You might also like
- MACHINING ECONOMICS AND PRODUCT DESIGNDocument38 pagesMACHINING ECONOMICS AND PRODUCT DESIGNThiran Boy LingamNo ratings yet
- Lecture 5Document18 pagesLecture 5zwananisamkeloNo ratings yet
- 09 Economic & Product Design Considerations in MachiningDocument38 pages09 Economic & Product Design Considerations in Machiningsakali aliNo ratings yet
- Chapter 24-Economic and Product Design ConsiderationsDocument39 pagesChapter 24-Economic and Product Design Considerationsdrbasit93No ratings yet
- Machinability: Dr. Naif I. Al. HarbiDocument35 pagesMachinability: Dr. Naif I. Al. HarbiNaif IbrahimNo ratings yet
- Economic and Product Design Considerations in Machiningchapter 24Document38 pagesEconomic and Product Design Considerations in Machiningchapter 24احمد عمر حديدNo ratings yet
- Optimization of Surface Roughness, Tool Wear Rate, and Material Removal Rate in CNC Turning of EN24 SteelDocument11 pagesOptimization of Surface Roughness, Tool Wear Rate, and Material Removal Rate in CNC Turning of EN24 SteelsureshkumarNo ratings yet
- 5 Machinability and Machining EconomicsDocument48 pages5 Machinability and Machining Economicssakali aliNo ratings yet
- Economic and Product Design Considerations in MachiningDocument29 pagesEconomic and Product Design Considerations in Machininghashir siddiquiNo ratings yet
- A Review On Optimization of Process Parameters in Turning Operation Carried Out by Coated InsertDocument6 pagesA Review On Optimization of Process Parameters in Turning Operation Carried Out by Coated InsertKalai ArasanNo ratings yet
- ME477 Machining Operations and Product DesignDocument3 pagesME477 Machining Operations and Product Designاحمد عمر حديدNo ratings yet
- Traditional and Non Traditional Lab2Document10 pagesTraditional and Non Traditional Lab2Ahmad ZrngNo ratings yet
- Report Material Fabrication Lathe MachineDocument13 pagesReport Material Fabrication Lathe MachineaazfaraimanNo ratings yet
- Design and Fabrication of Fixture For Labyrinth RingDocument6 pagesDesign and Fabrication of Fixture For Labyrinth RingAkhilesh KumarNo ratings yet
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDocument15 pagesGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurYash IngleNo ratings yet
- 25 Estimation of Machining TimeDocument15 pages25 Estimation of Machining TimePRASAD326100% (16)
- Manufacturing Processes I MECH 421 - Spring 2020Document40 pagesManufacturing Processes I MECH 421 - Spring 2020Mohammad HarbNo ratings yet
- Chap3 (B) ToolsDocument47 pagesChap3 (B) ToolsjojoNo ratings yet
- Material Removal - Processes - Theory - of Metal MachiningDocument25 pagesMaterial Removal - Processes - Theory - of Metal Machiningkurniashk13No ratings yet
- 1-Theory of Metal Cutting PDFDocument144 pages1-Theory of Metal Cutting PDFNithinArvindNo ratings yet
- Tehnologii de Masinare Pentru Piesele Din AlDocument18 pagesTehnologii de Masinare Pentru Piesele Din AlMadalin NitaNo ratings yet
- Optimal Selection of Machining Parameters in CNC Turning Process of EN-31 Using Intelligent Hybrid Decision Making ToolsDocument9 pagesOptimal Selection of Machining Parameters in CNC Turning Process of EN-31 Using Intelligent Hybrid Decision Making ToolsrupalvyasaNo ratings yet
- Casting Design: Cost Factors & ReductionDocument7 pagesCasting Design: Cost Factors & ReductionSantosh DabholeNo ratings yet
- Limits Fits and ToleranceDocument47 pagesLimits Fits and TolerancePranjali SinhaNo ratings yet
- Methods to Improve Production Rate in Turning OperationDocument6 pagesMethods to Improve Production Rate in Turning OperationSagar GalgatNo ratings yet
- Types of Machining ToolsDocument3 pagesTypes of Machining ToolsPassmore DubeNo ratings yet
- General Principles of Machine Tool DesignDocument16 pagesGeneral Principles of Machine Tool DesignChiragJansari100% (1)
- Fundamentals of Material Removal ProcessesDocument48 pagesFundamentals of Material Removal ProcessesJeff HardyNo ratings yet
- Review Questions For Final Exam: 1. Explain Why Continuous Chips Are Not Necessarily DesirableDocument19 pagesReview Questions For Final Exam: 1. Explain Why Continuous Chips Are Not Necessarily DesirableVu AnhNo ratings yet
- Computer Numerical Control (CNC) : Maitha and Alyazia Mohammed A12-51Document12 pagesComputer Numerical Control (CNC) : Maitha and Alyazia Mohammed A12-51Maitha AlhosaniNo ratings yet
- Manufacturing Process Lab Report 4Document5 pagesManufacturing Process Lab Report 4Jack DanielsNo ratings yet
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanNo ratings yet
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocument16 pagesModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewNo ratings yet
- Groover Fundamentos Presentaciones Powerpoint C24Document38 pagesGroover Fundamentos Presentaciones Powerpoint C24Carlos VasquezNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- Sustainable Manufacturing Techniques for Cutting ProcessesDocument30 pagesSustainable Manufacturing Techniques for Cutting ProcessesAmbati TejaswararaoNo ratings yet
- High Speed MachiningDocument27 pagesHigh Speed MachiningSandeep Kumar100% (1)
- Thermal Aspects and Cutting FluidDocument20 pagesThermal Aspects and Cutting FluidAnmol GuptaNo ratings yet
- Lecture-2.Conventional Machining - 2018 PDFDocument80 pagesLecture-2.Conventional Machining - 2018 PDFSaumya ShahNo ratings yet
- 1 - Basic Metal Cutting.Document43 pages1 - Basic Metal Cutting.raks_mechnadNo ratings yet
- Abrassive Jet Machining Main FileDocument34 pagesAbrassive Jet Machining Main FilearjunNo ratings yet
- Generation Motions of Machine Tools, Requirements of Machine Tools, Fundamental of Machine Tool DesignDocument50 pagesGeneration Motions of Machine Tools, Requirements of Machine Tools, Fundamental of Machine Tool DesignDeepan RajNo ratings yet
- 3 Machining ProcessDocument21 pages3 Machining ProcessIrfan DanialNo ratings yet
- High Speed Machining (HSM) : Seminar OnDocument26 pagesHigh Speed Machining (HSM) : Seminar OnAnonymous LFgO4WbID100% (2)
- Performance Analysis of Coated Single Point Cutting Tool in Turning OperationDocument10 pagesPerformance Analysis of Coated Single Point Cutting Tool in Turning OperationViraj GaonkarNo ratings yet
- Machining Processes 4Document49 pagesMachining Processes 4Ioan PascaNo ratings yet
- Tool LifeDocument15 pagesTool LifeQazi Muhammed FayyazNo ratings yet
- Machining Ass - 1Document12 pagesMachining Ass - 1Abreham DerejeNo ratings yet
- Traditional Machining Processes ExplainedDocument45 pagesTraditional Machining Processes Explainedhaile mehariNo ratings yet
- Machining Processes GuideDocument70 pagesMachining Processes GuideRakshith RakshiNo ratings yet
- Manufacturing Process of Copper AssignmentDocument10 pagesManufacturing Process of Copper AssignmentUsman HafeezNo ratings yet
- Unit IIDocument55 pagesUnit IIVELMURUGAN MNo ratings yet
- L9. Economics of Metal Cutting1Document40 pagesL9. Economics of Metal Cutting1Fasil Getachew100% (1)
- Drilling Hole Quality and Cutting Fluid Cost OptimizationDocument45 pagesDrilling Hole Quality and Cutting Fluid Cost Optimizationidris_ali_7No ratings yet
- Machining Operations GuideDocument25 pagesMachining Operations Guideakabhinav32No ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Statik TumDocument222 pagesStatik TumMustafa Bilge AydoğduNo ratings yet
- 2 - 1 - Axial - Loading (Compatibility Mode)Document21 pages2 - 1 - Axial - Loading (Compatibility Mode)Mustafa Bilge AydoğduNo ratings yet
- 2 Axial LoadingDocument43 pages2 Axial LoadingJulia CepinhoNo ratings yet
- Yeni Microsoft PowerPoint Sunusu - KopyaDocument56 pagesYeni Microsoft PowerPoint Sunusu - KopyaMustafa Bilge AydoğduNo ratings yet
- Chapter 23 Cutting Tool Technology: - Tool Life - Tool Materials - Tool Geometry - Cutting FluidsDocument14 pagesChapter 23 Cutting Tool Technology: - Tool Life - Tool Materials - Tool Geometry - Cutting FluidsMustafa Bilge AydoğduNo ratings yet
- Nontraditional MachiningDocument32 pagesNontraditional MachiningMustafa Bilge AydoğduNo ratings yet
- Rail System Engineering Fundamentals 65Document65 pagesRail System Engineering Fundamentals 65Mustafa Bilge AydoğduNo ratings yet
- Nof0849384523 ch11Document44 pagesNof0849384523 ch11sujit_sekharNo ratings yet
- Mstube BrochureDocument8 pagesMstube Brochuresatish3682No ratings yet
- KBP Intern PDFDocument43 pagesKBP Intern PDFNOOB ONLYNo ratings yet
- 60case Catalog - PDF ID IqVGop5QCLNEBN3qO500ND1rBxo999hEqDV2QNc8grM 0b&act View 1&R Folder Aw5ib3g &MsgID 134&body 2&filename 60case CatalogDocument58 pages60case Catalog - PDF ID IqVGop5QCLNEBN3qO500ND1rBxo999hEqDV2QNc8grM 0b&act View 1&R Folder Aw5ib3g &MsgID 134&body 2&filename 60case CatalogVitor MacielNo ratings yet
- IJREAMV04I1147055Document6 pagesIJREAMV04I1147055Dhruv SutharNo ratings yet
- ProductionDocument78 pagesProductionsreerag786No ratings yet
- Heat Treatment: YSS Cold Work Tool Steel SLD-MAGICDocument6 pagesHeat Treatment: YSS Cold Work Tool Steel SLD-MAGICtaknevNo ratings yet
- Machining Science: Prof. Sounak Kumar Choudhury Type of Course: Course Duration: Exam Date: 29 Mar 2020Document1 pageMachining Science: Prof. Sounak Kumar Choudhury Type of Course: Course Duration: Exam Date: 29 Mar 2020Abhishek kumarNo ratings yet
- AISI 1045 Medium Carbon SteelDocument3 pagesAISI 1045 Medium Carbon SteelDodi SuhendraNo ratings yet
- Effect of Type of Workpiece Material OnDocument6 pagesEffect of Type of Workpiece Material OnNicole JiménezNo ratings yet
- Effects of Alloying Elements in MetalDocument1 pageEffects of Alloying Elements in MetalVJG369100% (1)
- EN 1 To 20Document457 pagesEN 1 To 20abhiNo ratings yet
- Theory of Metal Cutting: Department of Automobile Engineering Unit 1Document122 pagesTheory of Metal Cutting: Department of Automobile Engineering Unit 1Mahesh B R MysoreNo ratings yet
- Theory of Metal Cutting KTU SyllabusDocument3 pagesTheory of Metal Cutting KTU SyllabusAron PanickerNo ratings yet
- MaterialData 97690Document1 pageMaterialData 97690XictusNo ratings yet
- Lenox Catalogue PDFDocument40 pagesLenox Catalogue PDFInvotexNo ratings yet
- 2013 Garant Machining HandbookDocument1,096 pages2013 Garant Machining HandbookLouis Ting-An Liu86% (14)
- Chip Formation and Tool LifeDocument37 pagesChip Formation and Tool LifeSquakx BescilNo ratings yet
- Guide To Machining Specialty AlloysDocument156 pagesGuide To Machining Specialty AlloysRolandNo ratings yet
- WWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Document3 pagesWWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Vijay PalNo ratings yet
- 30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsDocument10 pages30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsStefan NaricNo ratings yet
- Introduction To Manufacturing ProcessDocument66 pagesIntroduction To Manufacturing ProcessEng Yazid Maverick50% (2)
- Outokumpu Machining Guidelines For Forta DX2205Document2 pagesOutokumpu Machining Guidelines For Forta DX2205chavico113No ratings yet
- ANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualDocument79 pagesANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualMarcelo Crestani100% (3)
- Mechanical Engineering Lesson on Manufacturing TechnologyDocument143 pagesMechanical Engineering Lesson on Manufacturing TechnologySATYAJIT BEHERANo ratings yet
- s40032 022 00816 WDocument28 pagess40032 022 00816 WAynamawNo ratings yet
- JIS S45C Steel, Normalized: Metal Ferrous Metal Carbon Steel AISI 1000 Series Steel Medium Carbon SteelDocument1 pageJIS S45C Steel, Normalized: Metal Ferrous Metal Carbon Steel AISI 1000 Series Steel Medium Carbon SteelPuji RiatnoNo ratings yet
- Manufacturing EngineeringDocument62 pagesManufacturing EngineeringMuhammad IrvanNo ratings yet
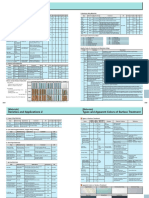
- Materials Varieties and ApplicationsDocument2 pagesMaterials Varieties and ApplicationsHossein GhazinezhadNo ratings yet