You might also like
- ZF Marine Transmissions ZF 2500 SeriesDocument74 pagesZF Marine Transmissions ZF 2500 SeriesIgor BulovanNo ratings yet
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- Pipe Stress Analysis in ANSYSDocument64 pagesPipe Stress Analysis in ANSYSRoyleeNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Aisin Catalog Clutch 2016 PDFDocument315 pagesAisin Catalog Clutch 2016 PDFRepuestos LMNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
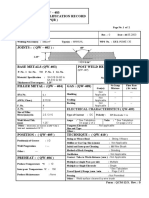
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Method Statement WeldingDocument9 pagesMethod Statement Weldingkiki270977No ratings yet
- Chapter 5 Problem Solutions: Inha UniversityDocument18 pagesChapter 5 Problem Solutions: Inha Universitysiddpawar08100% (2)
- Air & Flue Gas BoilerDocument1 pageAir & Flue Gas BoilerGoenawan Pino100% (1)
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Document2 pages(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshopNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Welding Procedure Specification: JOINT (QW-402)Document10 pagesWelding Procedure Specification: JOINT (QW-402)Lipika GayenNo ratings yet
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Document1 pageWelding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Lipika GayenNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- Welding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Document1 pageWelding Procedure Specification: WPS For Repair of Corrod Area (SMAW)Lipika GayenNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- Form No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2Document10 pagesForm No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2JithinAbrahamNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Base Metals (Qw-403) Postweld Heat Treatment (Qw-407)Document2 pagesBase Metals (Qw-403) Postweld Heat Treatment (Qw-407)beyNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
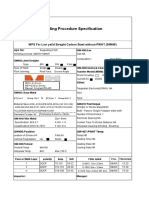
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Lipika GayenNo ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- WPS PQR CompleteDocument49 pagesWPS PQR CompleteGulfam HussainNo ratings yet
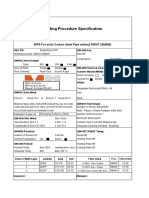
- Welding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Lipika Gayen100% (1)
- XXXXXXX: XXXXXXXXX XXXXXXXXX Welding Procedure Specification WpsDocument3 pagesXXXXXXX: XXXXXXXXX XXXXXXXXX Welding Procedure Specification WpsManivannanMudhaliarNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- WPS 01 WQTp2 PDFDocument1 pageWPS 01 WQTp2 PDFkiki270977No ratings yet
- Welding Procedure Specificaton (WPS)Document2 pagesWelding Procedure Specificaton (WPS)kiki270977100% (1)
- APS6 Automated Pipe ScannerDocument2 pagesAPS6 Automated Pipe Scannerkiki270977No ratings yet
- Elearning Course Title - Project - Budgeting and Capital Budgeting Management 479387Document1 pageElearning Course Title - Project - Budgeting and Capital Budgeting Management 479387kiki270977No ratings yet
- AGS 2 Automated General Purpose ScannerDocument2 pagesAGS 2 Automated General Purpose Scannerkiki270977No ratings yet
- AGS 1 Automated General Purpose ScannerDocument2 pagesAGS 1 Automated General Purpose Scannerkiki270977No ratings yet
- APS3 Automated Pipe ScannersDocument2 pagesAPS3 Automated Pipe Scannerskiki270977No ratings yet
- Pipe Support Sleeve PEDocument2 pagesPipe Support Sleeve PEkiki270977No ratings yet
- Submersible Pumpset For 200Mm Borewell (V6 - V8 Combination - 183Mm Od) Radial FlowDocument2 pagesSubmersible Pumpset For 200Mm Borewell (V6 - V8 Combination - 183Mm Od) Radial Flowkiki270977No ratings yet
- Cable Size Calculations SpreadsheetDocument4 pagesCable Size Calculations Spreadsheetkiki270977No ratings yet
- 1 Advertisement PDFDocument1 page1 Advertisement PDFkiki270977No ratings yet
- Bohler Fox S Ev 50: Stick Electrode, Unalloyed BasicDocument1 pageBohler Fox S Ev 50: Stick Electrode, Unalloyed Basickiki270977No ratings yet
- Miter Bend CalculationDocument1 pageMiter Bend Calculationkiki270977No ratings yet
- Fitter ProfileDocument1 pageFitter Profilekiki270977No ratings yet
- Welder ProfileDocument1 pageWelder Profilekiki270977No ratings yet
- Alloy Conversion ChartsDocument4 pagesAlloy Conversion Chartskiki270977No ratings yet
- ANALISA HARGA SATUAN 2019 - Copy (2) - 1 3Document216 pagesANALISA HARGA SATUAN 2019 - Copy (2) - 1 3Rusdianto Black ArchNo ratings yet
- Multiple Choice Answer Sheet: IB14 11 - 9702 - 11/4RPDocument28 pagesMultiple Choice Answer Sheet: IB14 11 - 9702 - 11/4RPshaziaNo ratings yet
- Buried Pipe Depth CalculationsDocument23 pagesBuried Pipe Depth CalculationsAmara Krishna KishorNo ratings yet
- Welding ManualDocument25 pagesWelding ManualkmbkrisNo ratings yet
- 1104C-44 Tag2Document5 pages1104C-44 Tag2John GarnetNo ratings yet
- Fuel v74Document37 pagesFuel v74Moslem GrimaldiNo ratings yet
- Lecture 4 TBT 2 Hoisting Systems and Pipe Handling SystemsDocument109 pagesLecture 4 TBT 2 Hoisting Systems and Pipe Handling SystemsTyo DekaNo ratings yet
- CE4Document20 pagesCE4Memo Ly0% (1)
- Solution 1.: Problem & Solve Mine Design and PlanningDocument14 pagesSolution 1.: Problem & Solve Mine Design and PlanningOla Bibi100% (1)
- Useful Tips For Your Drum Washing MachineDocument14 pagesUseful Tips For Your Drum Washing MachinegleissonNo ratings yet
- Catalogue WrapflexDocument16 pagesCatalogue WrapflexJorge PachecoNo ratings yet
- Hvac DBR Coca ColaDocument15 pagesHvac DBR Coca ColaPradeep Sukumaran100% (1)
- RBDCD enDocument4 pagesRBDCD enEis NovidhaNo ratings yet
- 59A F2015 LNG-AAA FRreport PDFDocument138 pages59A F2015 LNG-AAA FRreport PDFKrishna N H0% (1)
- Hydrotest ProcedureDocument2 pagesHydrotest ProcedureVarun MalhotraNo ratings yet
- Prob Set Gas Absorption - 2015Document2 pagesProb Set Gas Absorption - 2015Zandra TindocNo ratings yet
- Zeroshift atDocument8 pagesZeroshift atItalo AdottiNo ratings yet
- HR Blowers Data SheetDocument2 pagesHR Blowers Data Sheetrelli10No ratings yet
- Double Check Valve DC: Technical DataDocument2 pagesDouble Check Valve DC: Technical DataAthanasoulis KostasNo ratings yet
- KOVIS EC Pre Qualification 2020 PDFDocument71 pagesKOVIS EC Pre Qualification 2020 PDFCuongNguyenNo ratings yet
- Physics ProjectDocument23 pagesPhysics Projectkaushik17yadavNo ratings yet
- Master Thesis BK 10 Dynamic Analysis of A Bridge Structure Exposed To High Speed Railway TrafficDocument80 pagesMaster Thesis BK 10 Dynamic Analysis of A Bridge Structure Exposed To High Speed Railway TrafficlarapkestuNo ratings yet
- Cat D4 04Document3 pagesCat D4 04De Paula ManutencaoNo ratings yet
- Design of Rectangular Footing FNCDocument38 pagesDesign of Rectangular Footing FNCWanda BeasleyNo ratings yet
- Pamphlet On 3-Phase Traction Motor 6FRA 6068 (WAG9-WAP7)Document4 pagesPamphlet On 3-Phase Traction Motor 6FRA 6068 (WAG9-WAP7)3028 ATUL RAJ100% (1)