You might also like
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- ASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelDocument3 pagesASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelBudi Setia RahmanNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- SWATHI PQR Procedure QualificationDocument10 pagesSWATHI PQR Procedure QualificationMustu AkolawalaNo ratings yet
- PRN005Document2 pagesPRN005beyNo ratings yet
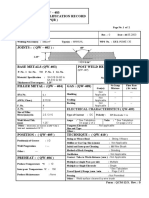
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocument5 pagesLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALNo ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSDocument1 pagePT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanNo ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)Senthil KumaranNo ratings yet
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Base Metals (Qw-403) Postweld Heat Treatment (Qw-407)Document2 pagesBase Metals (Qw-403) Postweld Heat Treatment (Qw-407)beyNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Wps Format Asme Sec - IxDocument2 pagesWps Format Asme Sec - IxDeepu ChandranNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- Welding Procedure Specification for Stainless SteelDocument5 pagesWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- PRN004Document2 pagesPRN004beyNo ratings yet
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Wps FormatDocument2 pagesWps FormatParminder SinghNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Form No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2Document10 pagesForm No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2JithinAbrahamNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
- Welding Procedure Qualification Records (WPQR) GuideDocument3 pagesWelding Procedure Qualification Records (WPQR) Guideramesh rajaNo ratings yet
- Procedure Qualification Record PQRDocument3 pagesProcedure Qualification Record PQRNMBaihakiARNo ratings yet
- PQR Welding Procedure for Dissimilar MaterialsDocument3 pagesPQR Welding Procedure for Dissimilar Materialszaki fadlNo ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielNo ratings yet
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- WPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyDocument10 pagesWPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyUripTobingNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Pqr-Band Ring PDFDocument3 pagesPqr-Band Ring PDFamitNo ratings yet
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 pagesProcedure Qualification Record (PQR) Khewari Development Projectsar sarNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- KSKSKSKS KS D 3576Document18 pagesKSKSKSKS KS D 3576mainur mechanical engineerNo ratings yet
- CV SumonDocument2 pagesCV Sumonmainur mechanical engineerNo ratings yet
- RFQ AgencyDocument23 pagesRFQ Agencymainur mechanical engineerNo ratings yet
- RFI-14, House Connection Survey, Sewer Network (PESSCM - 1-W-1), Block-K, Zone-C (Updated)Document4 pagesRFI-14, House Connection Survey, Sewer Network (PESSCM - 1-W-1), Block-K, Zone-C (Updated)mainur mechanical engineerNo ratings yet
- Elevation Designs For 4 Floors BuildingDocument4 pagesElevation Designs For 4 Floors Buildingmainur mechanical engineerNo ratings yet
- Finance Form Vendor Acknowledgment of Advance PaymentDocument1 pageFinance Form Vendor Acknowledgment of Advance Paymentmainur mechanical engineerNo ratings yet
- Muhammad Nurul Amin - ThesisDocument67 pagesMuhammad Nurul Amin - Thesismainur mechanical engineerNo ratings yet
- Master Grocery List 01Document1 pageMaster Grocery List 01mainur mechanical engineerNo ratings yet
- Master Grocery List for All Your Shopping NeedsDocument1 pageMaster Grocery List for All Your Shopping NeedsJuan VergelNo ratings yet
- Master Grocery List 08Document25 pagesMaster Grocery List 08mainur mechanical engineerNo ratings yet
- FUEL CARD RFQDocument7 pagesFUEL CARD RFQmainur mechanical engineerNo ratings yet
- Basic valve datasheets for inquiryDocument21 pagesBasic valve datasheets for inquirymainur mechanical engineerNo ratings yet
- Hydraulic CalculationDocument1 pageHydraulic Calculationmainur mechanical engineerNo ratings yet
- Liquid Valve Sizing Non-IterativeDocument2 pagesLiquid Valve Sizing Non-Iterativemainur mechanical engineerNo ratings yet
- Instructions For The Use of Allied Valve Control Valve Spec SheetDocument4 pagesInstructions For The Use of Allied Valve Control Valve Spec Sheetmainur mechanical engineerNo ratings yet
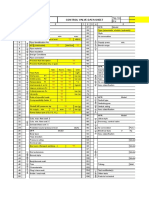
- Control Valve Data Sheet: Tag. NoDocument4 pagesControl Valve Data Sheet: Tag. NoGiftObionochieNo ratings yet
- !!!проработать FPLSHCM - 214 - 1 PDFDocument36 pages!!!проработать FPLSHCM - 214 - 1 PDFSlava75No ratings yet
- Tips - Asme b313 Training SeminarDocument382 pagesTips - Asme b313 Training SeminarMarc Abellán EscuraNo ratings yet
- PNAE G-7-016-89Document7 pagesPNAE G-7-016-89ASME TURKEYNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- Safety Data Sheet: 1 Identification of SubstanceDocument4 pagesSafety Data Sheet: 1 Identification of SubstanceProject Sales CorpNo ratings yet
- Unctionally Graded Materials: B.Bharath Kumar (PH.D) Asst - Professor ME DeptDocument30 pagesUnctionally Graded Materials: B.Bharath Kumar (PH.D) Asst - Professor ME Deptbharathkumar0310No ratings yet
- Technical Datasheet: Engineering SteelDocument1 pageTechnical Datasheet: Engineering SteelSunil Kumar GoudaNo ratings yet
- Types of Electric WeldingDocument7 pagesTypes of Electric WeldingSUKhanNo ratings yet
- Fundamentals of Corrosion MechanismsDocument55 pagesFundamentals of Corrosion Mechanismsfreeuser3No ratings yet
- Syllabus JigsDocument50 pagesSyllabus JigsSang Ka KalaNo ratings yet
- Exhaust Gas After Treatment SystemDocument11 pagesExhaust Gas After Treatment SystemRahul ENo ratings yet
- 9 - 1 H Wood Cabinet Spec Options NelDocument8 pages9 - 1 H Wood Cabinet Spec Options NelinformalitybyusNo ratings yet
- (1xxx Series) Wrought Pure Aluminum, 99.00% or Greater (1100)Document2 pages(1xxx Series) Wrought Pure Aluminum, 99.00% or Greater (1100)Danusa Renata CostaNo ratings yet
- Module 5 Heat Exchanger Design - Part 2Document26 pagesModule 5 Heat Exchanger Design - Part 2Prince immanent BopapeNo ratings yet
- Mold Check ListDocument10 pagesMold Check Listapk11No ratings yet
- BeroCel 102 Tds en 2018Document2 pagesBeroCel 102 Tds en 2018Quoc AnNo ratings yet
- Manual Sierra Horizontal W.F. WellsDocument43 pagesManual Sierra Horizontal W.F. WellsDavidOlivaNo ratings yet
- Multi Spindl Drilling MachineDocument38 pagesMulti Spindl Drilling MachineBoopathi KalaiNo ratings yet
- 1 Ball Mills 1Document106 pages1 Ball Mills 1BharaniChirsabesan100% (3)
- Enhancing The Permeability and PropertieDocument9 pagesEnhancing The Permeability and PropertieAjeeth KumarNo ratings yet
- SS 2006 by Taylor & Francis Group, LLCDocument12 pagesSS 2006 by Taylor & Francis Group, LLCsujit_sekharNo ratings yet
- Solid-Liquid Extraction Process OptimizationDocument9 pagesSolid-Liquid Extraction Process OptimizationPMNo ratings yet
- X3Document23 pagesX3MOHAMEDNo ratings yet
- Rustlick™ B: Rust PreventativeDocument2 pagesRustlick™ B: Rust PreventativeJesús PalomaresNo ratings yet
- Texmaco Limited: Welding Process InstructionDocument15 pagesTexmaco Limited: Welding Process InstructionArvindshuklamechNo ratings yet
- Technical Datasheet Qoc With Jaws: Product InformationDocument1 pageTechnical Datasheet Qoc With Jaws: Product Informationagung wijaya100% (1)
- Form turning - The tool is ground to shape workpieceDocument10 pagesForm turning - The tool is ground to shape workpieceJohn Paul DomingoNo ratings yet
- Providing welding solutions for sugar industry applicationsDocument17 pagesProviding welding solutions for sugar industry applicationsBHARAT KNo ratings yet
- UniBinder 8.2 - 0Document2 pagesUniBinder 8.2 - 0Viqar JawaidNo ratings yet
- The Advantages of Broaching Have Been Stated As UnderDocument3 pagesThe Advantages of Broaching Have Been Stated As UnderNishit ParmarNo ratings yet