You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- WPS for Gas Field Development WeldingDocument2 pagesWPS for Gas Field Development WeldingAhmed LepdaNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- WPS GTAW-SMAW h2Document1 pageWPS GTAW-SMAW h2Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- WPS-CS-113 Rev.1Document2 pagesWPS-CS-113 Rev.1Muhammad BilalNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- CPP Jps1 1 QC Pro 0056 - 0 CPP Wsteel Pipe Welding (Gtaw) .PDF - 17Document1 pageCPP Jps1 1 QC Pro 0056 - 0 CPP Wsteel Pipe Welding (Gtaw) .PDF - 17khuram shahzadNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Welding Procedure Specification for Stainless SteelDocument5 pagesWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- Aramco Hot Tap Welding Procedure Rev 1Document3 pagesAramco Hot Tap Welding Procedure Rev 1BWQNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- PWPS 001Document2 pagesPWPS 001Mehrdad RezaeiNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- A36 WPSDocument1 pageA36 WPSJamesNo ratings yet
- PWPS 005Document2 pagesPWPS 005Mehrdad RezaeiNo ratings yet
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSDocument1 pagePT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- GTAW Welding Procedure for ASTM A53 PipeDocument2 pagesGTAW Welding Procedure for ASTM A53 PipeS. K. M. ShujonNo ratings yet
- GTAW WPS for ASTM A240 TP 304LDocument1 pageGTAW WPS for ASTM A240 TP 304LAnand MakasanaNo ratings yet
- Wps API-mwt 2020Document24 pagesWps API-mwt 2020afshohil anamNo ratings yet
- WPS Tsila 010Document2 pagesWPS Tsila 010AslaouiNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Tungstenelectrodesize and Type' 2,4 MM As Per Sfa 5.12 Ewth - 2Document23 pagesTungstenelectrodesize and Type' 2,4 MM As Per Sfa 5.12 Ewth - 2Abdelkader AbdelkaderNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTDocument1 pageWELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTAhmed LepdaNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WPS New 2Document1 pageWPS New 2Erica SandersNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- PRELIMINARY WELDING PROCEDURE AND QUALIFICATION FOR GTAWDocument8 pagesPRELIMINARY WELDING PROCEDURE AND QUALIFICATION FOR GTAWmegantara maromNo ratings yet
- Manual Standard WeldingDocument192 pagesManual Standard WeldingGEORGE IVAN0% (1)
- Suria Engineering: Procedure Qualification Record (PQR)Document2 pagesSuria Engineering: Procedure Qualification Record (PQR)suria qaqcNo ratings yet
- Toshiba Brazing Procedure SpecificationDocument3 pagesToshiba Brazing Procedure Specificationsheikmoin100% (1)
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- Preliminary WPS for 12.7mm SMAW WeldingDocument3 pagesPreliminary WPS for 12.7mm SMAW WeldingAnonymous 4e7GNjzGW100% (1)
- Q345B WPSDocument1 pageQ345B WPSJamesNo ratings yet
- WPS Procedure Spec for 316L Steel Single Groove Weld Up to 12mmDocument2 pagesWPS Procedure Spec for 316L Steel Single Groove Weld Up to 12mmvahid mobiniNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- WPS Welding Performance SpecialistDocument2 pagesWPS Welding Performance SpecialistGobinath GovindarajNo ratings yet
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix TerbarufebriNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- BGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Document1 pageBGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Eswar Enterprises QcNo ratings yet
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsFrom EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsRating: 1 out of 5 stars1/5 (1)
- 6.2 Preparation 6.2.1 Inspection and Test Plan: Ras Markaz Crude Oil Park Project (Phase1)Document1 page6.2 Preparation 6.2.1 Inspection and Test Plan: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- OTTCO RAS MARKAZ CRUDE OIL PARK PROJECT COMMENTS RESOLUTION SHEETDocument2 pagesOTTCO RAS MARKAZ CRUDE OIL PARK PROJECT COMMENTS RESOLUTION SHEETANIL PLAMOOTTILNo ratings yet
- Inspection Report: CPP-RM-PO-0180Document4 pagesInspection Report: CPP-RM-PO-0180ANIL PLAMOOTTIL0% (1)
- Evaporation Pond Reply by SEZADDocument17 pagesEvaporation Pond Reply by SEZADANIL PLAMOOTTILNo ratings yet
- Foundation inspection checklistDocument1 pageFoundation inspection checklistANIL PLAMOOTTILNo ratings yet
- Foundation inspection checklistDocument1 pageFoundation inspection checklistANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Attachment-1 Check List For New Construction ActivityDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Attachment-1 Check List For New Construction ActivityANIL PLAMOOTTILNo ratings yet
- RAS MARKAZ CRUDE OIL PARK SITE INSPECTION RECORDSDocument1 pageRAS MARKAZ CRUDE OIL PARK SITE INSPECTION RECORDSANIL PLAMOOTTILNo ratings yet
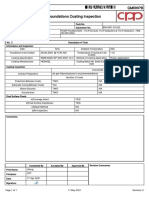
- C10A GMRHPB Foundations Coating InspectionDocument1 pageC10A GMRHPB Foundations Coating InspectionANIL PLAMOOTTILNo ratings yet
- 6.2.2 Inspection, Measuring and Testing Equipment: Ras Markaz Crude Oil Park Project (Phase1)Document1 page6.2.2 Inspection, Measuring and Testing Equipment: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- 6.3.10 Ex Certified Equipment Complaince: Ras Markaz Crude Oil Park Project (Phase1)Document1 page6.3.10 Ex Certified Equipment Complaince: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1)Document1 pageRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- RAS MARKAZ CRUDE OIL PARK PROJECTDocument1 pageRAS MARKAZ CRUDE OIL PARK PROJECTANIL PLAMOOTTILNo ratings yet
- Site Qa / QC Records: Ras Markaz Crude Oil Park Project (Phase1)Document1 pageSite Qa / QC Records: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- 6.3.4 Final Inspection and Test: Ras Markaz Crude Oil Park Project (Phase1)Document1 page6.3.4 Final Inspection and Test: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- Site Inspection and Testing: 6 6.1 GeneralDocument1 pageSite Inspection and Testing: 6 6.1 GeneralANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureANIL PLAMOOTTILNo ratings yet
- 6.3.6 Independent Testing Agency: Ras Markaz Crude Oil Park Project (Phase1)Document1 page6.3.6 Independent Testing Agency: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- General: Ras Markaz Crude Oil Park Project (Phase1)Document1 pageGeneral: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- RAS MARKAZ CRUDE OIL PARK QA/QC PROCEDURESDocument1 pageRAS MARKAZ CRUDE OIL PARK QA/QC PROCEDURESANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureANIL PLAMOOTTILNo ratings yet
- RAS MARKAZ CRUDE OIL PARK SITE INSPECTION PROCEDUREDocument1 pageRAS MARKAZ CRUDE OIL PARK SITE INSPECTION PROCEDUREANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureANIL PLAMOOTTILNo ratings yet
- Scope: Ras Markaz Crude Oil Park Project (Phase1)Document1 pageScope: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureANIL PLAMOOTTILNo ratings yet
- 5.4 QC Inspectors: Ras Markaz Crude Oil Park Project (Phase1)Document1 page5.4 QC Inspectors: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- 9686 6120 PR Po0101Document1 page9686 6120 PR Po0101ANIL PLAMOOTTILNo ratings yet
- 9686 6120 PR Po0101Document1 page9686 6120 PR Po0101ANIL PLAMOOTTILNo ratings yet
- Scope: Ras Markaz Crude Oil Park Project (Phase1)Document1 pageScope: Ras Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- LM340K 12 7812P+Document18 pagesLM340K 12 7812P+abrap_delNo ratings yet
- Controlled Switching Technical Note: The Pre-Arcing PhenomenonDocument3 pagesControlled Switching Technical Note: The Pre-Arcing Phenomenonmic68hc11No ratings yet
- Design Example Report: Title Specification Application Author Document Number Date RevisionDocument26 pagesDesign Example Report: Title Specification Application Author Document Number Date Revisionhicham boutoucheNo ratings yet
- W MZ T Mini Circuit BreakersDocument11 pagesW MZ T Mini Circuit BreakersaguilavmNo ratings yet
- TransducersDocument26 pagesTransducersamriscribd100% (2)
- Power Electronics PDFDocument17 pagesPower Electronics PDFMadhurima KaveriNo ratings yet
- JLD612 Manual 2011Document8 pagesJLD612 Manual 2011cacaNo ratings yet
- AC Motor WikipediaDocument10 pagesAC Motor WikipediasmeenaNo ratings yet
- Sistema Electrico 7400 Internatinal-1Document350 pagesSistema Electrico 7400 Internatinal-1omar suazoNo ratings yet
- Engineering Design Project Report on PWM Transmitter CircuitDocument9 pagesEngineering Design Project Report on PWM Transmitter Circuitdareghost ytNo ratings yet
- Festo SOEL RTH Q20 PP S 2L TI DatasheetDocument1 pageFesto SOEL RTH Q20 PP S 2L TI DatasheetJesús Emmanuel Zarco SalazarNo ratings yet
- Masterpact NW08-63 User ManualDocument54 pagesMasterpact NW08-63 User ManualCRIS SEDANTONo ratings yet
- Bs 6724 BasecDocument2 pagesBs 6724 BasecMOHAMMED. HAKAMINo ratings yet
- Configurator Version V8.5.3.3.0 MasterPL Version 7.0.16Document4 pagesConfigurator Version V8.5.3.3.0 MasterPL Version 7.0.16MATHIVANNANNo ratings yet
- Electrical Work Safety GuidelineDocument13 pagesElectrical Work Safety GuidelineMogodan GabrielNo ratings yet
- ASi BUSDocument1 pageASi BUSLuis AguilarNo ratings yet
- Flexible Ac Transmission SystemsDocument2 pagesFlexible Ac Transmission Systemskannanchammy0% (1)
- The Simple Z Match Tuner SimplifiedDocument6 pagesThe Simple Z Match Tuner Simplifiedioan biscaNo ratings yet
- Autoclave Service ReportDocument1 pageAutoclave Service ReportKarl MamarilNo ratings yet
- 8437SBTET (C09) DEEE 4th Sem - Ac Machines-I PDFDocument3 pages8437SBTET (C09) DEEE 4th Sem - Ac Machines-I PDFRAJ NAYAAK0% (1)
- Yaesu DMU-2000 ServDocument21 pagesYaesu DMU-2000 ServlarsNo ratings yet
- GL PMG 3500 Vertical Specification SheetDocument1 pageGL PMG 3500 Vertical Specification SheetAamir Sohail100% (1)
- PICAXE-08 Controls Security Lights Based on PIR and LDR SensorsDocument3 pagesPICAXE-08 Controls Security Lights Based on PIR and LDR SensorsEduardo MoyaNo ratings yet
- Vibration Switches IMI Sensors PDFDocument8 pagesVibration Switches IMI Sensors PDFGinanjar Nur KurniawanNo ratings yet
- Site-Uri Cu Scheme Electron IceDocument4 pagesSite-Uri Cu Scheme Electron IceFlorinela EnceanuNo ratings yet
- Quasar Kit No. 1138 0-30 VDC Stabilized Power Supply With Current CONTROL 0.002-3 ADocument7 pagesQuasar Kit No. 1138 0-30 VDC Stabilized Power Supply With Current CONTROL 0.002-3 AIordan Dan FfnNo ratings yet
- User Manual: Upower SeriesDocument28 pagesUser Manual: Upower SeriesRogerio OliveiraNo ratings yet
- CM 03 XDocument5 pagesCM 03 Xfrancisval20100% (1)
- FET Biasing Configurations and Circuit AnalysisDocument9 pagesFET Biasing Configurations and Circuit AnalysisjjeongdongieeNo ratings yet
- TSDM - 08-01-15Document229 pagesTSDM - 08-01-15HamOdy SadeqNo ratings yet