You might also like
- Parveen: Technical ManualDocument16 pagesParveen: Technical ManualDEATH ASSASSIN GAMERNo ratings yet
- 6.37 Combi Bop ManualDocument23 pages6.37 Combi Bop ManualDEATH ASSASSIN GAMERNo ratings yet
- Maintain Single Shear Seal BOPDocument22 pagesMaintain Single Shear Seal BOPDEATH ASSASSIN GAMERNo ratings yet
- 5.12 Bop Es 15MDocument30 pages5.12 Bop Es 15MJavier Rivas50% (2)
- Tech 1440 ManDocument23 pagesTech 1440 ManRiski Kurniawan67% (3)
- 3.06 Quad BOP 10K EH PDFDocument28 pages3.06 Quad BOP 10K EH PDFOvRrj Ahmed0% (1)
- M60es44 P449y Man 001Document23 pagesM60es44 P449y Man 001Riski Kurniawan100% (1)
- BopDocument22 pagesBopŞadCherietŞık100% (2)
- M60es44 L449XB QC Man 001Document22 pagesM60es44 L449XB QC Man 001Riski KurniawanNo ratings yet
- Technical Manual CT Bop 5.12 10K Es54 Single P/S M60es54-U543xl-Man-001Document16 pagesTechnical Manual CT Bop 5.12 10K Es54 Single P/S M60es54-U543xl-Man-001Riski KurniawanNo ratings yet
- 4.06 Eh 10M Triple Combi BopDocument20 pages4.06 Eh 10M Triple Combi BopKerman BaezNo ratings yet
- Tech Manual: Tech-5.12 10K Eh Dual Combi InvDocument22 pagesTech Manual: Tech-5.12 10K Eh Dual Combi InvRiski KurniawanNo ratings yet
- M60es54 S549y Man 001Document14 pagesM60es54 S549y Man 001Riski Kurniawan100% (1)
- 3.06 ES 10K DUAL BOP manDocument15 pages3.06 ES 10K DUAL BOP manRafael BolivarNo ratings yet
- 4.06" Quad-Ram BOP ManualDocument28 pages4.06" Quad-Ram BOP ManualDEATH ASSASSIN GAMERNo ratings yet
- Texas Oil Tools: "EH34" 3.06" 10M Quad BOPDocument32 pagesTexas Oil Tools: "EH34" 3.06" 10M Quad BOPjose perozo100% (2)
- Tech Manual: Tech-5.12 10K Eh Triple W/ LRG S/SDocument33 pagesTech Manual: Tech-5.12 10K Eh Triple W/ LRG S/SRiski KurniawanNo ratings yet
- 7.06 EC 10M SINGLE BOP manDocument20 pages7.06 EC 10M SINGLE BOP manRafael BolivarNo ratings yet
- Tech Manual: Tech-4.06 10K Es44 Quad QcmaDocument23 pagesTech Manual: Tech-4.06 10K Es44 Quad QcmaRiski Kurniawan100% (1)
- Portable Cargo Pump TK80 Simillar To Marflex Portable PPDocument18 pagesPortable Cargo Pump TK80 Simillar To Marflex Portable PPSubramoniam MarineNo ratings yet
- PVG32 Assembly and Testing ProceduresDocument15 pagesPVG32 Assembly and Testing Proceduresjose manuel barroso pantojaNo ratings yet
- Trainee Name: Trainee Engineer Mechanical Maintenance DeptDocument50 pagesTrainee Name: Trainee Engineer Mechanical Maintenance DeptAdnan119No ratings yet
- PSI PumpsDocument12 pagesPSI PumpsagiacomuzoNo ratings yet
- Tech Manual: Tech-5.12 10K Es54 Dual QcmaDocument24 pagesTech Manual: Tech-5.12 10K Es54 Dual QcmaRiski KurniawanNo ratings yet
- Model FCDocument23 pagesModel FCLeandroNo ratings yet
- P2 Series InstallationlManualDocument6 pagesP2 Series InstallationlManualGianna FrolaNo ratings yet
- Checklist RigDocument104 pagesChecklist RigKiryaki Francis100% (2)
- BOP Quad 3.06 10KDocument33 pagesBOP Quad 3.06 10KWill CastellanosNo ratings yet
- M60eh44 Man 001Document40 pagesM60eh44 Man 001Riski KurniawanNo ratings yet
- Motor Driven Boiler Feed Pump SOPDocument7 pagesMotor Driven Boiler Feed Pump SOPAmit BiswasNo ratings yet
- MZQ-B300-38-C Computer Control Push Down Valve Test Bench R.2Document11 pagesMZQ-B300-38-C Computer Control Push Down Valve Test Bench R.2ahsun habibNo ratings yet
- CFI Multi Flow Choke ManualDocument22 pagesCFI Multi Flow Choke ManualMauricio GarcíaNo ratings yet
- Maintain Annular BOP EfficiencyDocument21 pagesMaintain Annular BOP EfficiencyDavid GonzalezNo ratings yet
- M60es54 P549yb Man 001Document21 pagesM60es54 P549yb Man 001Riski KurniawanNo ratings yet
- 4.06 EC 10M QUAD BOP Man PDFDocument23 pages4.06 EC 10M QUAD BOP Man PDFAlexander tulcanNo ratings yet
- Tech Manual: Tech-4.06 10K Ec Quad BopDocument23 pagesTech Manual: Tech-4.06 10K Ec Quad BopAlexander tulcan100% (1)
- T3 Annulars BOP Operators Manual 7022Document28 pagesT3 Annulars BOP Operators Manual 7022super2274100% (4)
- SG Actuator Gas Over OilDocument4 pagesSG Actuator Gas Over Oiltoader56100% (1)
- 5.12-inch 15,000 psi Dual Combi BOP ManualDocument24 pages5.12-inch 15,000 psi Dual Combi BOP ManualLismiantoNo ratings yet
- Training Handout D25K D45 HydraulicDocument97 pagesTraining Handout D25K D45 HydraulicAslam Kamal AfdhalNo ratings yet
- Hydraulic Pump, InstallingDocument4 pagesHydraulic Pump, InstallingCEVegaONo ratings yet
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocument34 pagesTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopPastor VelasquezNo ratings yet
- YFT-A750 Valve Test Bench ManualDocument15 pagesYFT-A750 Valve Test Bench ManualFabio Peres de LimaNo ratings yet
- M60eh54 Z549xy Man 001Document22 pagesM60eh54 Z549xy Man 001Riski KurniawanNo ratings yet
- 2715 Top BracingDocument41 pages2715 Top BracingValentin-Madalin Voica100% (2)
- R80S600 1200 UmDocument38 pagesR80S600 1200 Umryan avinoNo ratings yet
- Directional Control Valve GuideDocument11 pagesDirectional Control Valve GuideDaniel VillarroelNo ratings yet
- Skill Development On P25ABC LOSES DIS FLOW.Document5 pagesSkill Development On P25ABC LOSES DIS FLOW.00083583rfNo ratings yet
- Abovegroundhydrants Dropdownpillar 84-25-27 P7 PDFDocument4 pagesAbovegroundhydrants Dropdownpillar 84-25-27 P7 PDFLimhot SitanggangNo ratings yet
- Gate Valve Installation InstructionsDocument20 pagesGate Valve Installation InstructionsRomi Kristanto100% (1)
- 3-6 Quad BopDocument29 pages3-6 Quad Bopsambhaji100% (1)
- HPU - Pressure IntensifierDocument9 pagesHPU - Pressure IntensifierCristin PasatNo ratings yet
- Choke Maintnance PDFDocument42 pagesChoke Maintnance PDFbtrasla9023No ratings yet
- Copy of SCOPE OF WORK - SERVICE OFFERSDocument12 pagesCopy of SCOPE OF WORK - SERVICE OFFERSSandeep NikhilNo ratings yet
- Valve Testing ProceduresDocument9 pagesValve Testing ProceduresFaiz Zainudin83% (6)
- s05nmdl2sm PDFDocument22 pagess05nmdl2sm PDFmn_aminNo ratings yet
- Doc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualDocument12 pagesDoc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualJhon SimancaNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Operating Manual for 60' Burner BoomDocument18 pagesOperating Manual for 60' Burner BoomsambhajiNo ratings yet
- Anchoe Latch TechnicalDocument2 pagesAnchoe Latch TechnicalsambhajiNo ratings yet
- Pump-Out Plug Assembly Temporarily Plugs TubingDocument1 pagePump-Out Plug Assembly Temporarily Plugs TubingsambhajiNo ratings yet
- MR0175ISO 15156-2 Technical Circular 3Document5 pagesMR0175ISO 15156-2 Technical Circular 3sambhajiNo ratings yet
- ACT Model R Retrievable PackersDocument2 pagesACT Model R Retrievable PackerssambhajiNo ratings yet
- Parveen PXD Sliding Sleeve: Downhole Completion EquipmentDocument2 pagesParveen PXD Sliding Sleeve: Downhole Completion EquipmentsambhajiNo ratings yet
- Section - IxDocument52 pagesSection - IxsambhajiNo ratings yet
- Act Asi X PackerDocument8 pagesAct Asi X PackersambhajiNo ratings yet
- TRDP - SSSVDocument23 pagesTRDP - SSSVsambhajiNo ratings yet
- Surge Tool Manual 2.75Document6 pagesSurge Tool Manual 2.75sambhajiNo ratings yet
- Parveen PRHP Packer: Downhole Completion EquipmentDocument5 pagesParveen PRHP Packer: Downhole Completion EquipmentsambhajiNo ratings yet
- PXN Landing NippleDocument1 pagePXN Landing NipplesambhajiNo ratings yet
- Surge Tool Manual 2.75Document6 pagesSurge Tool Manual 2.75sambhajiNo ratings yet
- Field Pressure Testing ProcedureDocument1 pageField Pressure Testing ProceduresambhajiNo ratings yet
- Parveen Industries Grease Injection Head AssemblyDocument3 pagesParveen Industries Grease Injection Head AssemblysambhajiNo ratings yet
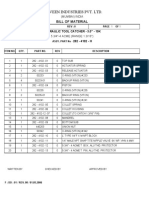
- Parveen Industries Pvt. LTD.: Bill of MaterialDocument2 pagesParveen Industries Pvt. LTD.: Bill of MaterialsambhajiNo ratings yet
- Hydraulic Stuffing Box Technical ManualDocument8 pagesHydraulic Stuffing Box Technical ManualsambhajiNo ratings yet
- Wellhead - Ope - ManualDocument73 pagesWellhead - Ope - ManualsambhajiNo ratings yet
- 4-06 Tandem Side Loading Stripper PackerDocument14 pages4-06 Tandem Side Loading Stripper PackerDEATH ASSASSIN GAMERNo ratings yet
- Hydraulic DisconnectDocument8 pagesHydraulic DisconnectsambhajiNo ratings yet
- Coil Tubing OvershotDocument6 pagesCoil Tubing OvershotsambhajiNo ratings yet
- Parveen RGD' Roller Go-DevilDocument4 pagesParveen RGD' Roller Go-DevilsambhajiNo ratings yet
- Anchor Latch DesDocument1 pageAnchor Latch DessambhajiNo ratings yet
- Adj Choke Manual - OrificeDocument15 pagesAdj Choke Manual - OrificesambhajiNo ratings yet
- S & S ManualDocument75 pagesS & S ManualsambhajiNo ratings yet
- Crommer - Tech Manual - ConnectorDocument14 pagesCrommer - Tech Manual - ConnectorsambhajiNo ratings yet
- 3-06 Tandem Side Loading Stripper PackerDocument14 pages3-06 Tandem Side Loading Stripper PackerDEATH ASSASSIN GAMERNo ratings yet
- 4-06 Tandem Side Loading Stripper PackerDocument14 pages4-06 Tandem Side Loading Stripper PackerDEATH ASSASSIN GAMERNo ratings yet
- 3-6 Quad BopDocument29 pages3-6 Quad Bopsambhaji100% (1)
- Bsa2t SpiraxsarcoDocument4 pagesBsa2t SpiraxsarcoFernando CeballosNo ratings yet
- Me 1Document580 pagesMe 1Mr DungNo ratings yet
- CD Jci Gencat 2007Document207 pagesCD Jci Gencat 2007Sasa Nackovic100% (1)
- RXF SpecsDocument56 pagesRXF SpecsMahmoud Mohamed60% (5)
- CFD Prediction of Flow Inside The Damper by The Use of LES ModelDocument8 pagesCFD Prediction of Flow Inside The Damper by The Use of LES Modelajd.nanthakumarNo ratings yet
- Atlas Copco Xahs 186 36,37Document2 pagesAtlas Copco Xahs 186 36,37AkmalNo ratings yet
- Gen4000 Service W455H (Wash Machine)Document100 pagesGen4000 Service W455H (Wash Machine)alexanderNo ratings yet
- EKMV2-3C09B7 4PWEN65144-1 Installation Manuals EnglishDocument8 pagesEKMV2-3C09B7 4PWEN65144-1 Installation Manuals EnglisharminsarajevoNo ratings yet
- Fisher Globe Valve Selection Guide PDFDocument12 pagesFisher Globe Valve Selection Guide PDFAmiroucheBenlakehalNo ratings yet
- CARGADOR FRONTAL 942G - Ubiacion de ComponentesDocument11 pagesCARGADOR FRONTAL 942G - Ubiacion de ComponentesGalarza AngeloNo ratings yet
- Saes B 006Document21 pagesSaes B 006Anonymous a4Jwz14W100% (2)
- Manual de Cuchilla ClarksonDocument4 pagesManual de Cuchilla ClarksonWalter IvanNo ratings yet
- JSA For CT OperationsDocument39 pagesJSA For CT OperationsAniekan AkpaidiokNo ratings yet
- A/23 MFFI - A/27 MFFI: Installation Instructions Type C BoilersDocument132 pagesA/23 MFFI - A/27 MFFI: Installation Instructions Type C Boilerssorin sorinNo ratings yet
- Procedure To Discharge Clean Bilge Training - enDocument3 pagesProcedure To Discharge Clean Bilge Training - enclaudioNo ratings yet
- 8-1. Disassembly and AssemblyDocument175 pages8-1. Disassembly and AssemblyDeyvi Cconocuyca HuallparimachiNo ratings yet
- Ge 1-3-2Document21 pagesGe 1-3-2كاظم محمدNo ratings yet
- CAT MANUAL-VALVES PVC-U EN ElrDocument362 pagesCAT MANUAL-VALVES PVC-U EN ElrBruno ManestarNo ratings yet
- Hydraulics Unit1Document82 pagesHydraulics Unit1Nawin Kumar100% (1)
- Inbal - Deluge Valve Pressure Control 03-13 CR01 PDFDocument4 pagesInbal - Deluge Valve Pressure Control 03-13 CR01 PDFLuan HuynhNo ratings yet
- Sample Question Bank IFP 22474Document6 pagesSample Question Bank IFP 22474Chaitanya YengeNo ratings yet
- Vacuum PumpDocument20 pagesVacuum PumpRodrigo Heraldo Olmedo ViverosNo ratings yet
- Feedwater ControlDocument34 pagesFeedwater Controltubamirum007No ratings yet
- Climaveneta Installation Manuals Generale - enDocument20 pagesClimaveneta Installation Manuals Generale - enNhật Phong NguyễnNo ratings yet
- Clack 2983 WS1EE Twin Valve LDocument2 pagesClack 2983 WS1EE Twin Valve Lmohamed boufasNo ratings yet
- A750-A761E VacTestGuideDocument5 pagesA750-A761E VacTestGuidebyungchul kimNo ratings yet
- Graco Part ManualDocument22 pagesGraco Part ManualandraNo ratings yet
- Ps Manitou Mt1340, Mt1440Document11 pagesPs Manitou Mt1340, Mt1440Joko Wahono0% (1)
- FOAM TANK (1/2) : Fire Fighting Equipment Data SheetDocument24 pagesFOAM TANK (1/2) : Fire Fighting Equipment Data SheetandinumailNo ratings yet
- Alfa Laval MAB 103-24 Spare Parts Manual SPCDocument58 pagesAlfa Laval MAB 103-24 Spare Parts Manual SPCcmason2811100% (1)