You might also like
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- ManufProc2 2MachiningOperationsDocument85 pagesManufProc2 2MachiningOperationsUzair KhanNo ratings yet
- Material Removal ProcessesDocument138 pagesMaterial Removal ProcessesM. Raza100% (1)
- Chapter 6 NursalbiahDocument109 pagesChapter 6 NursalbiahMohd Sayyid Mu'ammarNo ratings yet
- ShaperDocument20 pagesShaperMuhammad AbubakarNo ratings yet
- MTDM Machine Tools and Digital ManufacturingDocument90 pagesMTDM Machine Tools and Digital ManufacturingLibin AbrahamNo ratings yet
- Machining Operation: - Turning - Drilling - Miling - Press Work - BorringDocument19 pagesMachining Operation: - Turning - Drilling - Miling - Press Work - BorringMiAzNo ratings yet
- Machining of MetalsDocument23 pagesMachining of MetalsFiq IskandarNo ratings yet
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDocument51 pagesManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991No ratings yet
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- MACHININGDocument10 pagesMACHININGDrSomnath BhattacharyaNo ratings yet
- Chapter 4 Metal Removal ProcessesDocument66 pagesChapter 4 Metal Removal Processesdagimawgchew777No ratings yet
- Machining of MetalsDocument22 pagesMachining of MetalsFiq IskandarNo ratings yet
- Chap. 1Document49 pagesChap. 1Fabinus BinusNo ratings yet
- Machining Operations GuideDocument51 pagesMachining Operations GuideRajesh ShahNo ratings yet
- Scott Fall2010 IT208 Chapter19Document79 pagesScott Fall2010 IT208 Chapter19feni4kaNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- Basic Maching Process and Machine Tools Part 1Document47 pagesBasic Maching Process and Machine Tools Part 1prashrit sapkotaNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal MachiningFaizanNo ratings yet
- Lecture8-Common Machine Equipment and Cutting ToolsDocument36 pagesLecture8-Common Machine Equipment and Cutting ToolsKamal SurenNo ratings yet
- 2 3 Basic Machine Tool Operations Drilling MachinesDocument34 pages2 3 Basic Machine Tool Operations Drilling MachinesJiggy Lawrence BathanNo ratings yet
- Metal CuttingDocument30 pagesMetal Cuttingziad almnaseerNo ratings yet
- Workshop Technology-Ii: Submitted by DheerajDocument46 pagesWorkshop Technology-Ii: Submitted by DheerajShanu RawNo ratings yet
- CNC Machining Guide: Turning, Milling, Drilling Processes ExplainedDocument240 pagesCNC Machining Guide: Turning, Milling, Drilling Processes ExplainedRaed Al Ma'aniNo ratings yet
- Machining Process OptimizationDocument23 pagesMachining Process OptimizationSYED MUNEEBNo ratings yet
- Single Point Cutting ToolDocument22 pagesSingle Point Cutting ToolJerin CyriacNo ratings yet
- Unit 1 MP2Document108 pagesUnit 1 MP2Sharana basavaNo ratings yet
- Production Technology - Ii: Metal CuttingDocument58 pagesProduction Technology - Ii: Metal CuttingVaibhav BirlaNo ratings yet
- Elements of Conventional Machine ToolsDocument77 pagesElements of Conventional Machine ToolsDeepan Raj100% (1)
- Machining Processes GuideDocument27 pagesMachining Processes GuideRomany AdelNo ratings yet
- Lecture 3Document21 pagesLecture 3zwananisamkeloNo ratings yet
- Lecture 01 Chapter 21 Theory of Metal Machining GrooverDocument64 pagesLecture 01 Chapter 21 Theory of Metal Machining GrooverOttoman Empire “Ottoman Empire wars”No ratings yet
- Subtractive Process SM3009Document64 pagesSubtractive Process SM3009Kritik JoshiNo ratings yet
- CAD-CAM Lecture 2Document49 pagesCAD-CAM Lecture 2hamda11tariqNo ratings yet
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- Metal Removal ProcessesDocument61 pagesMetal Removal ProcessesBinyam HabtamuNo ratings yet
- Module II - GrindingDocument73 pagesModule II - GrindingHARI KRISHNANNo ratings yet
- Unit I - Theory of Metal CuttingDocument106 pagesUnit I - Theory of Metal CuttinganandNo ratings yet
- Types of Cutting ToolsDocument23 pagesTypes of Cutting Toolsbabu_mm2001No ratings yet
- MTM 1Document30 pagesMTM 1Abdul Moeed AhmedNo ratings yet
- PDM Chap5 MachiningDocument67 pagesPDM Chap5 MachiningNABIL HUSSAINNo ratings yet
- Manufacturing Processes I - Machining ProcessesDocument57 pagesManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonNo ratings yet
- Metal Work Machines: Objectives: at The End of This Lesson, StudentsDocument15 pagesMetal Work Machines: Objectives: at The End of This Lesson, StudentsKinsley David AdaigbeNo ratings yet
- Gandhinagar Institute of Technology: Mechanical DepartmentDocument14 pagesGandhinagar Institute of Technology: Mechanical DepartmentPAL PARTHIVNo ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- Metal MachiningDocument23 pagesMetal MachiningAnas Anwar ArainNo ratings yet
- Machining ProcessesDocument44 pagesMachining Processesregassa rajiNo ratings yet
- Drilling and Milling Machine OperationDocument36 pagesDrilling and Milling Machine OperationJessa D. HernandezNo ratings yet
- MillingDocument46 pagesMillingHumberto Angulo100% (1)
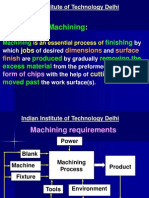
- Machining Process Definition at IIT DelhiDocument49 pagesMachining Process Definition at IIT DelhiAnkur GargNo ratings yet
- Geometry of Plain Milling Cutter & Twist DrillDocument30 pagesGeometry of Plain Milling Cutter & Twist DrillTulsi ChouhanNo ratings yet
- Unit I ': Theory of Metal CuttingDocument14 pagesUnit I ': Theory of Metal CuttingramtwinsmeNo ratings yet
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Material Removal ProcessesDocument24 pagesMaterial Removal ProcessesVikrant SharmaNo ratings yet
- Working Principle of LatheDocument30 pagesWorking Principle of LatheDURGGA PRASADDNo ratings yet
- Metal FormingDocument111 pagesMetal FormingPradyumnaSadgirNo ratings yet
- Machining Processes GuideDocument31 pagesMachining Processes GuideJayant SisodiaNo ratings yet
- Machine Shop (Ch-4)Document91 pagesMachine Shop (Ch-4)Shubham VermaNo ratings yet
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedNo ratings yet
- Unit I ' Theory of Metal CuttingDocument19 pagesUnit I ' Theory of Metal CuttingThulasi RamNo ratings yet
- Statik TumDocument222 pagesStatik TumMustafa Bilge AydoğduNo ratings yet
- 2 - 1 - Axial - Loading (Compatibility Mode)Document21 pages2 - 1 - Axial - Loading (Compatibility Mode)Mustafa Bilge AydoğduNo ratings yet
- Chapter 23 Cutting Tool Technology: - Tool Life - Tool Materials - Tool Geometry - Cutting FluidsDocument14 pagesChapter 23 Cutting Tool Technology: - Tool Life - Tool Materials - Tool Geometry - Cutting FluidsMustafa Bilge AydoğduNo ratings yet
- 2 Axial LoadingDocument43 pages2 Axial LoadingJulia CepinhoNo ratings yet
- Machining Economics and Product Design ConsiderationsDocument38 pagesMachining Economics and Product Design ConsiderationsMustafa Bilge AydoğduNo ratings yet
- Nontraditional MachiningDocument32 pagesNontraditional MachiningMustafa Bilge AydoğduNo ratings yet
- Rail System Engineering Fundamentals 65Document65 pagesRail System Engineering Fundamentals 65Mustafa Bilge AydoğduNo ratings yet
- Corotap® T200 and T300: Optimized For Iso P Steel ApplicationsDocument2 pagesCorotap® T200 and T300: Optimized For Iso P Steel ApplicationsolivaresjhonNo ratings yet
- Matlab - MS ThesisDocument71 pagesMatlab - MS Thesisabdsu750% (1)
- Ly4302 - 10076-Manual de ProgramareDocument166 pagesLy4302 - 10076-Manual de ProgramareSzaby Kalman75% (4)
- Advantages and Application of PCD and CBN ToolsDocument14 pagesAdvantages and Application of PCD and CBN ToolsMark EnriquezNo ratings yet
- Threading & Grooving Inserts: A P & A ODocument32 pagesThreading & Grooving Inserts: A P & A OVasoya ManojNo ratings yet
- CNC Programming PDFDocument63 pagesCNC Programming PDFVinay ChilukuriNo ratings yet
- Lamina GeneralDocument248 pagesLamina Generaljserna_22No ratings yet
- Achievements and Challenges in Grinding Processes and Machine ToolsDocument18 pagesAchievements and Challenges in Grinding Processes and Machine ToolsMatheus SimõesNo ratings yet
- South Bend Lathe TrainingDocument68 pagesSouth Bend Lathe TrainingSMWilson100% (2)
- Lathe Machine OperationDocument13 pagesLathe Machine OperationRizuanul Arefin EmonNo ratings yet
- Crystallume CatalogDocument24 pagesCrystallume CatalogJeff HankoNo ratings yet
- GATE Paper Mechanical Engineering 2004Document20 pagesGATE Paper Mechanical Engineering 2004MechmagicsNo ratings yet
- ME GATE-12Document45 pagesME GATE-12Monu SharmaNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Thesis On Aluminium Metal Matrix CompositesDocument7 pagesThesis On Aluminium Metal Matrix Compositesafcmwheic100% (1)
- Acrylic Sheet Fabrication GuideDocument44 pagesAcrylic Sheet Fabrication GuideBa BagymkyzyNo ratings yet
- Cad Lab Manual - MujDocument29 pagesCad Lab Manual - MujAabhaş AgrawałNo ratings yet
- 2013 - PUT - Catalog End Mill DescriptionsDocument52 pages2013 - PUT - Catalog End Mill DescriptionsfgrefeNo ratings yet
- Pie ChartDocument22 pagesPie ChartParag NaikNo ratings yet
- Disocont Tersus MULTIFLEX Helix Weighfeeder: Instruction ManualDocument280 pagesDisocont Tersus MULTIFLEX Helix Weighfeeder: Instruction ManualArturMiranda100% (1)
- Horizontal Lathe CW6163C CW6263C CW6180C CW6280C CW61110C - bassmachinetools.comDocument3 pagesHorizontal Lathe CW6163C CW6263C CW6180C CW6280C CW61110C - bassmachinetools.comafonsobuenoNo ratings yet
- Spec DCMCDocument2 pagesSpec DCMCMuhammad AqzelNo ratings yet
- Experimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDocument11 pagesExperimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDr. Mahesh GopalNo ratings yet
- Leadwell NV-Serie 2015 PDFDocument8 pagesLeadwell NV-Serie 2015 PDFLevi BriceñoNo ratings yet
- Optimal Control of Screwing Speed in Assembly With Thread-Forming ScrewsDocument6 pagesOptimal Control of Screwing Speed in Assembly With Thread-Forming ScrewsFatima MEHDAOUINo ratings yet
- Chew Yueh SengDocument43 pagesChew Yueh SengsivaNo ratings yet
- 2Document77 pages2Pothuri SuneeldathNo ratings yet
- Machine tools and cutting toolsDocument23 pagesMachine tools and cutting toolsMohammad Anaitullah HassanNo ratings yet
- Investigation of Chip-Back Temperature During Machining Depending On Cutting ParametersDocument7 pagesInvestigation of Chip-Back Temperature During Machining Depending On Cutting ParametersRonaldo PaixãoNo ratings yet
- ZCC Full Catalogue 2019 - 511 - 513printDocument1,160 pagesZCC Full Catalogue 2019 - 511 - 513printIrwan SyahputraNo ratings yet