet
- Alp MN-756 75518Document12 pagesAlp MN-756 75518eddie0fongNo ratings yet
- DXXXX-QSOP - Stripping ProceduresDocument5 pagesDXXXX-QSOP - Stripping Proceduresharry mulyafitNo ratings yet
- Hl-600 Series: Laser PrinterDocument13 pagesHl-600 Series: Laser PrintertonerusaNo ratings yet
- TSE, ENGINEERING REPORT, TSE SDP-70 Drum StrengthDocument7 pagesTSE, ENGINEERING REPORT, TSE SDP-70 Drum Strengthpetrone.andrea20No ratings yet
- Powerplant Winch SpecsDocument8 pagesPowerplant Winch SpecsArielHueteNo ratings yet
- 3.06 ES 10K DUAL BOP manDocument15 pages3.06 ES 10K DUAL BOP manRafael BolivarNo ratings yet
- Denison T7-T67-T6 Series Service ManualDocument35 pagesDenison T7-T67-T6 Series Service ManualjohnNo ratings yet
- Mud Flow Meter Diamec U-Series Ed.0Document12 pagesMud Flow Meter Diamec U-Series Ed.0Mario Antonio Zurita RosalesNo ratings yet
- Manual Quad BopDocument28 pagesManual Quad BopParag PadoleNo ratings yet
- 04 Optimising Cementing PDFDocument15 pages04 Optimising Cementing PDFHamza HamzaNo ratings yet
- Section Iv: Class G CementDocument10 pagesSection Iv: Class G CementMehdi NorouziNo ratings yet
- Description:: Coil Tubing Cutters For 1" To 1-1/2" Coil TubingDocument1 pageDescription:: Coil Tubing Cutters For 1" To 1-1/2" Coil TubingMehdi NorouziNo ratings yet
- Lost Circulation While Cementing, Kingdom DrillingDocument13 pagesLost Circulation While Cementing, Kingdom DrillingMehdi NorouziNo ratings yet
- 04 Optimising Cementing PDFDocument15 pages04 Optimising Cementing PDFHamza HamzaNo ratings yet
- Basic USIT InterpretationDocument10 pagesBasic USIT InterpretationMehdi NorouziNo ratings yet
- Contingent Squeez Cementing, Kingdom DrillingDocument9 pagesContingent Squeez Cementing, Kingdom DrillingMehdi NorouziNo ratings yet
- Plugback CementingDocument24 pagesPlugback CementingMehdi NorouziNo ratings yet
- MSC Drilling Engineering: Peter Aird. Kingdom Drilling Services LTDDocument18 pagesMSC Drilling Engineering: Peter Aird. Kingdom Drilling Services LTDMahesh MahajanNo ratings yet
- Material Specification Guide PDFDocument5 pagesMaterial Specification Guide PDFZohaib MaqboolNo ratings yet
- Deepwater Cementing at The Gjallar Ridge Offshore Norway PDFDocument7 pagesDeepwater Cementing at The Gjallar Ridge Offshore Norway PDFEmad JamshidiNo ratings yet
- Well BallooningDocument2 pagesWell BallooningMehdi NorouziNo ratings yet
- Material SelectionDocument12 pagesMaterial SelectionDeepak SareenNo ratings yet
- CH2 Choke Calibration Rev ADocument3 pagesCH2 Choke Calibration Rev AMehdi NorouziNo ratings yet
- Gaskets and Seal Technology 2 PDFDocument1 pageGaskets and Seal Technology 2 PDFMehdi NorouziNo ratings yet
- Wood Group Pressure Control Wellheads Chosen by PEMEX For Onshore FieldsDocument2 pagesWood Group Pressure Control Wellheads Chosen by PEMEX For Onshore FieldsMehdi NorouziNo ratings yet
- 3-5M With Manual Override PDFDocument1 page3-5M With Manual Override PDFMehdi NorouziNo ratings yet
- CH2 Choke Calibration Sleeve Installation Rev ADocument2 pagesCH2 Choke Calibration Sleeve Installation Rev AMehdi NorouziNo ratings yet
- Casing Hangers PDFDocument1 pageCasing Hangers PDFMehdi NorouziNo ratings yet
- Gaskets and Seal TechnologyDocument1 pageGaskets and Seal TechnologyMehdi NorouziNo ratings yet
- ChokesDocument1 pageChokesMehdi NorouziNo ratings yet
- Well2 PDFDocument1 pageWell2 PDFMehdi NorouziNo ratings yet
- Examples of SealsDocument4 pagesExamples of SealsMehdi NorouziNo ratings yet
- SummryDocument1 pageSummryMehdi NorouziNo ratings yet
- Surface Well Pressure Control ComponentsDocument2 pagesSurface Well Pressure Control ComponentsMehdi NorouziNo ratings yet
- Remove Valve Plug LubricatorDocument1 pageRemove Valve Plug LubricatorMehdi NorouziNo ratings yet
- VR Plugs & LubricatorDocument1 pageVR Plugs & LubricatorMehdi NorouziNo ratings yet
- Set Instruksi - Addressing Mode Dan FormatDocument25 pagesSet Instruksi - Addressing Mode Dan Formatgameprjct 2No ratings yet
- ns2584 BollardsDocument1 pagens2584 Bollardscoc verificationNo ratings yet
- Device/PLC Connection Manuals SummaryDocument5 pagesDevice/PLC Connection Manuals SummaryderbalijalelNo ratings yet
- 5ESSDocument59 pages5ESSkumarank12100% (1)
- Parker Steam Boiler Quarterly Inspection Report: QTR 101-5Document2 pagesParker Steam Boiler Quarterly Inspection Report: QTR 101-5Danu KautsarNo ratings yet
- Lecture On Parts of A Compound Microscope S7Document1 pageLecture On Parts of A Compound Microscope S7Jayson PinedaNo ratings yet
- LT9211 Datasheet R2.1Document18 pagesLT9211 Datasheet R2.1周勇No ratings yet
- Amphenol A SeriesDocument36 pagesAmphenol A SeriesAMNo ratings yet
- CPA VES Type AV CatalogueDocument16 pagesCPA VES Type AV CatalogueBembotas BembaNo ratings yet
- Airframe Control Ball Bearings - DSRP, GDSRP Series Self-Aligning RollerDocument1 pageAirframe Control Ball Bearings - DSRP, GDSRP Series Self-Aligning RollerSeba PaceNo ratings yet
- Advanced Chassis and Body Control Systems-Part2Document60 pagesAdvanced Chassis and Body Control Systems-Part2aliNo ratings yet
- Data Acquisition Systems Communicate With Microprocessors Over 4 WiresDocument2 pagesData Acquisition Systems Communicate With Microprocessors Over 4 WiresAnonymous Y6EW7E1Gb3No ratings yet
- Computer Event AdvertDocument5 pagesComputer Event AdvertJAMES WARURUNo ratings yet
- Bentley Int Arnage 2007Document20 pagesBentley Int Arnage 2007Ian HarrisNo ratings yet
- PL Valve & FittingDocument11 pagesPL Valve & FittingHasanNo ratings yet
- Chapter 4 - MP DSBDocument42 pagesChapter 4 - MP DSBsheham ihjamNo ratings yet
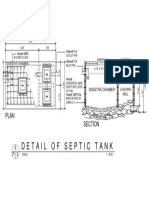
- Septic tank design with inlet and outlet pipesDocument1 pageSeptic tank design with inlet and outlet pipesar. berna quiambaoNo ratings yet
- Washing Machine: Owner'S ManualDocument92 pagesWashing Machine: Owner'S ManualmarkoloniusNo ratings yet
- Alaris P5000 IVAC Syringe Pump - Service ManualDocument293 pagesAlaris P5000 IVAC Syringe Pump - Service ManualRémi GraillotNo ratings yet
- Peralatan Sistem Tenaga ListrikDocument13 pagesPeralatan Sistem Tenaga ListrikHarfiana MaharaniNo ratings yet
- Dokumen - Tips Rse 220 Parts Catalogue2Document94 pagesDokumen - Tips Rse 220 Parts Catalogue2deepaNo ratings yet
- Datasheet - DOD 220A - I DS 150 en 2019 A PDFDocument2 pagesDatasheet - DOD 220A - I DS 150 en 2019 A PDFGabriel PopNo ratings yet
- Lack of power, vibration, and DTCs? Replace SCV/FRP regulatorDocument6 pagesLack of power, vibration, and DTCs? Replace SCV/FRP regulatorAsep SaefullohNo ratings yet
- Embroidery MachineDocument163 pagesEmbroidery MachineWilson GuedesNo ratings yet
- Carrier 06D 06E SeriesDocument40 pagesCarrier 06D 06E SerieskuatifansyahNo ratings yet
- Computer Organization Unit-1Document147 pagesComputer Organization Unit-1Akula Lakshmi SreenivasuluNo ratings yet