You might also like
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- BS 1449-1 - 1983Document39 pagesBS 1449-1 - 1983عمر عمر100% (7)
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WPS - 021Document13 pagesWPS - 021MAT-LIONNo ratings yet
- WPS GTAW Stainless SteelDocument7 pagesWPS GTAW Stainless SteelVarun MalhotraNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Welding Procedure Specification for Stainless SteelDocument5 pagesWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- SN200Document111 pagesSN200tajinder231280% (5)
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- Astm A962 A962m 12 PDFDocument11 pagesAstm A962 A962m 12 PDFNoel FrancisNo ratings yet
- CALTECH ENGINEERING PQR PROCEDUREDocument8 pagesCALTECH ENGINEERING PQR PROCEDURESrikant GanjiNo ratings yet
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- ARL-AL-WPS-001 welding procedureDocument2 pagesARL-AL-WPS-001 welding procedurerajuajiNo ratings yet
- Preliminary WPS for 12.7mm SMAW WeldingDocument3 pagesPreliminary WPS for 12.7mm SMAW WeldingAnonymous 4e7GNjzGW100% (1)
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Roke TsanDocument53 pagesRoke Tsanhittaf_05No ratings yet
- Fire Protection For Structural Steel in Buildings (Yellow Book)Document162 pagesFire Protection For Structural Steel in Buildings (Yellow Book)Alexandra Daramus100% (2)
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSDocument1 pagePT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928Document2 pagesWELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928duyanhNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTDocument1 pageWELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTAhmed LepdaNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Calcium Treatment of SteelDocument4 pagesCalcium Treatment of SteelSuleyman HaliciogluNo ratings yet
- Asme Section II A Sa-351 Sa-351mDocument8 pagesAsme Section II A Sa-351 Sa-351mAnonymous GhPzn1x100% (1)
- GTAW Welding Procedure for ASTM A53 PipeDocument2 pagesGTAW Welding Procedure for ASTM A53 PipeS. K. M. ShujonNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- Request welding procedure approvalDocument18 pagesRequest welding procedure approvalecsuperal100% (1)
- Request For Welding Procedure ApprovalDocument13 pagesRequest For Welding Procedure ApprovalecsuperalNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument7 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNo ratings yet
- Wps For Butt Weld Qualification 4 Inch Cs Pipe To Cs Pipe - p0Document3 pagesWps For Butt Weld Qualification 4 Inch Cs Pipe To Cs Pipe - p0YokeshAnandNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- PQR Procedure Qualification RecordsDocument6 pagesPQR Procedure Qualification RecordsDaniel CamposNo ratings yet
- WPS for Gas Field Development WeldingDocument2 pagesWPS for Gas Field Development WeldingAhmed LepdaNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- WPS Proposed CS (2''pwht-01e)Document2 pagesWPS Proposed CS (2''pwht-01e)Rajeev KumarNo ratings yet
- PRELIMINARY WELDING PROCEDURE AND QUALIFICATION FOR GTAWDocument8 pagesPRELIMINARY WELDING PROCEDURE AND QUALIFICATION FOR GTAWmegantara maromNo ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- AECOM ASME PQR for SA-516 Pipe WeldsDocument3 pagesAECOM ASME PQR for SA-516 Pipe Weldscorey jacobsNo ratings yet
- Essential welding procedure qualification recordDocument2 pagesEssential welding procedure qualification recordmainur mechanical engineer0% (1)
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- DGCL-IBFPL-WPS-05 Station Piping (2 Inch & Below)Document4 pagesDGCL-IBFPL-WPS-05 Station Piping (2 Inch & Below)সীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
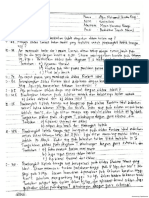
- Alfan Mohammad Shirothu Rizqi - Tugas Mandiri Perlakuan Dan Pengujian BahanDocument3 pagesAlfan Mohammad Shirothu Rizqi - Tugas Mandiri Perlakuan Dan Pengujian BahanAlfan MohammadNo ratings yet
- Laporan Praktik Penggilingan PG TrangkilDocument19 pagesLaporan Praktik Penggilingan PG TrangkilAlfan MohammadNo ratings yet
- Alfan Mohammad Shirothu Rizqi - Tugas Mandiri Perlakuan Dan Pengujian BahanDocument3 pagesAlfan Mohammad Shirothu Rizqi - Tugas Mandiri Perlakuan Dan Pengujian BahanAlfan MohammadNo ratings yet
- Laporan Praktik Penggilingan PG TrangkilDocument19 pagesLaporan Praktik Penggilingan PG TrangkilAlfan MohammadNo ratings yet
- Alfan Mohammad Shirothu Rizqi - Tugas Mandiri Perlakuan Dan Pengujian BahanDocument3 pagesAlfan Mohammad Shirothu Rizqi - Tugas Mandiri Perlakuan Dan Pengujian BahanAlfan MohammadNo ratings yet
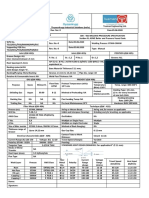
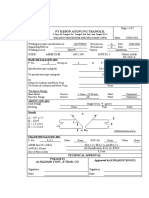
- Welding Procedure Specification for PT Kebon Agung PG TrangkilDocument2 pagesWelding Procedure Specification for PT Kebon Agung PG TrangkilAlfan MohammadNo ratings yet
- Alfan Mohammad Shirothu Rizqi - Evaluasi Pembelajaran Analisis Soal EssayDocument3 pagesAlfan Mohammad Shirothu Rizqi - Evaluasi Pembelajaran Analisis Soal EssayAlfan MohammadNo ratings yet
- Latihan Soal Mesin Konversi EnergiDocument4 pagesLatihan Soal Mesin Konversi EnergiAlfan MohammadNo ratings yet
- MKE - Alfan Mohammad - 5201418010 PDFDocument4 pagesMKE - Alfan Mohammad - 5201418010 PDFAlfan MohammadNo ratings yet
- Alfan Mohammad Shirothu Rizqi - Evaluasi Pembelajaran Analisis Soal EssayDocument3 pagesAlfan Mohammad Shirothu Rizqi - Evaluasi Pembelajaran Analisis Soal EssayAlfan MohammadNo ratings yet
- MKE - Alfan Mohammad - 5201418010Document4 pagesMKE - Alfan Mohammad - 5201418010Alfan MohammadNo ratings yet
- Gauge/Dip Hatches Technical SpecificationsDocument2 pagesGauge/Dip Hatches Technical SpecificationsUma SumanthNo ratings yet
- Steel Structure - CorrosionDocument10 pagesSteel Structure - CorrosionVibhor YadavNo ratings yet
- 297 GR HFDocument4 pages297 GR HFAgustinus KNo ratings yet
- Chapter 2 - Materials: A Beginner's Guide To The Steel Construction ManualDocument8 pagesChapter 2 - Materials: A Beginner's Guide To The Steel Construction Manualedn_mj1645No ratings yet
- ReferencesDocument12 pagesReferencesArul KirubakaranNo ratings yet
- Fused Metal PDSDocument14 pagesFused Metal PDSIkwanNo ratings yet
- Timber Frame: Solutions To Design and Build With Frame SystemsDocument24 pagesTimber Frame: Solutions To Design and Build With Frame SystemsGHEORGHE Georgian CristianNo ratings yet
- A193B7 MaxTemp AllwbleStress - Portland BoltDocument5 pagesA193B7 MaxTemp AllwbleStress - Portland BoltAnonymous nw5AXJqjdNo ratings yet
- SubhradipDocument10 pagesSubhradipGreatNo ratings yet
- 04 HIT VALVE Control Ball Valves Product CatalogueDocument20 pages04 HIT VALVE Control Ball Valves Product CatalogueRAVINDR.KNo ratings yet
- StandardsDocument10 pagesStandardsMariesta AriantiNo ratings yet
- CorrosionDocument18 pagesCorrosionmuhammadumeryaqoob16No ratings yet
- ASME Section IX WPS PQR checklistDocument2 pagesASME Section IX WPS PQR checklistBS AhnNo ratings yet
- Welding Coupon Witness ReportDocument18 pagesWelding Coupon Witness ReportRam KadamNo ratings yet
- Seminar ReportDocument22 pagesSeminar ReportVishnu Prasad100% (1)
- Thelning 1984 PDFDocument10 pagesThelning 1984 PDFAldi RayhanNo ratings yet
- Open Elective BTech 2nd Yr 2023 24 v2Document19 pagesOpen Elective BTech 2nd Yr 2023 24 v2bhaivarun65No ratings yet
- Satinless Steel Boq PDFDocument1 pageSatinless Steel Boq PDFSoumya RanjanNo ratings yet
- Kalyani Steels MD on Future of Indian Steel IndustryDocument3 pagesKalyani Steels MD on Future of Indian Steel IndustryZulfikar GadhiyaNo ratings yet
- Cutting Tool Materials ME MechanicalDocument4 pagesCutting Tool Materials ME MechanicalManish Kumar100% (1)
- Página Da NafténicaDocument2 pagesPágina Da NafténicaAldair FranciscoNo ratings yet
- A335a335m PDFDocument9 pagesA335a335m PDFalifuat duyguNo ratings yet