You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Operation Manual: Ssep148 Twin Screw ExtruderDocument22 pagesOperation Manual: Ssep148 Twin Screw ExtruderradhoinezerellyNo ratings yet
- Pouch Case StudyDocument4 pagesPouch Case StudyHamid HamidNo ratings yet
- Polymer Processing & MachineryDocument51 pagesPolymer Processing & MachineryEfranNo ratings yet
- BX-B2 Semi-Automatic Bottle Blowing Machine: 1. Brief IntroductionDocument4 pagesBX-B2 Semi-Automatic Bottle Blowing Machine: 1. Brief IntroductionAriantoNo ratings yet
- XZL Series Simplex Refining Plodder User ManualDocument41 pagesXZL Series Simplex Refining Plodder User ManualGonzalo MarquezNo ratings yet
- 36 - Problems On Cost Sheet1Document6 pages36 - Problems On Cost Sheet1Arul JoshNo ratings yet
- HEAT SEALING Instruction ManualDocument24 pagesHEAT SEALING Instruction ManualSuman MukherjeeNo ratings yet
- XLD Series Vertical Stamper User ManualDocument78 pagesXLD Series Vertical Stamper User ManualGonzalo Marquez100% (1)
- Flat Die PET Film: Innovative Extrusion LinesDocument28 pagesFlat Die PET Film: Innovative Extrusion LinesMada PerwiraNo ratings yet
- LDPE BagsDocument38 pagesLDPE BagsRajesh Galgalikar100% (1)
- 3QGB Screw PumpDocument7 pages3QGB Screw PumpWily WayerNo ratings yet
- Blow Molding Process GuideDocument21 pagesBlow Molding Process Guideprashant_cool_4_u100% (1)
- Blow Moulding by HammahDocument28 pagesBlow Moulding by HammahAdnan JavedNo ratings yet
- Dbe 04568bengDocument74 pagesDbe 04568bengElectronic RampolytexNo ratings yet
- iPQ-Center Webvideo Star TTB MA R1 42 en PDFDocument32 pagesiPQ-Center Webvideo Star TTB MA R1 42 en PDFHamid KharazmiNo ratings yet
- Global Milling Advances August 2013 IssueDocument20 pagesGlobal Milling Advances August 2013 IssueGlobal Milling AdvancesNo ratings yet
- 70D Manual BookDocument43 pages70D Manual BookgeorgioNo ratings yet
- Induction Sealing - Wikipedia, The Free EncyclopediaDocument6 pagesInduction Sealing - Wikipedia, The Free EncyclopediaSohail ShaikhNo ratings yet
- Ultra Filtration SystemDocument5 pagesUltra Filtration SystemAbdul SamadNo ratings yet
- Plastistrength™: Acrylic Process Aids For PVC ApplicationsDocument28 pagesPlastistrength™: Acrylic Process Aids For PVC ApplicationsJaved Iqbal100% (1)
- Extruder SDocument28 pagesExtruder SKamran AliNo ratings yet
- A Review On Optimization of Extrusion Process Parameters To Reduce Uneven Wall Thickness in HDPE PipesDocument5 pagesA Review On Optimization of Extrusion Process Parameters To Reduce Uneven Wall Thickness in HDPE PipesIJRASETPublicationsNo ratings yet
- SPREADING AND CUTTING EQUIPMENTSDocument23 pagesSPREADING AND CUTTING EQUIPMENTSNeetek SahayNo ratings yet
- Solving Engine Loss Issues with Root Cause AnalysisDocument13 pagesSolving Engine Loss Issues with Root Cause AnalysisashishsinglaNo ratings yet
- Equipments Raw MaterialsDocument5 pagesEquipments Raw MaterialsDivya KMNo ratings yet
- Hitachi Printer: Technical Manual Ink Jet Printer For Industrial MarkingDocument164 pagesHitachi Printer: Technical Manual Ink Jet Printer For Industrial MarkingRodrigoNo ratings yet
- Quality Assuarance - Sop For Cleaning of Sparkler FilterDocument5 pagesQuality Assuarance - Sop For Cleaning of Sparkler FilterKrishna PalNo ratings yet
- Industrial Washing MachineDocument10 pagesIndustrial Washing MachineDiêm Công ViệtNo ratings yet
- Blow Molding Project ReportDocument6 pagesBlow Molding Project Reportperu1975100% (2)
- Installation and Operating Instructions for PV/T Vacuum Induction FurnaceDocument31 pagesInstallation and Operating Instructions for PV/T Vacuum Induction FurnacewarwarNo ratings yet
- Design of Control System For Cover Washing Machine PDFDocument7 pagesDesign of Control System For Cover Washing Machine PDFYeron GelayeNo ratings yet
- Richards Bay Minerals: General RBM ProcedureDocument7 pagesRichards Bay Minerals: General RBM ProcedureHuzaifa KtkNo ratings yet
- Manual Flowpacks Ensamble InstitucionalDocument32 pagesManual Flowpacks Ensamble InstitucionalhaynerNo ratings yet
- Costing of Adhessive and HardnerDocument9 pagesCosting of Adhessive and HardnerRishi SrivastavNo ratings yet
- Erection Instructions For Baghouse FilterDocument13 pagesErection Instructions For Baghouse FilterAnonymous xVCLWJNo ratings yet
- Bopp TapeDocument2 pagesBopp TapeJayant Kumar JhaNo ratings yet
- Product Testing PET Preform BottleDocument9 pagesProduct Testing PET Preform BottleShikha SinghNo ratings yet
- RE140 Section 2 - Maintenance Policies (NXPowerLite)Document39 pagesRE140 Section 2 - Maintenance Policies (NXPowerLite)Ahmed FaragNo ratings yet
- Types of Packaging Machines and There FunctionsDocument5 pagesTypes of Packaging Machines and There Functionsbottlingplant indiaNo ratings yet
- Surgical Bandage PDFDocument5 pagesSurgical Bandage PDFJoe SparrowNo ratings yet
- Laminated Object Manufacturing Process ExplainedDocument6 pagesLaminated Object Manufacturing Process Explainedpapajohn1383No ratings yet
- Printing RollflexDocument153 pagesPrinting RollflexsalvatorusNo ratings yet
- Pro Geo ChemDocument9 pagesPro Geo Chemlaxmi karkiNo ratings yet
- SCADA in Bottle Filling PlantDocument15 pagesSCADA in Bottle Filling Plantkubera uNo ratings yet
- Ketop c100 t2 1384364 72700 0648630 Panel Operatorski Keba ManualDocument151 pagesKetop c100 t2 1384364 72700 0648630 Panel Operatorski Keba ManualJavier Del Pozo GarciaNo ratings yet
- 03 Operating Manual Part 1 INDUPRESS General Part 2009 07 v1Document42 pages03 Operating Manual Part 1 INDUPRESS General Part 2009 07 v1Kokić Mirza100% (1)
- 1000Kg Foldable Engine Crane Crane: Owner'S Manual Product Code: 1001Document14 pages1000Kg Foldable Engine Crane Crane: Owner'S Manual Product Code: 1001CARLOS ANDRES CAICEDO PEREZNo ratings yet
- PTI Preform HeatingDocument18 pagesPTI Preform HeatingSandeep ReddyNo ratings yet
- Hydraulic clamping arrangement reduces connecting rod milling timeDocument60 pagesHydraulic clamping arrangement reduces connecting rod milling timeAjinkya MoreNo ratings yet
- eSW-1200 eSW-1200s: Mechanical Edition For RobotDocument44 pageseSW-1200 eSW-1200s: Mechanical Edition For Robothung nguyenNo ratings yet
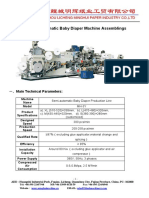
- Semi Automatic Baby Diaper Machine 2011-07-09Document6 pagesSemi Automatic Baby Diaper Machine 2011-07-09ZakNo ratings yet
- SINAMICS V90 Operating Instructions 012015 en-USDocument287 pagesSINAMICS V90 Operating Instructions 012015 en-USfelipezambrano0% (1)
- Extruder MaintenanceDocument5 pagesExtruder MaintenanceRen Joseph LogronioNo ratings yet
- RDWork Laser Engraving Cutting Software V1.3Document79 pagesRDWork Laser Engraving Cutting Software V1.3Дудар ВадімNo ratings yet
- Implementing TPM on Boilers to Improve EfficiencyDocument5 pagesImplementing TPM on Boilers to Improve EfficiencyHuynh Thi Minh TrangNo ratings yet
- 01 - Machine Installation and Plant MaintenanceDocument49 pages01 - Machine Installation and Plant Maintenancegirma worku100% (2)
- 650 UV ManualDocument25 pages650 UV ManualJoshua KaukungwaNo ratings yet
- Ohlson VFFS ManualDocument32 pagesOhlson VFFS ManualbjpNo ratings yet
- Masks Machine User ManualDocument30 pagesMasks Machine User ManualSoufiane KadarNo ratings yet
- D4e06 Grue Mobile 60t Terex t560 1Document20 pagesD4e06 Grue Mobile 60t Terex t560 1Soufiane KadarNo ratings yet
- 6eaee Grue Mobile 110t Grove Tms9000eDocument28 pages6eaee Grue Mobile 110t Grove Tms9000eSoufiane KadarNo ratings yet
- TMS800E Product Guide ImperialDocument64 pagesTMS800E Product Guide ImperialCarlos Felipe Orjuela RamírezNo ratings yet
- TMS800E Product Guide ImperialDocument64 pagesTMS800E Product Guide ImperialCarlos Felipe Orjuela RamírezNo ratings yet
- 325B LN Excavator 3116 Engine Injector SyncDocument1 page325B LN Excavator 3116 Engine Injector SyncSoufiane KadarNo ratings yet
- Detroit Diesel-MTU S4000Document134 pagesDetroit Diesel-MTU S4000Dino Martin Mercado Quispe93% (30)
- Performance Data Alle DOOSAN ModellenDocument55 pagesPerformance Data Alle DOOSAN ModellenSoufiane KadarNo ratings yet
- ZQM Pi 0328Document1 pageZQM Pi 0328Soufiane KadarNo ratings yet
- (dl08 Engine) PDFDocument184 pages(dl08 Engine) PDFSoufiane KadarNo ratings yet
- Flash MachinDocument13 pagesFlash MachinSoufiane KadarNo ratings yet
- (Approved) Doosan EPC User Manual EXPDocument25 pages(Approved) Doosan EPC User Manual EXPSoufiane KadarNo ratings yet
- 01 Doosan TIER 4I Engine (120425)Document6 pages01 Doosan TIER 4I Engine (120425)Soufiane KadarNo ratings yet
- (dl08 Engine) PDFDocument184 pages(dl08 Engine) PDFSoufiane KadarNo ratings yet
- Apache JMeter DashboardDocument2 pagesApache JMeter DashboardjhojanNo ratings yet
- Oracle SQL Fundamental Lab Questions SolutionsDocument3 pagesOracle SQL Fundamental Lab Questions SolutionsuserNo ratings yet
- HHM Unit-1 PDFDocument66 pagesHHM Unit-1 PDFAchyutha AnilNo ratings yet
- I Report On Mobile CRM PDFDocument17 pagesI Report On Mobile CRM PDFPradumna KasaudhanNo ratings yet
- Asus X553MA Repair Guide Rev2.0Document7 pagesAsus X553MA Repair Guide Rev2.0UMA AKANDU UCHENo ratings yet
- Dell Case Study - G02Document3 pagesDell Case Study - G02Miniteca Mega Rumba0% (1)
- Huawei Data Center Facility Handbook 20230425-1Document67 pagesHuawei Data Center Facility Handbook 20230425-1SatriaWahyuEkaSaputraNo ratings yet
- Course 6 - Product Installation - VC150SDD PDFDocument31 pagesCourse 6 - Product Installation - VC150SDD PDFDulasNo ratings yet
- GRADUS Catalogue - Stair Edgings & Floor TrimsDocument164 pagesGRADUS Catalogue - Stair Edgings & Floor TrimsHarsha V. PriyaNo ratings yet
- Frosty T Burner Build: All The Ratios Are Derived From The Pipe IameterDocument4 pagesFrosty T Burner Build: All The Ratios Are Derived From The Pipe IameterKain402No ratings yet
- 4,5CM LPG TANK - 2013-4.5 CuM LPG CAPSULEDocument1 page4,5CM LPG TANK - 2013-4.5 CuM LPG CAPSULEDaniel Edward Omondi0% (1)
- Juan Carlos Rodriguez Jimenez C.C 79.786.948 Industrial Engineer, MBA Spe. Computerize Industry and SimulationDocument3 pagesJuan Carlos Rodriguez Jimenez C.C 79.786.948 Industrial Engineer, MBA Spe. Computerize Industry and SimulationPaula TamayoNo ratings yet
- Instructions: Hmems80 2020 Semester 1 Assignment 01 (Unique Number: 873964) Due Date: 9 March 2020Document8 pagesInstructions: Hmems80 2020 Semester 1 Assignment 01 (Unique Number: 873964) Due Date: 9 March 2020Matshele SerageNo ratings yet
- Emergent Carbon IssuesDocument2 pagesEmergent Carbon IssuesPapa AishuNo ratings yet
- BVS QRG 8.6Document6 pagesBVS QRG 8.6borzonNo ratings yet
- Amplitude ModulationDocument89 pagesAmplitude Modulationelyk herreraNo ratings yet
- 2.1 The Glowworm Swarm Optimization (GSO) AlgorithmDocument37 pages2.1 The Glowworm Swarm Optimization (GSO) AlgorithmAnonymous nkG18vANo ratings yet
- 100 MCQ Questions For Operating Systems MCQ Sets PDFDocument29 pages100 MCQ Questions For Operating Systems MCQ Sets PDFghodkeshital291150% (4)
- Strategic Management ModuleDocument52 pagesStrategic Management ModulePrince Isaiah JacobNo ratings yet
- Tsfluxus - g721 - enDocument38 pagesTsfluxus - g721 - enChris JonesNo ratings yet
- Deep Learning: A New Paradigm for Rapid Orebody ModellingDocument11 pagesDeep Learning: A New Paradigm for Rapid Orebody ModellingCristhian Ł. Barrientos100% (1)
- KITCHEN AID Range/Stove FAULT CODESDocument2 pagesKITCHEN AID Range/Stove FAULT CODESMelNo ratings yet
- Mobile Phones and Autonomy 2Document30 pagesMobile Phones and Autonomy 2Adliana ColinNo ratings yet
- Guidelines For Designing ExperimentsDocument13 pagesGuidelines For Designing ExperimentsupenderNo ratings yet
- L2 CoffeeShopPart1Document2 pagesL2 CoffeeShopPart1Радмир ТаскынбаевNo ratings yet
- Bas 416Document6 pagesBas 416Adrian ZekthiNo ratings yet
- Agilent 7890GC Firmware Bulletin B.02.05.03 and A.01.16Document35 pagesAgilent 7890GC Firmware Bulletin B.02.05.03 and A.01.16infinity1200No ratings yet
- Weld Stress UW-15 UW-18Document1 pageWeld Stress UW-15 UW-18muhammad hadiNo ratings yet
- Dell dd9400Document5 pagesDell dd9400frpinaNo ratings yet
- HJC Letter To Daniel EkDocument2 pagesHJC Letter To Daniel EkTHROnlineNo ratings yet